1
Изобретение относится к переработке пластмасс и может быть использовано для изготовления из них изделий в многогнездных формах.
Наиболее .близкой к предлагаемой по технической сущности и достигаемому эффекту является литьевая форма для изготовления изделий из пластмасс, содержащая неподвижную и подвижную полуформы, в последней из которых размещены выталкивающая система, опорная плита и хвостовик 1.
Однако производительность известной формы ограничивается усилием выталкивания.
Цель изобретения - увеличение усилия выталкивания изделий.
Поставленная цель достигается тем, что литьевая форма для изготовления изделий из пластмасс, содержащая неподвижную и подвижную полуформы, в последней из которых размещены выталкивающая система, опорная плита и хвостовик, снабжена размещенными на опорной плите зубчатыми колесами, установленными в зацеплении с участком хвостовика, который выполнен в виде двусторонней рейки, зубчатыми
щестернями, укрепленными с зубчатыми колесами на одних осях, в которых закреплены толкающие стержни, установленные с возможностью перемещения в опорной плите, и зубчатыми рейками, установленными в зацеплении с зубчатыми щестернями.
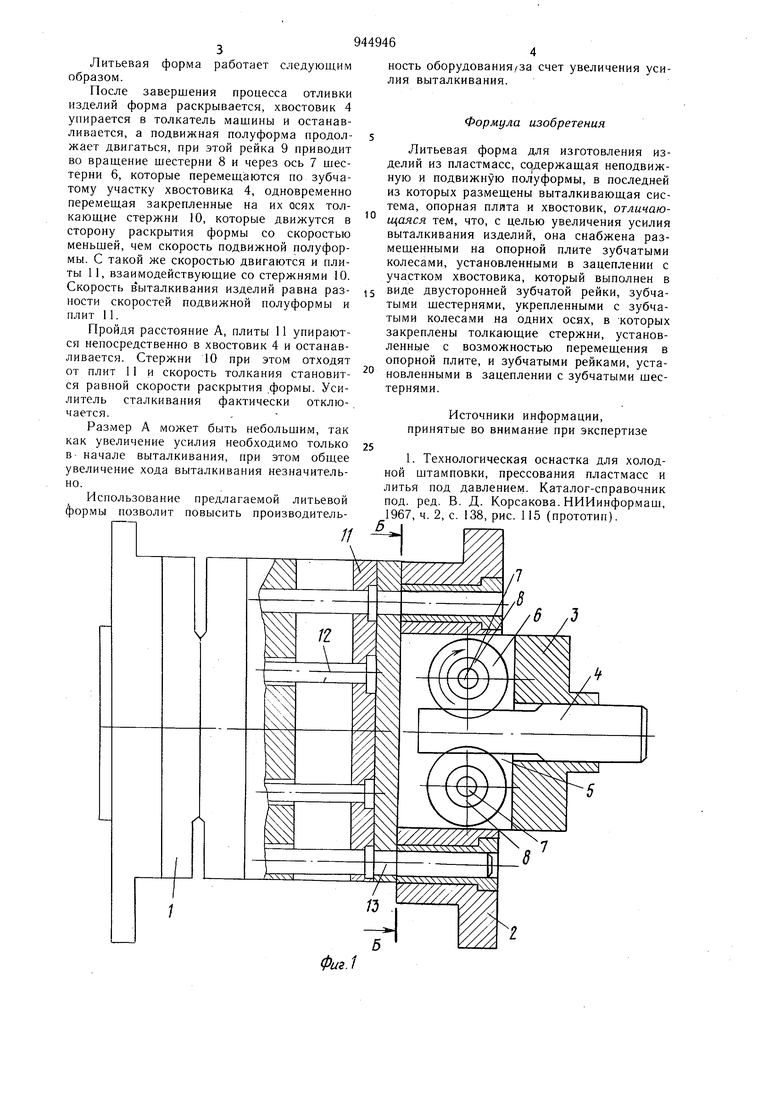
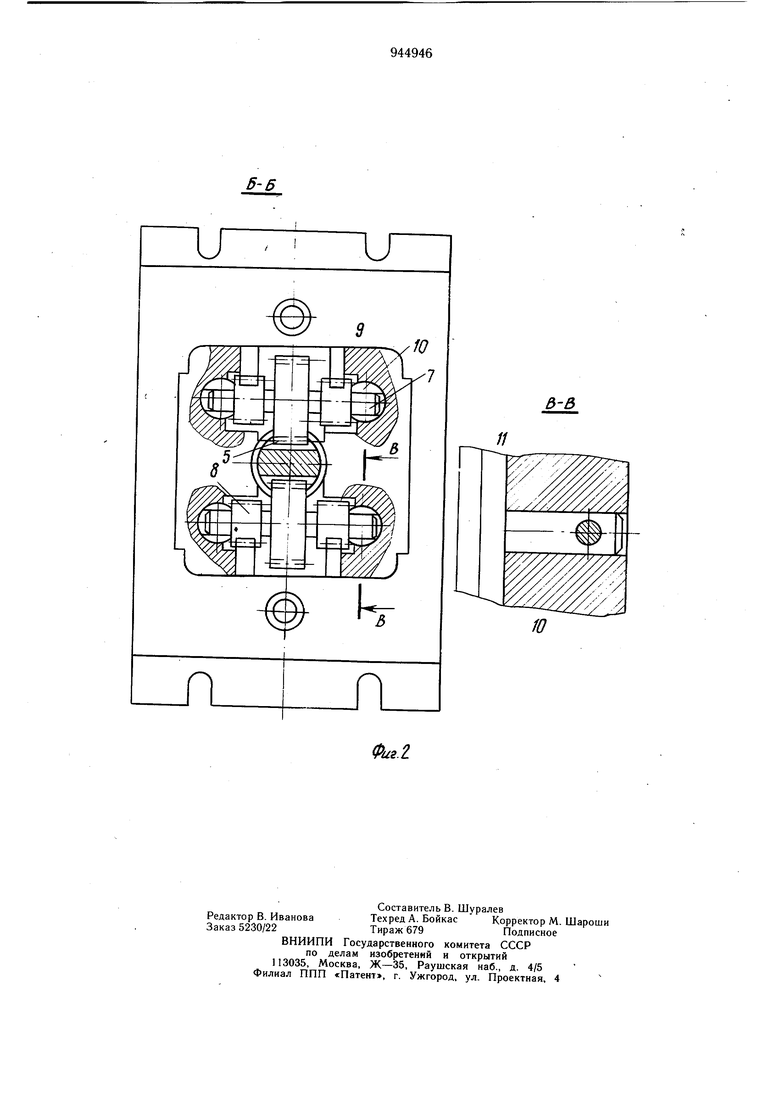
На фиг. 1 показана литьевая форма, продольный разрез; на фиг. 2 - то же, поперечный разрез.
Литьевая форма содержит неподвижную 1 и подвижную полуформы, последняя из
10 которых включает опорную плиту 2, размещенную на ней торцовую плиту 3 с закрепленным в ней хвостовиком 4, с участком, выполненным в виде зубчатой двусторонней рейки 5, в зацеплении с которой установлены зубчатые колеса 6, укрепленные на одних осях 7 с зубчатыми щестернями 8, взаимодействующими с зубчатыми рейками 9. Оси 7 закреплены в толкающих стержнях 10, установленных с возможностью пе20 ремещения в опорной плите.
Плиты 11 выталкивающей системы, в которых установлены выталкиватели 12, посредством колонок 13 связаны с опорной плитой. Литьевая форма работает следующим образом. После завершения процесса отливки изделий форма раскрывается, хвостовик 4 упирается в толкатель машины и останавливается, а подвижная полуформа продолжает двигаться, при этой рейка 9 приводит во враш,ение шестерни 8 и через ось 7 шестерни 6, которые перемещаются по зубчатому участку хвостовика 4, одновременно перемещая закрепленные на их осях толкающие стержни 10, которые движутся в сторону раскрытия формы со скоростью меньшей, чем скорость подвижной полуформы. С такой же скоростью двигаются и плиты 11, взаимодействующие со стержнями 10. Скорость выталкивания изделий равна разности скоростей подвижной полуформы и плит 11. Пройдя расстояние А, плиты 11 упираются непосредственно в хвостовик 4 и останавливается. Стержни 10 при этом отходят от плит 11 и скорость толкания становится равной скорости раскрытия формы. Усилитель сталкивания фактически отключается. Размер А может быть небольшим, так как увеличение усилия необходимо только в- начале выталкивания, при этом общее увеличение хода выталкивания незначительно. Использование предлагаемой литьевой формы позволит повысить производительность оборудования/за счет увеличения усилия выталкивания. Формула изобретения Литьевая форма для изготовления изделий из пластмасс, содержащая неподвижную и подвижную полуформы, в последней из которых размещены выталкивающая система, опорная плита и хвостовик, отличающаяся тем, что, с целью увеличения усилия выталкивания изделий, она снабжена размещенными на опорной плите зубчатыми колесами, установленными в зацеплении с участком хвостовика, который выполнен в виД двусторонней зубчатой рейки, зубчатыми щестернями, укрепленными с зубчатыми колесами на одних осях, в которых закреплены толкающие стержни, установленнь1е с возможностью перемещения в опорной плите, и зубчатыми рейками, уста,.,, новленными в зацеплении с зубчатыми шестернями. Источники информации, принятые во внимание при экспертизе 1. Технологическая оснастка для холодной штамповки, прессования пластмасс и литья под давлением. Каталог-справочник под. ред. В. Д. Корсакова. НИИинформаш, 1967, ч. 2,с. 138, рис. 115 (прототип).
и
и
&-В
А