(21) 4484414/08
(22) 20.09.88
(46) 30.01.91. Бюл. № 4
(71)Киевский политехнический институт им. 50 летия Великой Октябрьской социалистической революции
и Житомирский завод станков-автоматов
(72)А.В.Даниленко, И.Г.Федоренко, О.Н.Ступак, П.П.Брюханда
и И.Л.Вовкогон
(53)621.941.2(088.8)
(56)Авторское свидетельство СССР 1172645, кл. В 23 В 5/44, 1985.
(54)СПОСОБ ОБРАБОТКИ МНОГОГРАННЫХ ПОВЕРХНОСТЕЙ
(57)Изобретение относится к обработке металлов резанием и может быть использ.овано при изготовлении много- грэнных валов. Целью изобретения является повышение точности и расширение технологических возможностей обработки многогранных поверхностей за счет определения кинематических и геометрических соотношений. Способ заключается в том, что резцовой головке и заготовке сообщают вращательные движения вокруг собственных осей, смещенных относительно друг
друга, а резцовой головке - также движение подачи. Расстояние между осями вращения заготовки и охватывающей заготовки резцовой головки ус танавливают равным разности радиуса расположения режущих кромок в резцовой головке и радиуса вписанной в многогранник окружности, увеличенной на величину допускаемой погрешности формообразования грани При этом радиус расположения режущих кромок в резцовой головке определяют из условия обеспечения деления с учетом допускаемой погрешности по уравнению iuN+U-arccos (К„ l5):(2Ru L) - - arccos(R2-Rj -L2):(2Rj-L) 0, где N - количество граней многогранника; V - отношедае угловой скорости вращения заготовки к угловой скорости резцовой головки; R - радиус расположения режущих кромок в резцовой головке; R,i cosec/ii :N - радиус окружности, описанной вокруг многогранника; г - радиус окружности, вписанной в многогранник; L Ru-r-h - расстояние между осями вращения заготовки и резцовой головки; h - допускаемая погрешность формообразования грани 1 ил
а
Й
(/)
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки многогранных поверхностей | 1988 |
|
SU1618503A1 |
| Способ обработки многогранных валов | 1977 |
|
SU738771A1 |
| Способ обработки деталей с круглыми и многогранными поверхностями | 1989 |
|
SU1650372A1 |
| Способ обработки изделий многогранной формы | 1980 |
|
SU944796A1 |
| Способ обработки многогранных поверхностей | 1984 |
|
SU1172645A1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЬНЫХ ВАЛОВ С ВЫПУКЛЫМ ПРОФИЛЕМ ПО ЗАДАННОМУ РАЗМЕРУ | 2011 |
|
RU2469818C1 |
| Способ обработки многогранных поверхностей | 1990 |
|
SU1815012A1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Способ точения | 1977 |
|
SU663486A1 |
| Способ обработки поверхностей вращения | 1985 |
|
SU1355356A1 |
Изобретение относится к обработке металлов резанием и может быть использовано при обработке многогранных валов.
Цель изобретения - повышение точности и расширение технологических возможностей обработки многогранных
поверхностей охватывающей заготовку резцовой головкой.
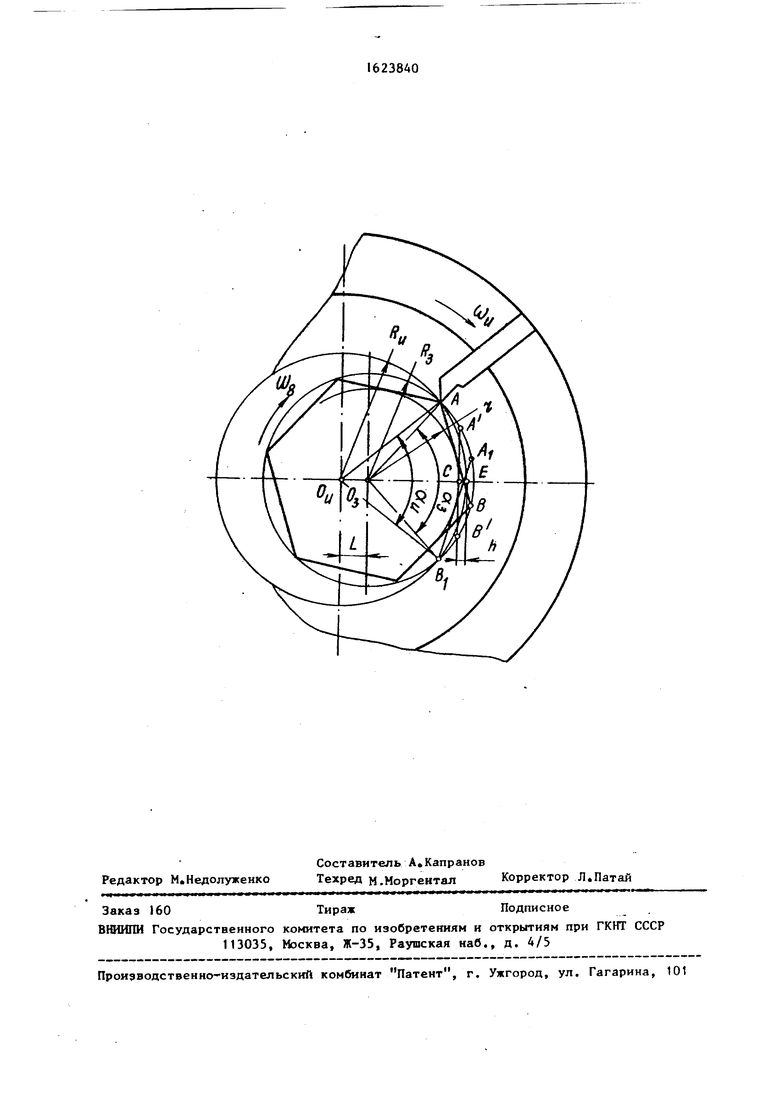
На чертеже представлена схема обработки многогранного вала.
Согласно предлагаемому способу резцовой головке и заготовке сообщают согласованные вращательные движе
ния вокруг собственных осей, смещен- ных одна относительно другой, и от- носительное движение подачи, расстоя- ние между осями вращения заготовки и охватывающей заготовку резцовой головки устанавливают равным разнос ти радиуса расположения режущих кро- мок в резцовой головке и радиуса вписанной в многогранник окружности, увеличенного на величину допускаемой погрешности формообразования, грани, при этом радиус расположения режущих кромок в резцовой головке определяют из условия обеспечения деления с уче том допускаемой погрешности по урав- нению
„ Ru-Rj+L2 U- arccos
1Г N
- arccos
г AL
R«l5ili
2RjL
0,
- количество граней многогранника;
отношение угловой скорости вращения заготовки к угловой скорости резцовой головки; радиус расположения режущих кромок в резцовой головке;
.x
х cosec- - радиус окружности,описан
ной вокруг многогранника; г - радиус окружности, вписанной
в многогранник; L Ru-r-h - расстояние между осями вра- щения заготовки и резцовой головки;
h - величина допускаемой погрешности формообразования грани Предложенный способ поясняется схемой. Для обработки на заготовке многогранной поверхности с N гранями при радиусе г, вписанной в многогранник окружности, с допускаемой погрешностью формообразования h при
(0
Йи
отношении угловых скоростей U
ределенном, например из условия
(ОцК
Taj т
е m - количество резцов в речцовой головке.
Из уравнения
„ RU - R + L + И.arccos --ХБ т
/КцЬ
arccos
и2
К у
2R-L -
О
5
0
5
0
5
определяют радиус расположения режущих кромок в речцовой головке R и расстояние между осями заготовки и резцовой головки L Ru-r-h, устанавливают резцы в резцовой головке в соответствии с полученным значением RU, устанавливают резцовую го ловку таким образом, чтобы ее ось была параллельна оси заготовки и о, - сгоята от нее на расстояние L, сообщают заготовке и резцовой головке согласованное вращеж.е вокруг собственных осей в од1.у сторону и относительное движение подачи Формула изобретения Способ обработки многогранных поверхностей, при котором резцовой головке, охватывающей заготовку, и заготовке сообщают согласованные вращательные движения вокруг собственных осей, смещенных одна относительно другой, а резцовой головке - движение подачи, отличающийся тем, что, с целью повышения точности формообразования и расширения технологически, возможностей, расстояние между осями вращения заготовки и резцовой головки устанавливают равным разности радиуса расположения режущих кромок в резцовой головке и радиуса вписанной в многогранник окружности, увеличенной на величину допускаемой погрешности формообразования грани, при этом радиус расположения режущих кромок в резцовой головке определяют из соотношения
„2 „2 г
RU - R v L U- ягггпя - -я---- I
0
5
аГСС°8 2R,L
R, - Rl- L2 - arccos -
О,
0
5
где N - количество граней многогранника;
U - отношение угловой скорости заготовки к угловой скорости резцовой головки; Ry - радиус расположения режущих
кромок в резцовой головке; x
х cosec - - радиус окружности,описанной вокруг многогранника; г - радиус окружности,вписанной
в многогранник; L R4-r-h - расстояние между осями вращения заготовки и резцовой головки;
h - величина допускаемой погрешности формообразования грани
