1
Изобретение относится к конструкции устройств для упрочняющей обработки отверстий в деталях поверхностно-пластическим деформированием материала деталей твердыми частицами, например дробью, шариками, кубиками и др., подаваемыми в потоке газа, и может быть использовано в общем и транспортном мащиностроении для повышения усталостной долговечности деталей, содержащих отверстия.
По основному авт. св. № 891369 известно устройство для упрочняющей обработки отверстий в деталях, содержащее трубчатый корпус, выполненный в виде скобы. Торцы скобы ограничивают ее прямолинейный участок, разнесены на расстояние, равное толщине изделия в зоне упрочняемого отверстия и снабжены сменными втулками. Внутри корпуса помещены шарики. Скоба состоит из двух колен, одно из которых является стационарным, а второе сменным. Колена соединяются между собой с помощью фиксатора, выполненного в виде накидной гайки. Стационарное колено содержит сопло для подачи сжатого газа и расположенный перед соплом перфорированный участок для выхода отработанных газов 1.
Однако производительность процесса упрочнения и качество упрочнения при использовании этого устройства оказались неудовлетворительными. Этот недостаток обусловлен тем, что щарики ударяются о стенки отверстия после соударения между собой вследствие их различных скоростей полета и поэтому сила их удара о стенку недостаточна для эффективного упрочнения. Кроме этого, часть щариков при движении не касается стенки отверстия, что усугубляет указанный недостаток.
Цель изобретения - повыщение производительности и качества упрочнения отверстий в деталях.
Указанная цель достигается тем, что 15 втулка одного из колен, расположенного со стороны сопла, снабжена лопастями, расположенными под углом к ее оси, при этом между втулкой и стенками колена установлен введенный в устройство подщипник.
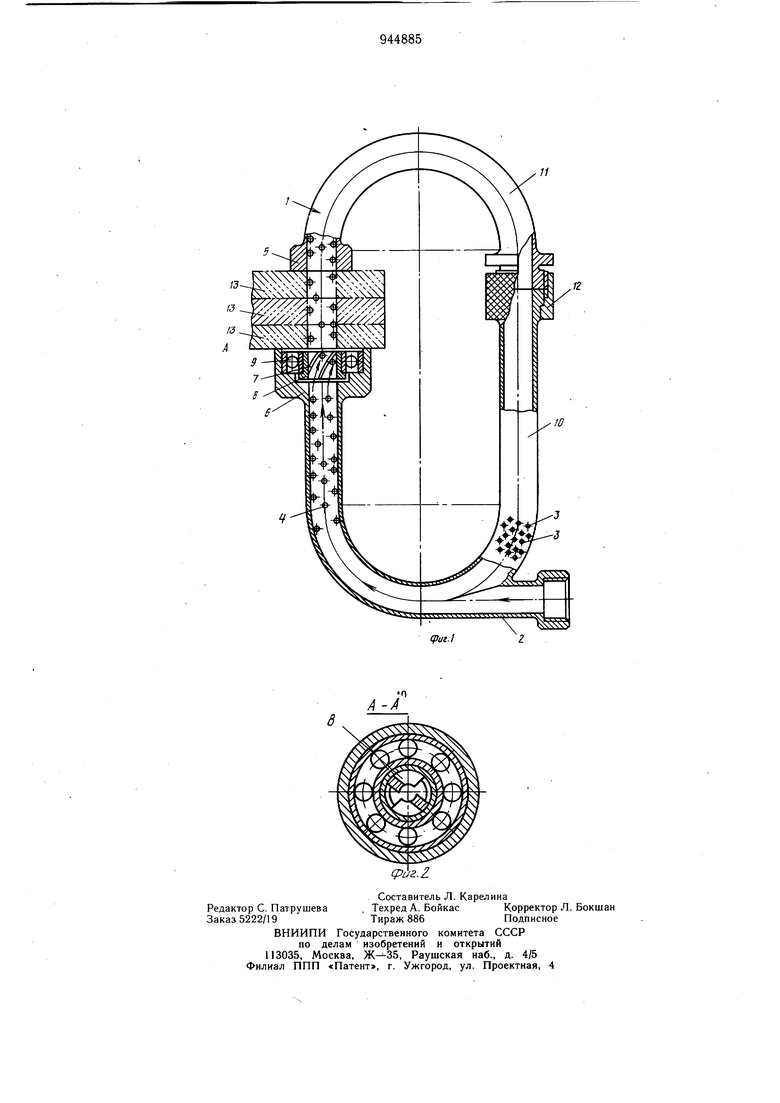
Лопасти указанной втулки изменяют направления движения щариков и принудительно их закручивают, что приводит к удару щариков о стенку отверстия под действием центробежных сил. Это приводит к упрочнению стенок наклепом, что ускоряет процесс упрочнения и увеличивает глубину упрочненного слоя. Установ1 а втулки в подшипнике обеспечивает ее вращение под действием струи газа, что увеличивает скорость полета, шариков и способствует более быстрому и качественному упрочнению стенок отверстий. На фиг. 1 схематично изображено устройство для упрочняюш,ей обработки отверстий в деталях (с частичным продольным разрезом); на фиг. 2 - разрез А-А на фиг. 1. Устройство имеет изогнутый в виде скобы трубчатый корпус 1 с тангенциально расположенным соплом 2 для подачи сжатого газа и расположенным перед соплом 2 перфорированным участком 3 для выхлопа отработанного газа. Внутри корпуса 1 размещены шарики 4. Скоба имеет торцы 5 и 6, которые ограничивают собой ее соосные прямолинейные участки и разнесены на расстояние, равное толщине изделия в зоне упрочняемого отверстия. В торце 6, расположенном со стороны сопла 2,.установлена втулка 7 с направляющими лопастями 8, которые расположены под углом к оси втулки. Втулка 7 установлена в торце 6 скобы в подшипнике 9. Трубчатый корпус 1 может состоять из двух колен: стационарного 10, несущего сопло 2 и втулку 7, расположенную в его торце 6, и сменного 11, которые соединяются фиксатором 12, выполненным в виде накидной гайки. Устройство работает следующим образом Устройство устанавливают на обрабатываемую деталь 13 соосно отверстию и подают сжатый газ, который захватывает шарики 4 и разгоняет их по замкнутому трубчатому каналу, образованному каналом устройства и отверстием. Отработанный газ уходит через отверстия перфорированного участка 3, а шарики 4 попадают в струю поступающего газа и повторяют свой путь. При прохождении шариками 4 втулки 7 ее лопасти 8 изменяют траекторию движения шариков 4 и направляют их под углом к стенке отверстия, что приводит к удару шариков о стенку, в результате чего происходит наклеп материала стенки отверстия. Описанный процесс повторяется до полного упрочнения материала стенок отверстия, после чего отключают сжатый воздух и снимают устройство с детали, затем переносят устройство на очередное отверстие и производят упрочнение в описанном порядке. Использование устройства для упрочняющей обработки отверстий в деталях позволит в два раза повысить производительность упрочняющей обработки отверстий и повысить их качество упрочнения. По предварительному расчету ожидаемая годовая экономическая эффективность от использования предлагаемого технического решения на одном предприятии отрасли составит 80-90 тыс. руб. Формула изобретения Устройство для упрочняюшей обработки деталей шариками по авт. св. № 891369, отличающееся тем, что втулка одного из колен, расположенного со стороны сопла, снабжена лопастями, расположенными под углом к ее оси, при этом между втулкой и стенками колена установлен введенный в устройство подшипник. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 891369, кл. В 24 В 3/00, 1979.
//
(fut.J
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упрочняющей обработки деталей шариками | 1979 |
|
SU992170A2 |
| Устройство для упрочняющей обработки деталей шариками | 1979 |
|
SU891370A2 |
| Устройство для упрочняющей обработки деталей шариками | 1979 |
|
SU891369A2 |
| Устройство для упрочняющей обработки деталей шариками | 1980 |
|
SU891371A2 |
| Устройство для упрочняющей обработки деталей шариками | 1979 |
|
SU891367A2 |
| Устройство для упрочняющей обработкидЕТАлЕй шАРиКАМи | 1978 |
|
SU818829A1 |
| Устройство для упрочнения деталей шариками | 1980 |
|
SU979095A1 |
| Способ упрочнения наружных и внутренних поверхностей деталей | 1975 |
|
SU558056A2 |
| Устройство для упрочнения поверхностей отверстий деталей рабочими телами | 1980 |
|
SU984844A1 |
| Устройство для упрочняющей обработки отверстия деталей шариками | 1990 |
|
SU1798146A1 |