(54) СПОСОБ ОБРАБОТКИ МЕТАЛЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для присадки легирующих материалов и вакуумирования металла при разливке | 1980 |
|
SU945190A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЛЕГИРОВАНИЯ СТАЛИ В ПРОЦЕССЕ ОТЛИВКИ СЛИТКОВ | 2001 |
|
RU2206429C2 |
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛИ ПРИ РАЗЛИВКЕ И ЦЕНТРОВОЙ ЛИТНИК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2121409C1 |
| ГИБКАЯ СИСТЕМА ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ С МИНИМАЛЬНЫМ ПОТРЕБЛЕНИЕМ ЭНЕРГИИ И СПОСОБЫ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПРОДУКТОВ | 2012 |
|
RU2530578C2 |
| Способ порционного вакуумирования жидкого металла | 1982 |
|
SU1024511A2 |
| Устройство для выпуска металла из разливочного ковша | 1990 |
|
SU1787681A1 |
| СПОСОБ И СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОЧИСТОЙ ЛЕГИРОВАННОЙ СТАЛИ | 2014 |
|
RU2598060C2 |
| Способ порционного вакуумирования жидкого металла | 1982 |
|
SU1027234A1 |
| Камерная установка доводки расплавленного металла | 1992 |
|
SU1836442A3 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОГО ПРОКАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2318621C2 |
Изобретение отнаситюя к области внепечной обработки жидкого .металла.
Известен слооо:б ваиуум.ной обработки металла, п.р.и «о.тсрЮМ три-садки вводят на поверхиость металла 1.
Недостат1ка:м« этого способа являются недостаточНая стапень дегазации металла и, кроме того, прягсадки, поданные на повер хность металла нераганомерло, в .нем растворяются, в результате чего получается металл неоднородный по химическому составу.
Наи 5олее близким по технической сущности и достигаемО:му результату жвляется способ обрНботки металла, (включающий его 1вакуумиро1ван1ие при многоступенчато)М переливе из одной емкости в другую 2.
Оана5 о ввод присадок в это-м способе ие предусмотрен.
Целью изобретения Я1вляется повышение структурной однородности металла.
Для этого при;саджи вводят IB струю продегаз ро1ва«ного металла, причем присадок лтроизводят с (Вакуумираванием металла.
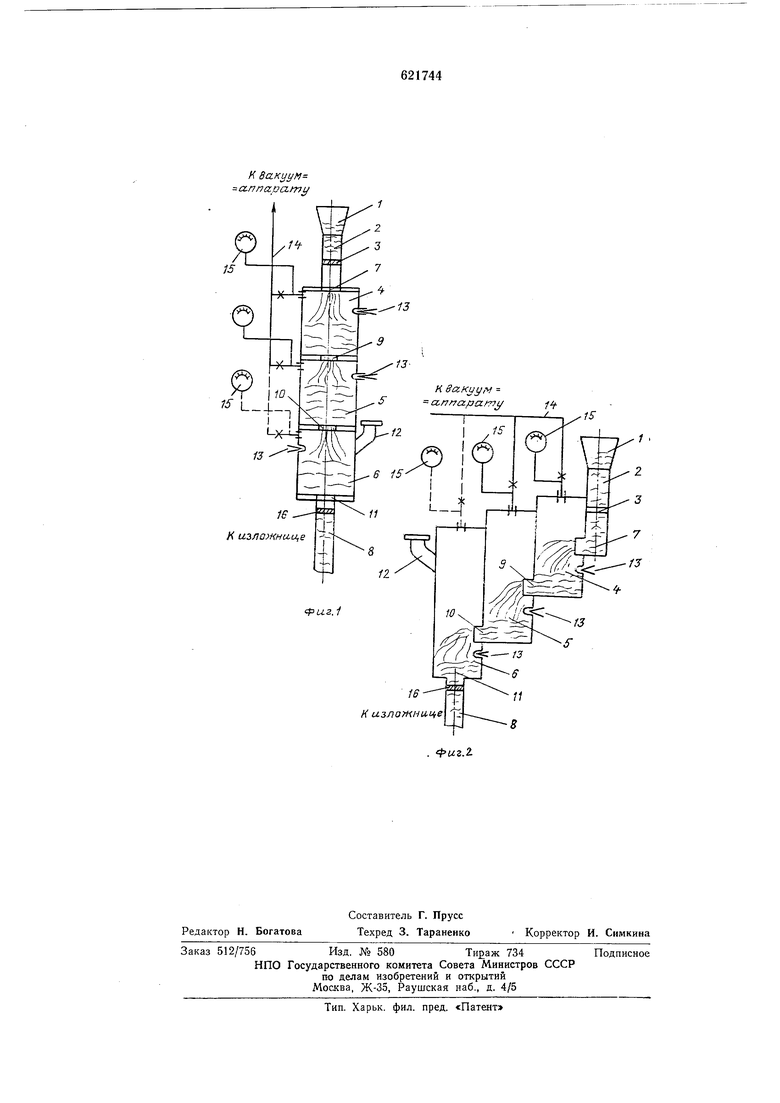
На фиг. 1 представлено з стройство для асуществлеш1я предлагаемого способа с ве|рти1кальным расположением вакуу1М-1камер, общий вид; на фиг. 2 - то же, со ступенчатым раОположенивм 1ва.куум--каме;р.
Устройство состоит из литниковой iBOро«ки / или приопссо.бления для герметичного соединения с металлоем:костью, вставки ЛИТНИ1К01ВОГО «анала 2, в которую вмонтирова,на гер1метизирующая перегородка 3, напри.мер, .из легкой л а.ВКого .металла, вакуумнкамер 4, 5, гер.метизированной ка меры 6. Вставка литникового канала соединяется с вакууМпкаме,рой 4 канало.м 7. Вакуумнкамеры 4, 5 и герМетизировалная камера 6, лшнтирАемая на литниковом канале це1нтро.вой 8, со&диняютсл между собой канала.ми 9-//. Дозатор яодач-и легирующих присадок (на чертежа.х не показан) подсоединен, например, к герметизированной 6 при ламощи вмонтированного в одну из ее стенок полого соединительного приолсвсобления 12.
Уровень металла в вакуум-камерах контролируется парвичными приборами 13, подсоединенными к сигнализирующим приборам (на чертежах не по.казаны). Откачка газов из вакуум-камар производится вакуум-аппаратом, соединенными между собой вакуум-провадами 14. Контроль разряжен-ия в ва;куум-|камерах осуществляется с помощью вакуумметров 15. В литниковом канале центровой монтируется иерегородка 16, например, из лега аплавкого металла.
Помеле М|0нтажа устройства на центровой литни|КО,вОГО 1ка(нала 8 и под.соединения вакуу,м-|Камер 4, 5 вакуум-ероаодалли 14, подсовд1и.нения дозатора подачИ легирующих или других п,ра1€адок к герметизИ|р01ванной камере 6 лраиэводят откачжу газов из вакуум-камер и ЛИХНИ1КЮВОЙ системы до .необходимого ва1куума. В случае герметизации Н|3ложни.ц iKpoMKaMiH и шодсоединения их к вакуум-агопарату от.капка .газов также
П1рОИ31ВОДИТСЯ и из ИЗЛОЖ:НИ1Ц.
Разливка начинается открытием стопорного устройства металлоемкости, металл заполняет, .наирцмер, литниковую воронку, встаику .никаВОго |Ка(Нала 2, .расплавляет ге|рметизирующую пе,регора.дку 3 и через «анал 7 попадает IB 1вакуум-1камеру 4. Поскольку канал 7 залолнен металлом, в вакуум-камера.х поддерживается нужный вакуум. Струя ;металла, содержащая газы, дробится и дегази.руетая. Продегаэирован.ный металл чэрез .канал 9 сли1вается в камеру 5, где повторяется пр01цесс дегазации в струе и по |П01верх.ности в вакуумка.м&ре. Двалоды П1родагазир.ован1ный металл Через канал 10 поступает в герметизированную кам&ру 6, куда одловременно начинают подаваться из дозатора через полое соединительное приопособление 12 легирующие .или другие присадюи, .которые ipacTBOряюгся в металле, и П|ро.дегазирО(ва1Нный, легированный однородный метал.л через канал 11 поступает в лигникавый канал центровой 8, .прожигает перегородку 16 « запол1няет юлож,ни1цы.
При подсоеиинеБии полостей ЕЗЛОЖНИЦ к вакуум.ной системе из них от1ка1ЧИ|Ваются газы, 01бразаваещибся от огораяня смазки
и други.х ваществ. Гдрмет1иза1ция камер 5, 6 0;бе1С1печи1вается за счет каналав 9, 10 и литникового 1ка:нала центровой, залосненных разливаемЫМ Ж1ИД|КИ:М метал.лом.
Процесс М1ного1кратной дегазации и легирова1ния или в1ведениЯ других присадок во 1эремен.и длится до заполнения изложниц до предельного уровня, контролируемого первич|Ным1И приборами, подсоединенными к оилнализацион.ньим- приборам.
Введение легирующих или других присадок в металл в ге,р.метизирующей ка.мере 6 может также произ|водеться и при подсоединении ее к 1вакуум-а1П.парату и создания в ней iHeo.6ходимого вакуума, уровень .металла в ва.куум-KaiMepax не должен быть выше нижних кромок арматуры каналов 7, 9, 10 для обеспеченИ1Я необходимой степени дегазации .металла.
Формула изобретения
Источники информации, принятые во внимание пр1И эдапериизе:
Я Ва.куум а.ппарату
Л изла)Кни,и,е
. фиг.2.
