1
Изобретение относится к электрофизическим и электрохимическим, методам обработки, и, в частности, касается станка для размерной электрохимической обработки, например по циклической схеме импульсным током.
Известен станок для размерной электрохимической обработки с приводом подачи электрода-инструмента, выполненным в неподвижном корпусе с подвижной кареткой, на которой установлен шпиндель с электродом-инструментом, который, в свою очередь, вместе с обрабатываемой деталью включены в рабочую цепь источника питания 1 .
Недостатком известного станка является невысокая точность обработки, возникающая вследствие того, что привод подачи электрода-инструмента осуществляется через шариковую винтовую пару от гидроусилителя крутящего момента с шаговым двигателем. Усилие, возникающее в межэлектродном зазоре в момент прохождения импульса технологического тока, воспринимается через шпиндель и шариковую винтовую пару непосредственно конструкцией станка, что повышает его металлоемкость, усложняет конструкцию и в конечном итоге снижает точность обработки.
Кроме того, изменение величины межэлектродного зазора для каждого отдельного случая различно и, следовательно, не
5 поддается учету и коррекции.
Цель изобретения - повышение точности обработки, за счет уменьшения нерабочих вибраций, возникающих в результате процессов, происходящих в межэлектрод(Q ном промежутке.
Поставленная цель достигается тем, что на неподвижном корпусе привода поДачи же- стко закреплены стаканы с электрореологической жидкостью, на наружной поверхности которых размещены обмотки соленоидов,
15 а на каретке установлены кронщтейны с металлическими дисками, размещенными в упомянутых стаканах, причем обмотки соле ноидов последовательно включены в рабочую цепь источника питания.
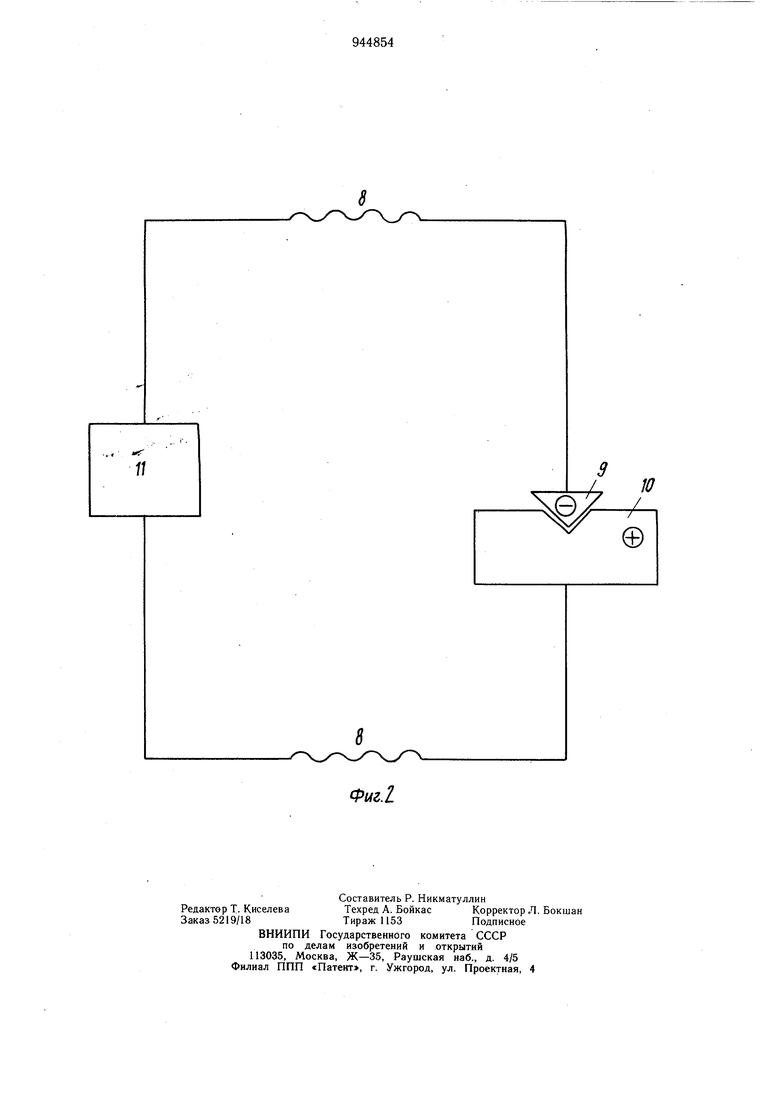
20 На фиг. 1 показан пример конструктивного исполнения станка; на фиг. 2 - схема включения обмоток соленоидов.
Станок состоит из неподвижного корпуса 1, внутри которого на направляющих качения перемещается каретка со шпинделем 2, привод каретки осуществляется через шариковую винтовую пару 3, на каретке смонтированы кронштейны 4 с металлическими дисками 5; диски 5 погружаются в стаканы 6, заполненные электрореологической жидкостью 7, на наружной поверхности стаканов 6 находятся обмотки соленоидов 8, стаканы 6 жестко состыкованы с неподвижным корпусом 1 привода подач электрода-инструмента 9. Электрод-инструмент 9 вместе с обрабатываемой деталью 10 включены в рабочую цепь источника 11 питания, в которую также включены обмотки соленоида 8.
Станок работает следуюшим образом.
При прохождении импульса технологического тока от источника 11 питания в обмотках соленоидов 8 возникает ЭДС индукции, при этом металлические диски 5 стремятся занять положение в середине обмоток соленоидов 8, и чем больше электрический ток, проходяш,ий через обмотки соленоидов, тем больше плотность электрореологической жидкости и с тем большей силой удерживаются металлические диски в стаканах.
Таким образом, усилие возникающее в межэлектродном зазоре в момент прохождения импульса технологического тока, компенсируется с помощью предлагаемого устройства, тем самым, разгружая остальные элементы конструкции станка. В свою очередь стабильное поддержание межэлектродного зазора позволит уменьшить его величину, что повышает точность и производительность размерной электрохимической обработки.
Предлагаемый станок надежен в работе и обеспечивает, например, циклическую электрохимическую обработку без отжима электрода-инструмента по любой циклограмме.
Формула изобретения
Станок для размерной электрохимической обработки с приводом подачи электрода-инструмента, выполненным в неподвижном корпусе с подвижной кареткой, на которой установлен шпиндель с электродом-инструментом, который в свою очередь вместе с обрабатываемой деталью
включены в рабочую цепь источника питания, отличающийся тем, что, с целью повышения точности обработки, за счет уменьшения нерабочих вибраций, возникающих в результате процессов, происходящих
в межэлектродном промежутке, на неподвижном корпусе привода подачи жестко закреплены стаканы с электрореологической жидкостью, на наружной поверхности которых размещены обмотки соленоидов, а на каретке установлены кронштейны с металлическими дисками, размещенными в упомянутых стаканах, причем обмотки соленоидов последовательно включены в рабочую цепь источника питания.
Источники информации, принятые во внимание при экспертизе 1. Артамонов Б. А. и др. Размерная электрическая обработка металлов. М., «Высшая школа, 1978, с. 300.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАМНЕОБРАБАТЫВАЮЩИЙ СТАНОК | 2006 |
|
RU2310559C1 |
| Станок для электрохимической обработки тел вращения | 1982 |
|
SU1127735A1 |
| Шпиндельный узел электрохимического станка | 1982 |
|
SU1129043A1 |
| Станок для электрообработки | 1983 |
|
SU1164015A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Устройство для электрохимической обработки ступенчатых валов | 2015 |
|
RU2623971C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2043884C1 |
| Станок для электрохимической обработки | 1977 |
|
SU743826A1 |
| Способ изготовления электродов-инструментов для размерной электрохимической обработки | 1987 |
|
SU1579670A1 |

Г/
Ш
/
