(54) СВЕРЛИЛЬНЫЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО К МНОГОШПИНДЕЛЬНОМУ СВЕРЛИЛЬНОМУ СТАНКУ ДЛЯ КОНТРОЛЯ ЗА ПРОЦЕССОМ СВЕРЛЕНИЯ | 1991 |
|
RU2085340C1 |
| Многооперационный станок для обработкидВЕРНыХ пОлОТЕН | 1980 |
|
SU852546A1 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169059C2 |
| Многошпиндельный станок | 1981 |
|
SU1000169A1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2015 |
|
RU2593320C1 |
| Сверлильный станок | 1989 |
|
SU1703287A1 |
| РОТОРНАЯ УСТАНОВКА ДЛЯ СВЕРЛЕНИЯ ЯНТАРНЫХ ИЗДЕЛИЙ | 2004 |
|
RU2252140C1 |
| Станок для закатки днищ сосудов высокого давления | 1974 |
|
SU555944A1 |
| Сверлильно-фрезерный деревообрабатывающий станок | 1982 |
|
SU1115903A1 |
| СИЛОВАЯ ГОЛОВКА | 1992 |
|
RU2009784C1 |
1
Изобретение относится к станкостроению, а более конкретно к обрабатывающему оборудованию, предназначенному для сверления сквозных или глухих отверстий.
Известны сверлильные станки, включающие сверлильную головку, имеющую возмож- 5 ность рабочей подачи с постоянным зарйнее заданньш усилием, и систему автоматического контроля состояния сверла, содержащие реле времени, электрически связанное с датчиком 1.,0
Недостатком таких станков является малая надежность системы автоматического контроля состояния сверла.
Цель изобретения - повыщение надежности контроля состояния сверла.
Поставленная цель достигается тем, что 5 сверлильная головка снабжена жестко связанным с ней щтоком, а система автоматического контроля - дополнительным реле времени электрически связанным -с датчиком, причем датчик установлен вне зоны 20 резания на пути щтока, причем система автоматического контроля состояния сверла снабжена дополнительным датчиком, установленным вне зоны резания и имеющим
возможность взаимодействия со штоком, причем оба Датчика имеют возможность установочного перемещения относительно друг друга и относительно щтока.
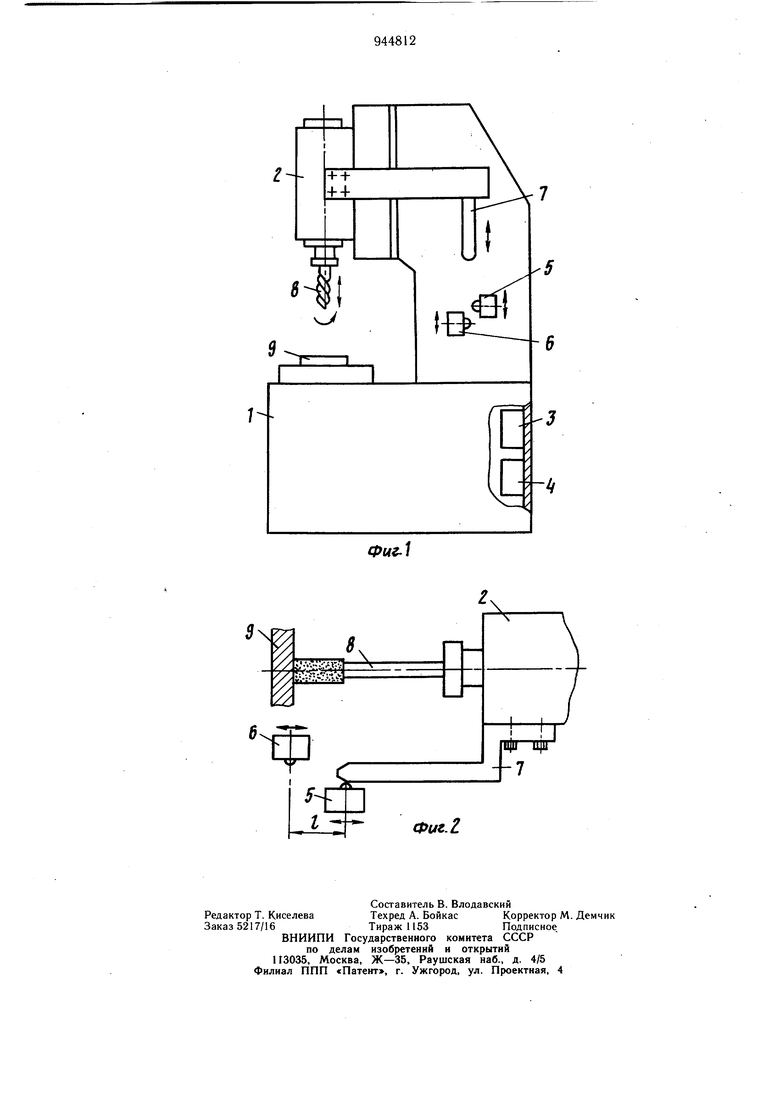
На фиг. 1 представлен один из вариантов станка (с двумя датчиками), общий вид; на фиг. 2 - схема выставления датчика при контроле износа сверла.
Предлагаемый станок включает установленную на станине 1 сверлильную головку 2, имеющую возможность рабочей подачи с постоянным заранее заданным усилием, например, под действием подвещенного груза, пружины, гидравлического или пневматического привода, и систему автоматического контроля состояния сверла, содержащую два реле 3 и 4 времени, электрически связанные с двумя датчиками 5 и 6, установленными на станине 1 вне зоны резания и имеющими возможность взаимодействия со щтоком 7, жестко связанным со сверлильной головкой 2. Реле 3 и 4 времени могут быть расположены на любом свободном месте станины 1 как внутри ее, так и снаружи.
Станок работает следующим образом. При перемещении сверлильной головки
2вместе с вращающимся сверлом 8 в сторону заготовки 9, щток 7 включает сначала датчик 5, затем датчик 6. При замене каждого поломанного, затупивщегося или изношенного алмазного сверла, датчик 5 установочным перемещением выставляют таким образом, чтобы он включался щтоком 7 при касании сверла 8 заготовки 9, а датчик 6 выставляют относительно датчика 5 и штока 7 таким образом, чтобы он включался щтоком 7 после включения датчика 5 через отрезок 1, равный величине предельно допустимого износа сверла по длине (фиг. 2).
Реле 3 времени н астраивается на промежуток, несколько меньщий длительности нормального цикла обработки заготовки. Реле 4 времени настраивается на промежуток, несколько превыщающий длительность нормального цикла обработки заготовок.
Реле 3 и 4 времени начинает отсчет аремени с момента срабатывания датчика 5. В том случае, если сверло затупилось, операция обработки заготовки удлинится, и реле 4 времени срабатывает несколько раньше, нежели датчик 6; при отсутствии, поломке сверла или достижении предельно допустимого износа алмазного сверла датчик 6 срабатывает несколько раньще, нежели реле
3времени. В первом случае в систему управления станком поступит предупреждающий сигнал, во втором - управляющий сигнал, включающий станок.
Для контроля затупления, отсутствия или поломки сверла достаточно одного датчика 5, установленного таким образом, чтобы включение его штоком происходило, когда сверло 8 обрабатывает отверстие в заготовке 9 и выйдет на некоторое расстояние от заготовки. Реле 3 и 4 времени настраивают тем же образом, как указано выше, и начинают отсчет одновременно с началом перемещения сверлильной головки 2 с сверлом 8 в сторону заготовки 9.
При нормальной длительности обработки датчик 6 под воздействием щтока 7 срабатывает -несколько позже, нежели реле 3 времени, но раньще, нежели реле 4 времени. Реле 3 и 4 времени вырабатывают управляющий или предупреждающий сигнал всякий раз, когда продолжительность данного цикла отличается от длительности нормального.
Предлагаемое изобретение позволяет увеличить мащинное время сверлильного станка за счет уменьщения затрат времени на выявление и ликвидацию отказов режущего инструмента, повысив надежность системы автоматического контроля состояния сверла.
Формула изобретения
Источники информации, принятые во внимание при экспертизе 1. Патент США № 3339434, кл. 77.5, опублик. 1967.
