. if. -S Г Т
.ьжнзза
: ГУI if P
.,-dA.rli ul,iP
i- У: -v з
} 38
с
ОС
N: сх
VJ
} 38
.,-,-vnop iLi цилиндры с П образными коромыс....,-.;...-г;.)ми рпг.положон -. кнугри Сярзбаиа,
, . i .ч; Рун .ипонмь:о рочихи, предназначен( НЗЯИМОДСЙС: ПИЯ С ргДИЯЛЬМЫМИ .,:(:/; 5 .,; , которые p;.k-:-... ;Hi-j на (Ззрабане,
:. .Ч П-ОМ прмцц |;;ц , v.O . lC-ЯЩИЙ ИЗ Двух
. , 0;;С- ОДНО ИЗ КОТОрЫХ уПТоНОНЛУНО С ВОЗi . - :i ,-:и ;:с i i.Ki пер-эмеи -над снаружи бэраv :й;:, .. п р ллеп .гп у if.. |почшм упорам, а
.,- --10 /;.;: c-j с УО;МОЖ;:,Я опорота.
: злчi ч-.достаткзмн -.г епных сверлильных
.;; ;-,. ; :. лзлпотся HI;;;K-, произоодитель ,: .:::,;... : р и м а л j; о с о 11 и и i ш м i i ро и зводстве
(( р; 1Г;П |цпл ) нпкгэдок. обуслов;-: ...i j . гннп: . м сичиг- -: в значительном объеме
ч ;;- . рйций, спя эаиных г прг.менениом ручно. - : -. .: Оу л/i дпч г| р;-нч 13кг rriiii o :ia нужный
. i, .г; -мер накладок, усгансокя мсжцентрового
. ii; i-:: j.n;cr : .лни,ч между CF.C-. , изменение чаI. :-i20 . ; у. свер;; (р -и -пзди.р иногда надо
.:; i- -i i-.-r-.ii -i i- Г1 3 :1ары 01 апрели и), установка и
/. .- , :: уимрорка загрузомшч и устройства.
, ,Целью изобретения яоляс тс,я повыше,; -. ;iiv. пг1 ;зводитель 1и 1н j-.i г.чет сокрзще-1 -JP75 и.. -, .шсг-ч-ни персч--::чад1; 1 при обработке
iii-i;--/it iаУ--; разных типоразмеров. .
(.:-. .::,пчГ осывленнал цг ль досгц. с .о-гся тем, что
- т- ..-. piiii,-,.).i,H стался , f-м с:.n:i nc которого
. .,:.1.--7м-:-, 1цсны нокотиель. ек. омающий заM.-I.V: ..-.О f р.. .г енну к.. isa сг н -нс CTO. IKV. механизм
,: д...;,.: рулки детали. аь:по;.пенней tj виде сило- ; и V-P-J- - : о 1..и/ индра, ил ипок« которою закрепле- ..:, 1Йим г:ы:чйте/ 1Ь, механизм подачи детали. 1 кл;о :а;о)ций н ; ;у|цих ложемент для ее раз- i .i (-..:v.,rrния, поаороуным , установлен- -;;; ьз озлу и кинем Т ичеики обязанный с
:; :...;О1 р ПИЧИТеЛСМ. И СВСрЛИПЬНЫО ГОЛОЗКИ, уСП;ггг;.-1 . топленные с ьозг-южнос; ыо регулирова- r,:i.--. г.чежцентрового рассгоянич, снабжен
.;:;); :- пл, 10 М:.ргнлеиной на стойке направляющей,
-.I -M :. : ,, -« .ценными пя последней фиксатором и ,ч:. ои г I ll -о - :OL , i :nHbiM с возможностью поворота
ll .ji.i U г..;:-Т-V r; ром, ГрвбеНКОЙ. ЛС 1ЯОЙ НЭ СТЗНИ л pi, iivi-; i , розмощенным ни Фиксаторе магнитом, : , ::: 15 ; -тг нопленным с возможносгью псриодиче(. :(: c iH-::;. п)-С :ОГО ВЛЗиМОДбЙСТБИм С. ПОСПСДНИМ ГеРКОНОi,.i ( C;iCMK. датчиками, ))лох енними на ;. -i :. :;,ц.-и.- гребенке, размещенными на станине допол- -.; : : г,-;-: г с,:- ап йльш/ми НоР.рав.пяьмцими, одна из кото- г: . :i ai , -;;ц«- устанопленй с впзмо;:;нсстыо поворота, |-.: ir,.: i-; .. 50 ;: закрепленной на стойке кснта:-:тной пла- ..- м-. .-, / -.л.;- i.iUHC H, при этом поворогн .й элемент вы к ячен f виде рамы, состоящий из двух
-стаиоеленных на кз, параллельно одна ,/, ;н двух сегментных пластин, одна из 3fl ;;.- оокгх несет ложепс;ч;, которг й выполнен ..-мым. из двух частей, причем одна из ;-,г.туй установлена с водг оясностью изаимо- ,:г:йгт,1,-я .; ограничите :м и размещена на :;;,сдечной встзнп с в, соединяющей
се(ментные пластины, а ограничитель выполнен в виде установленной с возможностью перемещения плиты и расположенных на последней контактов, предназначенных для взаимодействия с введенными о станок магнитами, размещенными на реме, а фотодатчики установлены с возможностью взаимодействия с введенными в станок дополнительными пластинами, закрепленными на упомянутом валу.
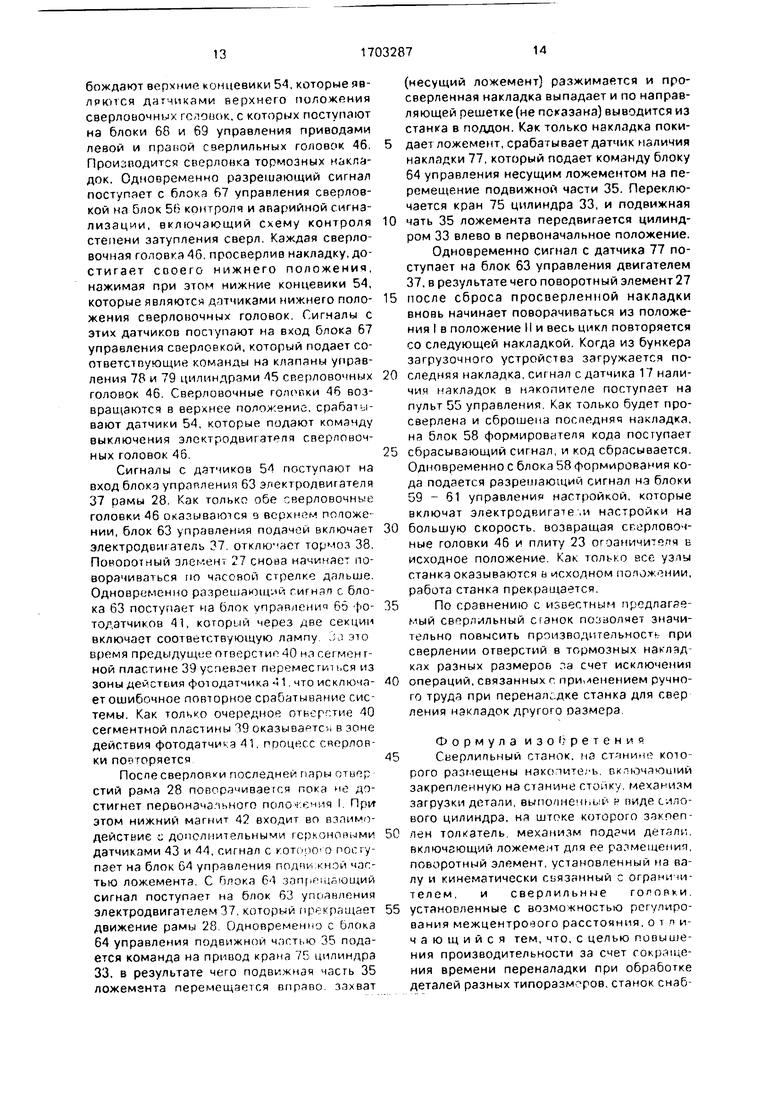
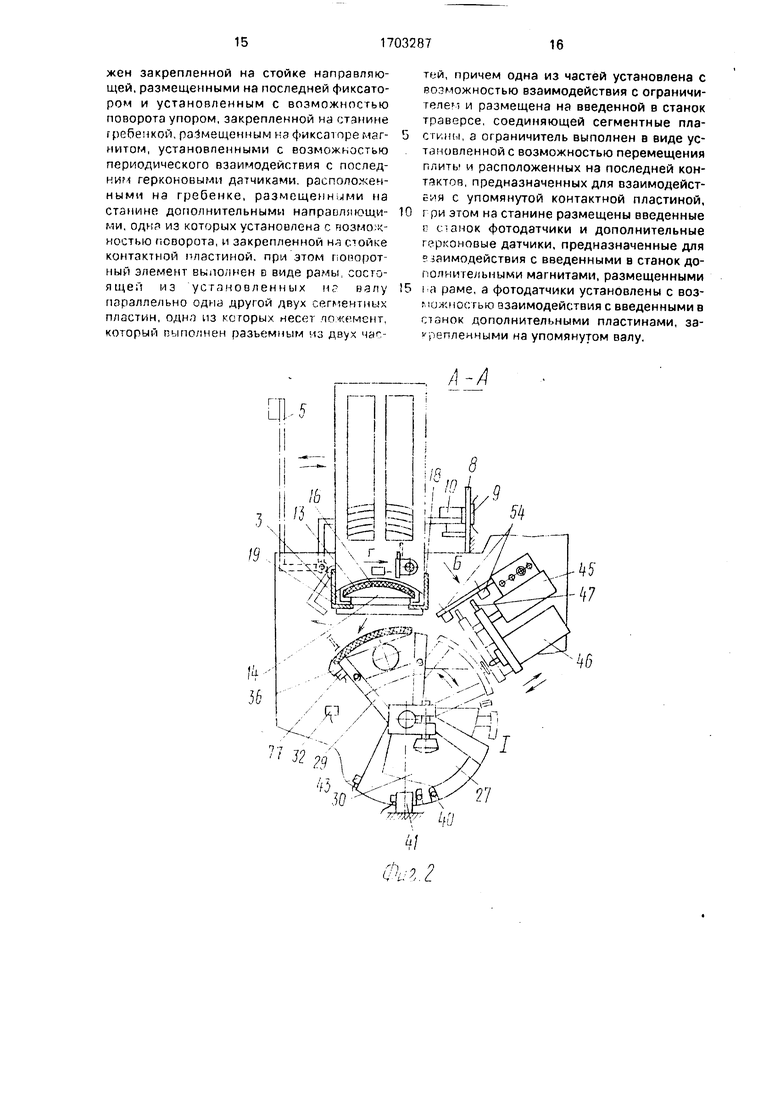
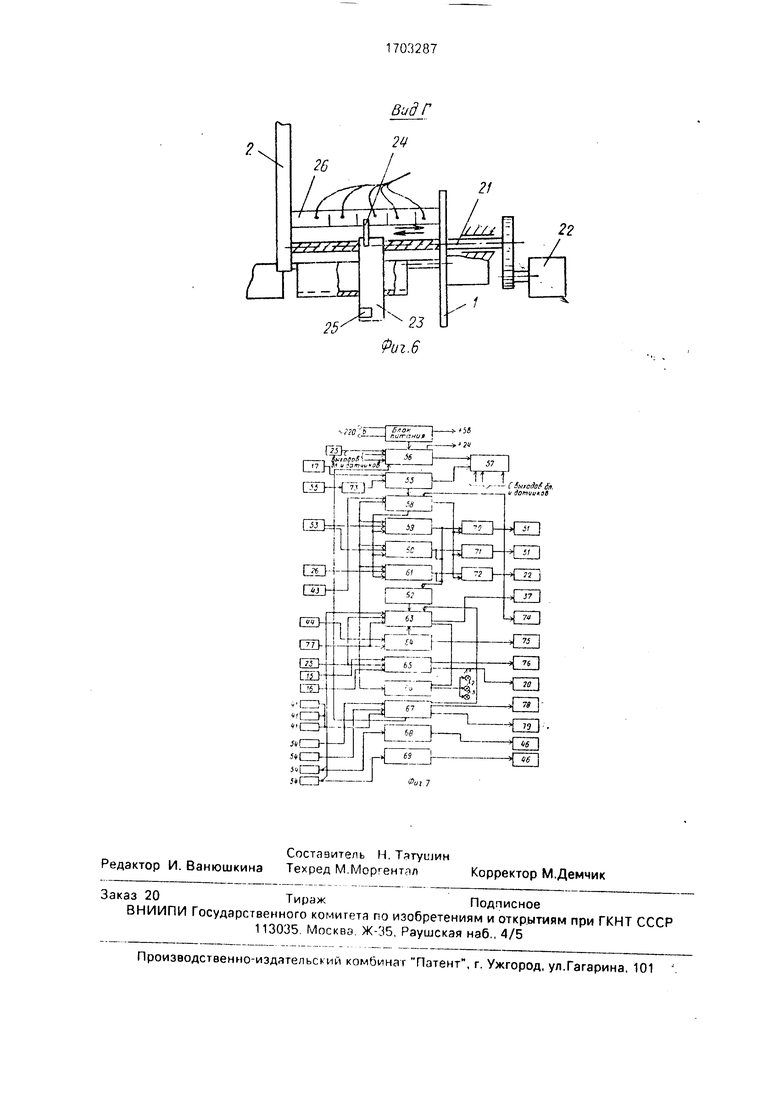
На фиг.1 изображена кинематическая схема загрузочного механизма: на фиг.2 - разрез А-А на фиг.1; на фиг.3 -вид Б на фи г.2: на фиг.4 - вид В на фиг.1; на фиг.5 станок, общий вид; на фиг.6 - вид Г на фиг.2: на фиг. 7 - функциональная схема устройства обработки сигналов и управлении,
Сверлильный станок содержит станину 1, на которой закреплена вертикальная стойка 2. Из стойке 2 закреплены горизонтальные ложементы 3. Параллельно ложементам 3 на стойке 2 закреплены направляющие 4. На направляющих 4 подвижно установлен Г-образный фиксатор 5, который содержит втулку, сопряженную с направляющими 4. На фиксаторе 5 /станов лена ось 6 поворотной стойки 7. Стойка 7 выполнена с возможностью поворота вокруг оси 6 из горизонтального положения в вертикальное и обратно. Стойка 7 устанавливается в вертикальном положении параллельно стойке 2. Н.-з станине 1 закреплена гребенка 8 с зубьями и впадинами между зубьями. Во впадинах закреплены герконо- вые датчики 9, а на свободном конце Г-оо- разного фиксатора 5 закреплен магнит 10. Фиксатор 5установлен с возможностью поворота и периодического взаимодействия с гребенкой 0 и, соответственно, взаимодействия магнита 10 с герконовыми датчиками 9 на гребенке 8. На станине 1 закреплен силовой цилиндр 11, на штоке которого закреплен толкатель 13. выполненный про филированной формы с выпуклой верхней поверхностью 14 с возможностью горизонтального перемещения и взаимодействия с торцом детали (не показана) R выдвинутом положении толкателя 13 его выпуклая радиусная часть служит опорой накладок.
Стойки 2 и 7, горизонтальные: ложементы 3 и выпуклая радиусная часть толкателя 13, Г-образный фиксатор 5 направляющих 4 с магнитом 10 образуют накопитель деталей. Толкатель 13 выполнен с возможностью взаимодействия с концевыми выключателями 15 и 16, закрепленными на станине 1. На стойке 2 закреплен датчик 17 наличия накладок в накопителе. На одном уровне с толкателем 13 на станине 1 установлены дополнительные направляющие
18 и 19, состоящие и. неподвижной и ппчо- ротной частей. Направляющие 18 и Ч выполнены Г-обрачным .г I 1зпр;н).иг;ощая 19 установлена нч вату моюр-редуктрз 20, закрепленного на crmc iit; 1. Поворот наррлв5 ляющей 19 осуществляв гсч Р вертикальной плоскости на некоторой угол до выхода из взаимодействии с накладкой.
На вертикальной стойке 2 и с;-тмине 1 со стороны, противоположной стойке 7, уста0 новлена винтован передача 21 с мотором 22. На гайке передачи 2 установлена плита 23, на которой закреплен кпнтяк-т 24 и ДЗРШК 25. На стойке 2 параллельно оси винта -те- ррдэчи закреплена контактная пластина 26.
5 Контакт 24 выполнен с возможностью взаимодействия контактной пластиной 26. Плита 23 на винтовой передаче 21 с мотор- редуктором 22. китяктог; 2 i датчиком 25 и контактнс-я пласп нз 26 обплзуют офэничи0 ель.
Над дополнителыныг и нэмрзпл.яющими 18 и 19 в зоне падения ;;Г|.« оа;дки расположен поворотный элемекч 27. ныполн-гнм- и в виде рамы 28. с стояшой из дзух уггянон5 ленных на валу 2 J плрдллелч- о одчп другой сегментных ппастин 30. на РПНОЙ из i скорых
расположена НОГ10Д : ХГ;;Ч 4rVTb 2 iUdщего лохсемент, Cyr. -.ei-i- . ол. 30 расположены /п упярно оги п-тпн /,
0 Две пластины 30 сивдиясиы ча , 3i. расположенной пзреллг. Cv. в;:-:с 2 J. На раме 28 со .ы протипоположноч ноподы жнС й час i .1 3 i H jCyi.,-;r .х--комс;: а, закреплен силовой ц-лпч-ui. j ее
5 34. На свободном кони; , И i- нл три- верее 32 установлена nc- inn.v.-,ая часгь 35 нес ,у|дего ложемонта. Подвижный ложеми.-, еыпол1-:ен с Г-обра ной частью и имеет г-ол можность взаимол с датчиком 25
0 плиты 23 ограничителя. Оба , не- подви кчая 31 и подн--:жнля 35 части выполнены с зацепом 30. О я и 29 передачей с электродвигателем 37. Со .
ВОПОЛОЖНРЙ ПРИНО/IV И , 2 j. .. ЭИгц- ЛСН 5 ГОПМОЗ 38. Но ВЙТУ r/) h9, ;:-,.. I-.Q ЯЭКР . го- НЫ дополнительны cer-io iiMn.-- ..
34 С ОГверСТИЯМИ 40, Ш- ,, -..-:Г И .-, ВОЗМОЖНОСТЬЮ взаимпдеГ С 1 Р: . С -с,1. ми 41. закоепленными .-ti г. ганпн 1 К...хдпй
0 пласт i-irifi 39 соответстпуот и , станине фото атчик 4 i. чч. ео -- 39 зависит от номенклатуры лаемых накладок. Эло: трг;д игд|, 3. и перс- дача вала 29 обеспечивзют c- iwe 2S
5 вращательно-возврйтно 5 дг,и.-чен1 ,е На ,- риферии рамы 28 р«диально закреплена магниты 42, я нз станине i установлены дополнительные гарконовые датчики 43 и 44
крайних иомо.- f..v.L; плмы 23 с гозможно- сть. -о г :.:;:1.:.н,:.чг; , ,- /;, ч пам1-; 42,
и. ;.|;.:; ; ..-. - :-i : .,-я несуЩО: -./ ...:-Н- - ;, 3C ;. :К. ;.МДКИ ИЛ . ,. .,; :;. ;. - .. -.;, OfiKfi -nnftbb
,.-Ц рн . .м., -:::- ; ...;.. ,; ,10-jCvV. 47,
.,, ;.(:, -;;..:(.:, ,;;, „ I i. IOR -.i:-. IU4IU u:pOB i- C,; .:;;.:.:; . - ; V:H Ц .ч ИМДрЫ - 45
;;;; pC-Ti/r ;; : . : . VM -.X y-:. , Ч1|НЫХ i.,ч :;,: ,:; :i.j i; ,: :.. ; : Г ;:.,. П CHHt j4v-.:hi I OrJUi ; ., - : :- ;- A ( iHIHiX-l/jMH
Г5;. i / i,;;;: - -. - :;- п .v-:oH ы щупы 5/ с I;OH :;:. ov: . -. i;-jn с олмо i г) - v,- ..-i - : - ,, -;r.r. i яГ|й гг:ясти- fiui i IV, : -...-. .- ,;- ..- г -;ч-;т е 1 f- Г/ iJC :.-. i : i -. : :.--:- -, ГГ . Г2. its H r)pt:T- К Г- . ..- -,.-. -; l -пд,ч CF.r;y- .;i-i..i.; ;: . .; : -;. ; :.- ;i -J -Oii i jfia Г г,:/:/: -... - : - x;::., .;:;-,1- :. -iLi /нщй40 . .(... ..;,...... .....; п.:п.-г ум:-,i., .,. - -.... : : . , И Kr.-i.-il-Ul l
.:i.:,.-i;fi.: ,-;- .. : V:...,. Пуа ) vi Kv-Oi.-.: V.f :,; :.- .. . ..: ,. ,;;.. J
.,I.-K.; ,.;: :Oi / :i;i НЛ кОЛГ ; ,14. It
:;(,;K. . i :. . -... ч1 i..PCi:; VC IQ4 .:-.-|i i -,; ..,.-:... i.: . ГГЧ1/ - ;. i. f.-;;H- ;- i . il,.i;i i; : ;.:; . : . - C. t л ч :J i: С
l. M : -: ij: .,-. .;:.. . ;- 1;ЙЛОР И МИ Я, . I ::: ,. .:. . i -i i С . Л «И КЗ - Ч . i CHOi1н и г е : :, ,..: uii-fiaf-ui (pe/. .j/i jr. rponi.i.v v.i к;.; i: i и к;. n(jnaOAti) Станок -.. jji.rrMir., ..-.-;. источник питание Hr-nriiix:.:, -,; . ;. ;л ГиглО 1 Ь сжатого i4i O,,-V-::i . -. -ц.;. 4 -,.,- .. ; iv i .i i .ескую с:- (::е;. / ,./ ,; :.:.;. .г .- и.млшч роа ;, длплешлi M fi-4 i Т Л: р; -. ;(Н ГМЛЯЦИИ Л,|Я
мО-ИО ;Ц ,.
V;;: г..,..:.. ;,-) ;;(. р.-; СТ К-,- (иг налс П ,.ри)--1 фум:-: -сн. ;;;:OfO аынолнииия (фиг.) .:o,i.,-; i .:-: .- .. : ( с п Г ;л i; «нария -юиспг- MsnniiHLis.;-;. .; 1---0/К-: К 5нтро/ Я латуп/ic;- r-in:i 1.. Ньчу .. . .и.| икоЦИ1 опок 58
фСрМ:-ООП:: :;:И . /U; ; .ЧТ ЙШСНИЯ НЗСТрСЙ- 6;iOK V,j .i ;;;i;- OH i ЯЙГТрОЙКОЙ ;ЮВСЙ . 0 4:1 :: .i.Ii :Г . JS.V, 60 .ЛвНИЯ
нси/грийкои (; :.; .:п .- ..1 голопхи;
ОЛО 1 умр-Г,,.;,-;:- ;.-. ;,-;i , ОЙ OrpanvlHHTGяп; .;.: р..о-О - : .;| ;: |;икл 1: ГЗмох 63 упрТО/и НИЧ .;:.. ;iO ...р .- .Г:М 3 ПОООПОТ;- роММ. б,. ;- . .- v .::.:. :i noi;i. i ntjCyuui ЧО)«:й-- MOHTi . i I;Q;: -;.. ... о -остью C/ifif Gf) yu- (. ...:.. : эогрузки (я.ои.. :.- :.; м.1/; ,олкан: 1И 13); блок б1 ус.равлог ; i -0i .;.; л .лми: б/юк 67 уяраг - лйяия i:i-i:iijTGi;t.- -.. is i о- ювками (гюдачи голо ьо к.) :-ir.-T)0 tiji i;;i ч;л нчкоп 54; блок 68 угфэзле -: -) (.:./ о-к::н : правой спер/ючпч- ной гомо--:и ( пли f., r уп -звтрция включения /u H i ci eu..)1. головки о; 70 рцгул 11) ii.ic:-. 16 р нигз /.ныгателя 51 прапой головки; 71 - регулятор числа обороте. ;s дии1атс/ я Ы - левой головки; 72 - регу- лгггоп числа оборогои мотора 22 ограничителя; 73 блок защиты от непра- уил1,1;ою включения. Пневмоцилиндры упj с i В Л Я Ю Т С ЯП И О и М О Э Л е К Т Р И Ч в С К И М И
кла- т.чнами.
Ст ерлилкмый станок работает следую- ivir-i образом.
0После включения станка в сеть 220В fi-ioK питания подает соответствующие на- г)рр.- Кения на устройство обработки сигналов и управления. При этом блок 56 контроля и аварийной сигнализации осуще5 о из л я с-т контроль потрем параметрам; нали- нчг необходимого давления воздуха в .ji и. ;тралм (не показано): наличие механиз- Ajn i н уллой в исходном состоянии; степень з.пуплени.. режущих кромок сверл сверло0 с-.;;ч и.;л гопозок.
Сигнал с датчика давления (не показан) .-г..:;згл и сход блока 56, и в случае, если д--;с.1н-ннс ниже поминального (5 кг/см ), блок 56 блокирует подачу напряжения 24 В
5 МП исполнигельные реле и электродвигатели станка, т.е. прекращает его работу. Одно- (. роменнп включается соответствующий соетог.иод на блоке 57 индикации. Если дав- лг.ни волдуха о норме, производится конт0 роль исходного положении механизмов, yrwiOR и выходов упраоляющих блоков стен- ,г;-). П случае нахождении одного механизма или одного узла, или иыходя одного из уп- рзгляющих блоков не в исходном состоянии
5 блок 56 блокирует подачу напряжения на исполнительные элементы. Исходным положением для механизмов и узлоа станка яв- 11 Т юте я:
загрузочный механизм - поршень с тол0 чьтелим 13 в крайнем правом положении, поворотная направляющая 19 в горизонтальном положении;
сперловочные головки Л6 в верхнем положении и раздвинуты соответственно
5 вправо и влево в крайние положения;
поноротный элемент 27 находится в по- ложении I, подвижная часть ложемента 35 сднинута влево до предела, вал 29 застопорен тормозом 38;
0плита 23 ограничителя разжатия-захвата в крайнем правом положении.
Устройство контроля степени затупле- кил сверл блока 56 работает только вовремя процесса сверловки накладок и контролиру5 ет время, затрачиваемое на сверловку. При затупленных сверлах время, затрачиваемое на сверлсвку накладок увеличивается и схема блокирует работу станка. При всех аварийных отключениях станка на блоке 57 индикации зажигается соответствующий
СУП, год и од, указывающий на причину остановки. Если псе параметры в норме, блок 56 контроля ползет напряжение 24В на все исполнительные элементы. Станок готов к работе.
Загружают накладки для сверления в накопитель, для этого откидывают поворотный фиксатор 5, опускают поворотную стойку 7, кладут нг.кладки штабелем (28 шт) на поверхность 14 толкателя 13. поднимают стойку 1 в вертикальное положение и перемещают его до упора в накладку вдоль направляющих 4. Срабатывает датчик 17 наличия накладок в накопителе, после этого поворачивают до соединения с гребенкой 8 фиксатор 5, который фиксирует положение стойки 7. При этом закрепленный на конце фиксатора 5 магнит 10 входит во взаимодействие с одним из герконозых датчиков 9 блока 73 защиты от неправильного включения станка, контакты которых электрически соединены с пультом 58 управлении.
После этого на пульте 55 управления необходимо нажать кнопку, соответствующую типу заложенных накладок, а затем кнопку Пуск. Если нажатая кнопка не соответствует типу заложенных в загрузочное устройстбо накладок, то блок 73 защиты от неправильного включения блокирует команду Пуск1 и станок с работу не запускается. Если кнопка нажата правильно. команда Пуск поступает на схему пульта 55 управления при наличии сигнала с датчика 17 наличия накладок в накопителе. С пульта 55 управление ня вход блока 58 формирования кода и разрешения настройки поступает сигнал, соответствующий нажатой кнопке пульта 55. С блока 58 формирования кода и разрешения настройки двоичный код нажатой кнопки поступает на входы блоков 59 61 управления настройкой. Одновременно при наличии с.одз с блока 58 поступает разрешающий сигнал на блок 70 - 72 регуляторов оборотов электродвигателей 51 и 22 настройки.
Кроме того, на вход блока 58 Формирования и разрешения настройки поступает сигнал с датчика 43 крайнего положения рамы 28, если устройство захвата и подачи находится в позиции . а также сигнал с блока 63 управления подачей электродвигателя 37 поворотной рамы, если мотор 37 выключен. F3 результате с блока 58 на блоки 59 - 61 управление настройкой подается разрешающий сигнал. Далее начинается процесс HjCTpOHKi сверговочных головок 46, плиты 23 ограничителя разжгпия-захвэ- та на необходимый для данного тип накладок. Принцип работы блоков 59 - 61 управления настройкой одинаковый и показан на примере настройки левой сверловочной головки. Для быстрой точной настройки применена система двухскоростного передвижения настраиваемы узлов. 5После поступления разрешающего сигнала на блок 58 управления настройкой с последнего на регулятор 69 оборотов подается соответствующая команда, и привод 51 привода левой сверловочной головки начи0 нает перемещать подвижную каретку 48 вместе со сверловочной головкой 46 вправо с повышенной скоростью. При этом щуп 52, закрепленный на подвижной каретке 48, перемещается вместе с ней по контактной пла5 стине 53, которая электрически соединена с блоком 59 управления настройкой. В зависимости от поданного на вход блока кода нажатой кнопки на контактной пластине будет определена условно риска, соответству0 ющзя точной настройке на необходимый размер Как только щуп 52 подвижной каретки 48 достигает соответствующей риски на контактной пластине 53, на блок 59 управления настройкой подается сигнал, кото:5 рый отключает привод 51 перемещения каретки. В силу инерции привода каретка 48 со сверловочной головкой 45 успеет продвинуться немного дальше вправо. При этом с блока 58 управления на регулятор 70 оборо0 тов поступает соответствующий команда, и электродвигатель привода включается в об ратную сторону, но с малой скоростью. Теперь каретка 48 со сверловочной головкой 46 медленно возвращается плево до тех пор.
5 пока щуп 52 не вернется на соответствующую риску на контактной пластине 53 после чего блок 59 управления мастройкой подает команду на выключение электродвигателя привода 51. Настройка закончена.
0Одновременно и независимо друг от друга происходит настройка правой сверловочной головки 46 (но зеркально по отноше- нию к левой) и ограничителя рэзжатия-захаата, плиты 23 с датчиком 25.
5 С выходов блоков 5Э - б1 управления настройкой сигналы поступают на вход блока 62 разрешения цикла.
Как только настройка всех настраиваемых узлов завершается с выхода блока 62
0 разрешения цикла поступает разрешающий сигнал на блек 63. Блок 63 подает команду на включение электродвигателя привода 37 и одновременно отключение пневмоклапа- на 74 пневматического тормоза 38. Вал 29
5 поворачивает раму 28 из положения I в положение II против часовой стрелки, когда она достигает положения И, магнит 42 входит во взаимодействие с дополнительным геркочовым датчиком 43, сигнал с которого поступает на вход блока 64. При этом с бло ка 64 на блок 63 устройства подается запрещающий сигнал, и электродвигатель 37 несущего ложемента выключается. Одновременно тормоз 38 фиксирует раму 28 Б положении II.
С блока 64 подастся команда на включение привода крана 75 управления силовою цилиндра 33. Силовой цилиндр 33 разжимает части несущего ложемента, перемещая подвижный ложемент 35 вправо до упора в ограничитель Поскольку ограничитель - плита 23 с контактами настроена на определенный размер ложементы рэсчодяп:я на величину, чуть большую ширины юрмозных накладок, находящихся и накопителе за ру- зочного устройства, ч становятся готовыми к принятию очередной накладки,
Дойдя до упора в ограничите/и,, подвижный ложемент 35 одновременно нзжм- мгот концевой ни ключ л те ль датчика 25, устанопленный на плите 3 и электрически странный с блоком 55 управлении механизма загрузки. Начинoeicn процесс загрузки, Сигнал с концевого выключателя датчика 25. яилпющшося датчиком огрлни- чмтелй, поступает на блок 65 упрнвленич механизмом :ифу;-)ки, который a свою очередь ак/иоч.-че1 нпигюд управления крапом 76 силог;о:; :нминд;);, 1. Силовой цилиндр 11 перемещает - опкатепь 13 в крайнее /ie- сое положение. При этом штабель гаклудок оседает нз направляющие 18 и 19 ложементов. Достигну, крайнего левого положения, толкатель 13 нажимает концевой выключатель 16, являющийся датчиком левого поло- жения толкателя 13, Сигнал с дагчик.э 16 поступает из блок 65 управления механизмом загрузки, который включает привпг крана силового цилиндра 11. Силоне.. ни липдр 11 перемещает толкатель 13обрдт ,о в правое положение. При этом толкатель 13 (.поей торцовой частью упираегся в горец нижней накладки накопигепя, выдгни ам ее; на направляющие 18 и iS. Когда толкатс-ль 13 займет соое первоначальное правде по- ложение, штабель накладок енопь будет опираться на его радиусную верхнюю часть 14, - выдвинутая накладка будет пежагь на направляющих 18 и 19 точно над несущим ложементом. При зтсм толкатель 13 иключа- ет концеоой выключатель 15, ЯУЛЯЮЩИЙТ,Я датчиком праисго положения гол;-;,гголя. сигнал с которого поступает на блок 65 управление механизмом загрузки. Р результате блок 65 управления включи мотор-редуктор 20 поворотной направляю щей 19. Направляющая 19 повернется вок руг своей оси по часовой стрелке на некоторый угол, лишая опоры лежащую на нем левую часть тормозной накладки. Накладка падает вниз на несущий ложемент поиорогного элемента 27. Направляющая 19, поворачиваясь обратно против часовой стрелки, занимает свое первоначальное положение. Мотор-редуктор 20 работает в реке рсин ном режиме. Загрузка закончена.
Когда накладка попадает на несущий ложемент «оборотного элемента 2 /, она нажимает концевой переключатель 77, расположенный п. передней части ложемента 31 и являющийся датчиком наличия накладки в несущем ложементе рамы 28, Сигнал с этого датчика поступает н блок 61 управления по- дпижпым ложементом 35. В результате подается команда на привод крана 75 управления силокого цилиндра 33 подвижной чаг.ти ложемента 35. Силочой цилиндр 33, перемещая подвижную часть 36 ложемента, зажимает тормозную накладку между неподвижной 31 и подвижной 35 частями ло:- «эменгз, жестко фиксируя ее в несущем л оже ме i пз. Одно в рем ем но ос вобождается .оицопой выключатель 25 на плите 23, сигнал с 1.-спорого поступает на блок 63 управ- л лнпя тормозом 38, который отключает юрмг,:. 38 и включает электродвигатель 37 алэ 29, Вал 29 поворачивает раму с несущим ложементом вместе с тормозной на- гладкой по часовой стрелке, Одновременно с блока 03 управления подачей разрешающий сигнал поступает на блок 66 управления лампами фотодатчиков, который в зависимости от кода нажатой кнопки пульта 55 управления с задержкой около двух секунд включит соответствующую коду лампу фотодатчика 41,
В результате окажется задействованной дополнительная сегментная программная пластина 39, на которой расстояние между отверстиями 40 соответствует рас- сто НН .ю между парами отверстий вдоль лини и накладки, которые необходимо просверлить. Как только первое отверстие hj eelментной пластине 39 оказывается можду фстодатчиком 41 и включенной лампой, сигнал с фотодатчика 41 поступает на вход блока 67 управления концевиками 54 сверлильных юловок 46 При этом с блока 67 на блок 63 поступав г запрещающий сигнал, и элекфодвигатель 37 включается. Од- нооременнс срабатывает тормоз 38, фиксируя поворотный элемент 27, Одновременно с. блока 57 управления сверловкой под чете - команда на включение электро- клапйно . 79 и 80 подачи сверловочных голо- по:; 46.
Цилиндры 45 перемещают сверловочные ГОЛОЕ-КИ - рабочий ход к зафиксированной в несущем ложементе тормозной наклздке. Сверловочные головки 46 освобождают верхние концевики 54. которые являются датчиками верхнего положения сверловочных головок, с которых поступают на блоки 68 и 69 управления приводами левой и правой сверлильных головок 46. Производится сверловка тормозных накладок. Одновременно разрешающий сигнал поступает с блока 67 управления сверловкой на блок 56 контроля и аварийной сигнализации, включающий схему контроля степени затупления сверл. Каждая сверловочная головка 46. просверлив накладку, до- стигает своего нижнего положения, нажимая при этом нижние концевики 54, которые являются датчиками нижнего положения сверловочных головок. Сигналы с этих датчиков поступают на вход блока 67 управления сверловкой, который подает соответствующие команды на клапаны управления 78 и 79 цилиндрами 45 сверловочных головок 46. Сверловочные головки 46 возвращаются в верхнее положение, срабатывают датчики 54, которые подают команду выключения электродвигателя сверловочных головок 46.
Сигналы с датчиков 54 поступают на вход блока управления 63 электродвигателя 37 рамы 28. Как только обе сверловочные головки 46 оказываются з верхнем положении, блок 63 управления подачей включает электродвигатель 37, отключает тормоз 38. Повопотный элемент 27 снова начинает поворачиваться по часовой стрелке дальше. Одновременно разрешающий сигнал с блока 63 поступает на блок управления 66 фотодатчиков 41, который через две секции включает соответствующую лампу, j.i это время предыдущее отверстии 40 на сегмен г- ной пластине 39 успевает переместиться из зоны действия фот одэтчика ч 1, что исключает ошибочное повторное срабатывание системы. Как только очередное отверстие 40 сегментной пластины 39 оказывается в зоне действия фотодатчика 41, процесс сверловки повторяется.
После сверловки последней пары отвер стий рама 28 поворачивается пока не достигнет первоначального положения I. При1 этом нижний магнит 42 входит во взаимодействие е дополнительными герконовыми датчиками 43 и 44, сигнал с которого поступает на блок 64 управления подвижной частью ложемента. С блока 64 запрещающий сигнал поступает на блок 63 управления электродвигателем 37, который прекращает движение рамы 28. Одновременно с блока 64 управления подвижной частью 35 подается команда на привод крана 75 цилиндра 33. в результате чего подвижная часть 35 ложемзнта перемещается вправо, захват
(несущий ложемент) разжимается и просверленная накладка выпадает и по направляющей решетке (не показана) выводится из станка в поддон. Как только накладка поки- дает ложемент, срабатывает датчик наличия накладки 77, который подает команду блоку 64 управления несущим ложементом на перемещение подвижной части 35. Переключается кран 75 цилиндра 33, и подвижная
чать 35 ложемента передвигается цилиндром 33 влево в первоначальное положение. Одновременно сигнал с датчика 77 поступает на блок 63 управления двигателем 37, в результате чего поворотный элемент 27
после сброса просверленной накладки вновь начинает поворачиваться из положения I в положение II и весь цикл повторяется со следующей накладкой. Когда из бункера загрузочного устройства загружается последняя накладка, сигнал с датчика 17 наличия накладок в накопителе поступает на пульт 55 управления. Как только будет просверлена и сброшена последняя накладка, на блок 58 формирователя кода поступает
сбрасывающий сигнал, и код сбрасывается. Одновременно с блока 58 формирования кода подается разрешающий сигнал на блоки 59 - 61 управления настройкой, которые включат электродвигатели настройки на
большую скорость, возвращая сверловочные головки 46 и плиту 23 огоаничителя в исходное положение. Как только все узлы станка оказываются в исходном положении, работа станка прекращается.
По сравнению с известным предлагаемый сверлильный станок позволяет значительно повысить производительность при сверлении отверстий в тормозных накладках разных размеров за счет исключения
операций, связанных с применением ручного труда при переналадке станка для свер ления накладок другого размера,
Формула изобретения Сверлипьный станок, на ст-шине которого размещены накопитесь, включающий закрепленную на станине стойку, механизм загрузки детали, выполненный Р виде силового цилиндра, на штоке которого ззкпеп- лен толкатель, механизм подачи детали. включающий ложемент для ее размещения, поворотный элемент, установленный на валу и кинематически связанный с ограничителем, и сверлильные головки, установленные с возможностью регулирования межцентроаого расстояния, о т л и- чающийся тем, что, с целью повышения производительности за счет сокращения времени переналадки при обработке деталей разных типоразмеров, станок снабжен закрепленной на стойке направляющей, размещенными на последней фиксатором и установленным с возможностью поворота упором, закрепленной на станине гребенкой, размещенным из фиксаторе магнитом, установленными с возможностью периодического взаимодействия с последним герконовыми датчиками, расположенными на гребенке, размещенными на станине дополнительными направляющими, одн из которых установлена с возможностью поворота, и закрепленной нл слойке контактной пластиной, при этом поворотный элемент выполнен в виде рамы, состоящей из установленных нг валу параллельно одна другой двух сегментных пластин, одня из которых несет ложемент, который выполнен разъемным из двух частуй, причем одна из частей установлена с возможностью взаимодействия с ограничителем и размещена на введенной в станок траверсе, соединяющей сегментные пластины, а ограничитель выполнен в виде установленной с возможностью перемещения плиты и расположенных на последней контактов, предназначенных для взаимодейст- еия с упомянутой контактной пластиной,
гри этом на станине размещены введенные п (ланок фотодатчики и дополнительные герконовые датчики, предназначенные для взаимодействия с введенными в станок дополнительными магнитами, размещенными
ьа раме, а фотодатчики установлены с возможностью взаимодействия с введенными в стзнок дополнительными пластинами, за- греплеччыми на упомянутом валу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверлильный станок | 1985 |
|
SU1355369A1 |
| Установка для автоматической сборки деталей из термопластов | 1987 |
|
SU1525016A1 |
| Станок для сверления отверстий в накладках тормозных колодок автомобиля | 1991 |
|
SU1814591A3 |
| Станок для сверления отверстий в накладках тормозных колодок | 1990 |
|
SU1743721A1 |
| Система автоматической настройки инструмента на станках с ЧПУ | 1982 |
|
SU1065091A1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕРЕВОМЕТАЛЛИЧЕСКИХ БАЛОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254229C2 |
| Устройство для очистки кочана капусты | 1989 |
|
SU1734662A1 |
| СТАНОК ДЛЯ ДВУСТОРОННЕЙ РАЗВАЛЬЦОВКИ ЗАКЛЕПОЧНЫХ ГОЛОВОК | 1972 |
|
SU420379A1 |
| Станок ручной для снятия фаски | 2020 |
|
RU2735848C1 |
| Установка для дуговой сварки | 1979 |
|
SU837692A1 |
Изобретение относится к обработке металлов резанием и может быть использова- но для сверления отверстий в тормозных накладках колесных транспортных средств. Целью изобретения является повышение производительности за счет сокращения времени переналадки при обработке деталей разных типоразмеров. На станине 1 закреплена вертикальная стойка 2. На последней размещены горизонтальные ложементы. Параллельно ложементам на стойке 2 закреплены направляющие 4, несущие Г-обраэный захват 5, Поворотная стойка 7 устанавливается в вертикальном положении параллельно стойке 2. На станине 1 закреплена гребенка 8, во впадинах которой закреплены герконовые датчики. На фиксаторе 5 закреплен магнит, взаимодействующий с герконовыми датчиками. На штоке 12 силового цилиндра закреплен толкатель 13, имеющий профилированную поверхность для взаимодействия с горцем обрабат ываемой детали. В зоие падения по следней расположен поэоротный э емен;, выполненный в виде рамы 28, состоящей из двух сегментных пластин 30. Пластины 30 установлены на валу 29 параллельно одн другой. На одной из платсин 30 расположена неподвижная часть 31 ложемента. H-i свободном конце штока 34 и на траверсе 3/ установлена подвижная часть 35 ложемента. 7 ил. С/ г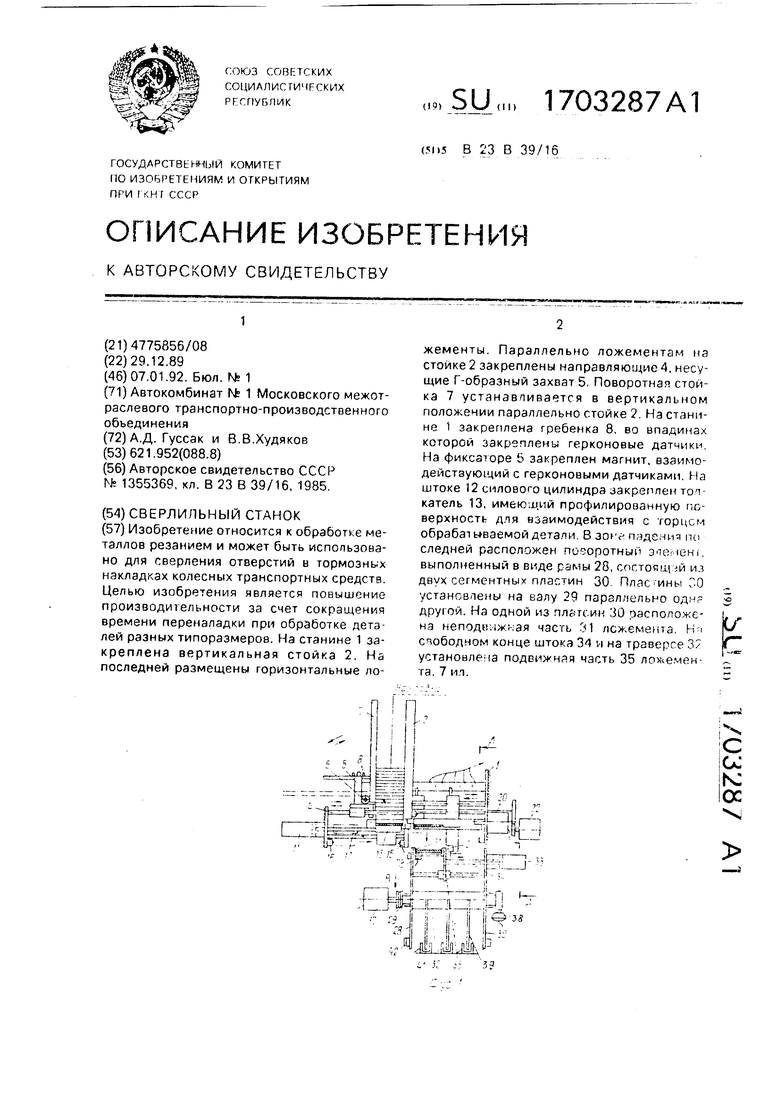
, А-А
т,: 9 /
Ч i-: /i . L
/// /// /// /// /// /// /s™,
Риг.5
Вид 6 побернуто
2
26
25
TDr.;-р,м,в(у(Х
57 U-.J/I И JT-- ----
I--Ttp j--5J-1)
вид г
2У
21
22
/
J
Фиг.6
- --ОшсМй. и doMvukoS
| Сверлильный станок | 1985 |
|
SU1355369A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
