(5) УСТРОЙСТВО ДЛЯ ПРИСАДКИ ЛЕГИРУЮЩИХ МАТЕРИАЛОВ И 5АКУУМИРОВАНИЯ МЕТАЛЛА ПРИ РАЗЛИВКЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛИ ПРИ РАЗЛИВКЕ И ЦЕНТРОВОЙ ЛИТНИК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2121409C1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЛЕГИРОВАНИЯ СТАЛИ В ПРОЦЕССЕ ОТЛИВКИ СЛИТКОВ | 2001 |
|
RU2206429C2 |
| Способ обработки металла | 1968 |
|
SU621744A1 |
| ГИБКАЯ СИСТЕМА ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ С МИНИМАЛЬНЫМ ПОТРЕБЛЕНИЕМ ЭНЕРГИИ И СПОСОБЫ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПРОДУКТОВ | 2012 |
|
RU2530578C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ СЛИТКОВ | 1996 |
|
RU2101132C1 |
| КОМБИНИРОВАННАЯ ВАКУУМНАЯ ИНДУКЦИОННО-ЭЛЕКТРОННО-ЛУЧЕВАЯ ПЕЧЬ ДЛЯ ПЛАВКИ, РАФИНИРОВАНИЯ И РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2093768C1 |
| АГРЕГАТ ПОДГОТОВКИ ЖИДКОГО МЕТАЛЛА К РАЗЛИВКЕ В СЛИТКИ И ЗАГОТОВКИ | 2000 |
|
RU2184327C2 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2034679C1 |
| Шиберный затвор | 1981 |
|
SU956146A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ КОЛЬЦЕВЫХ ОТЛИВОК ИЗ МАГНИЕВЫХ СПЛАВОВ МЕТОДОМ ЦЕНТРОБЕЖНОГО ЛИТЬЯ В СРЕДЕ ИНЕРТНОГО ГАЗА | 2012 |
|
RU2520249C2 |
1
Изобретение относится к переработке чугуна и мгжет быть использовано предприятиями черной, цветной металлургии и машиностроительной промышленности.
Известно устройство для вакуумирования металла при разливке, состоящее из емкости с герметизирующей крышкой, в которой выполнено отверстие. Внутренняя донная часть емкости выполнена наклонной в сторону сливного отверстия, стопорного затвора. Вакуумпроводы проведены к верхней части камеры и к расширителю, установленному между емкости и изложницей. К расширителю прикреплен патрубок для подсоединения аппарата подачи легирующих материалов. Ковш с металлом перед разливкой металла ставят на крышку емкости с герметизирующей прокладкой 1 .
К недостаткам такого устройства относится его дороговизна, возможныи отсос вакууматором пылевидных легирующих материалов, подаваемых в расширитель, и сложность монтажа и вывода ручки управления стопорного затвора.
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство длл присадки легирующих материалов и вакуумирования металла, содержащее камеру для легирований со смонтированными в ее верхней части приемной воронкой, патрубком длл соединения с аппаратом подачи легирующих материалов, переливное отверстие в нижней части камеры, соединенное с металлопроводом вакуумнЬй камеры, и камеру вакуумирования, располо : енную под камерой легирования 2.
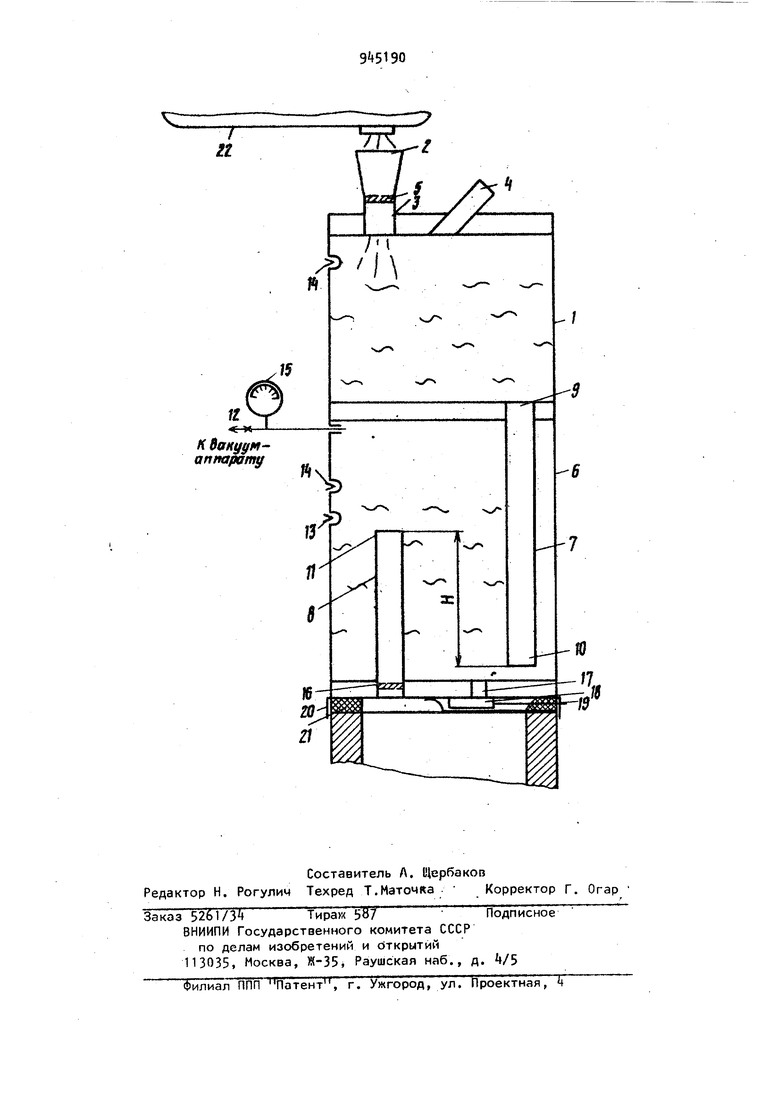
Недостатком известного технического решения является возг-южный подсос атмосферного воздуха, когда объем истекаемого металла из ков3ша меньше, чем проходная способност метаяла через устроС ство для дегазации. Цель изобретения - улучшение герметизации в камере вакуумирова™ ния при ()азливке металла и уменьшение стоимости изготовленил устройст ва. Поставленная цепь достигаетс-я те что в устройстве для присадки легирующих материалов и вакуумирования, металла при разливке, содержащем камеру для легирования со смонти- рованными в ее верхней части приемной воронкой, патрубком для соединения с аппаратом подачи легирующих материалов, переливное отверсти в нижней части камеры, соединенное с металлопроводом вакуумной камеры, и камеру вакуу| ирования, расположен ную под камерой легирования, вакуум камера снабжена двумя металлопроводами, начало первого из них соедине но с переливным отверстием камеры легирования, а конец второго металл провода прикреплен к дну вакуум-кам ры, причем выходное отверстие- конец первого металлопровода в камере вакуумирования , расположено ниже вход ного отверстия - начала второго металлопровода на 0,5-5 внутренних ди метров отверстий металлрпроводов, а камера вакуумирования в нижней ча ти ёыполнена со сливным отверстием с затвором. Затвор для перекрытия сливно о отверстия в камере вакуумирования выполнен шиберного типа. Кроме того, отверстия металлопро водов имеют одинакойые сечения. На чертеже, изображено устройство для присадки легирующих материалов и вакуумиравания металла при разливке. Устройство состоит из камеры 1 для легирования металла, в ее верхней части смонтирована приемная воронка 2 с литниковым патрубком 3 и патрубка для соединения с аппаратом подачи легирующих материалов, В литниковом патрубке 3:вставлена герметизирующая перегородка 5 из легкоплавкого металла. Ниже камеры 1 смонтирована вакуумная камера 6, в которой смонтировано два металлопровода 7 и 8. Начало металлопровода 7 соединено с переливным отверстием 9 дна камеры легирования. Конец второго металлопровода 8 укре 04 лен в днище камеры 6. Выходное отверстие 10 металлопровода 7 в камере 6 вакуумирования расположено ниже входного отверстия 11 - начала металлопровода 8 на 0,5-5 внутренних диаметров отверстия 11 металлопровода 8. Поперечное сечение отверстий литникового патрубка 3, металлопроводов 7 и 8 равны. Откачка газов из камеры 6 вакуумирования произзодится вакуум-аппаратом, соединенным с полостью вакуум-камеры трубопроводом 12. Минимальный уровень металла в камере 6 контролируется первичным прибором 13, а максимальный уровень в камерах 1 и 6 - первичными приборами It. Контроль разряжения в камере вакуумирования осуществляется вакуум .метром 15. В металлопроводе 8 также вмонтирована герметизирующая перегородка 16 из легкоплавкого металла. Под сливное отверстие 17, с нижней части камеры вакуумирования, установлен шиберный затвор 18 с тягой 19. Этим приспособлением производится слив металла, оставшегося в камере вакуумирования после разливки. Фланцем 20 устройство центрируется при установке на изложницу. Перед установкой устройства на центровую или изложницу кладут герметизирующую прокладку 21. Выше приемной воронки 2 показан металлоразливочный ковш 22. Устройство может быть смонтировано на центровой или изложнице и соединено с аппаратом для подачи легирующих материалов и с вакуум-аппаратом. Перед разливки металла производится откачка газов из камеры легирования, вакуум-камеры и металлопроводов, до вакуума 5-10 мм рт.ст. Одновременно с началом разливки металла производят подачу легирующих материалов через патрубок в камеру 1 легирования. При этом герметизирующие перегородки 5 и 16 расплавляются жидким металлом. В камере 1 производится легирование металла с интенсивным его перемешиванием,, который из камеры 1 через переливное отверстие 9 и металлопровод ,7 поступает в вакуум-камеру 6 и наполняет ее до уровня первичного прибора 13 и .не более уровня приборов }Ц, Регулирование подачи металла из ковша производится ковшевым затвором. При уровне зеркала разливаемого металла вьпие входного отвепстия 11 металлопровода 8 в камере вакуумирования создается герметизированное пространство между Дном камеры легирования 1 и верхним уровнем металла в камере.6 вакуумиро вания, где и производится вакуумирование поступающего в камеру жидкого металла. Зеркало жидкого металла на уровне прибора 13 необходимо соблю;: ать для создания в камере вакуумирования герметизированного пространсва, так как при уровне зеркала металла ниже входного отверстия 11 металлопровода 8 возможен подсос воздуха со стороны изложницы при иедостаточной герметизации места соединения. устройства с изложницей. Зеркало металла выше уровня прибора 1 недопустимо, так- как металл может засасываться в трубопровод 12 и залить отверстие в патрубке k. Для обеспечения надежного затвора со стороны отверстия 10 металлопровода 7 уровень этого отверстия выполнен ниже входного отверстия П металлопровода 8 на 0,5-5 внутренних диаметров отверстий 10 и 11, что гарантирует подсос газов со стороны металлопровода 7 при временных остановках разливки металла и при повышении разряжения в камере вакуумирования. После легирования металл-поступает по мет алло про воду 7 в камеру 6 ваку умирования, вакуумируется и по металлопроводу 8 сличается в изложницу или центровую. По окончаний разливки металла тягойсоткрывают шиберный затвор 18 и сливают оставшийся в камере 6 вакуумирования металл и закрывают шибер. Таким образом, yctjэoйcтво вновь готово для очередной разлмвки металла.
Устройство для присадки легирующих материалов и вакуумирования металла при разливке простое по конструкции с низкой стоимостью изготовления и надежное в эксплуатации. С помощью устройства возможно равномерное легирование и микровакуумирование всего разливаемого металла с высоким качеством.
Формула изобретения
г-3. Устройство по П.1, о т л ич а ю щ е е ся тем, что отверстия металлопроводов имеют одинаковые сечения.
Источники информации, принятые во внимание при экспертизе
:
ЖГ
L/2.
7 /
Г
If г
-7
