Предметом изобретения является пмевматическое зал-симное приспособление к вертикально-фрезерным ста1п ам для закрепления в процессе обработки пакета металлическ л л;;стов больших размеров, например 1200 X 3000 мм.
Пневматические заж 5мные приспособления для закрепления в процессе обработки тонких листов, снабженные зажимными элементами, извест} Ы. Эти элементы выполняются в виде прижимных роликов, располол енных по обе стороны фрезерной головки и непрерывно катящихся по поверхности листов, или в виде подпружиненных прижимов, установленных на самой головке и скользящих по обрабатываемой поверхности. Недостатками таких приспособлений являются невозможность обеспечить равномерный прижим листов на всей поверхности их контакта с прижимными элементами, а также наличие непрерывного относительного перемещения прижимов и листов в условиях значительного трения, качения или скольжения, которое может вызвать сдвиг или повреждение их поверхности.
В описываемом приспособлении зажимные элементы перемещаются бе. контакта относительно поверхности обрабатываемых листов при сохранении непрерывного и равномерного прижима их.
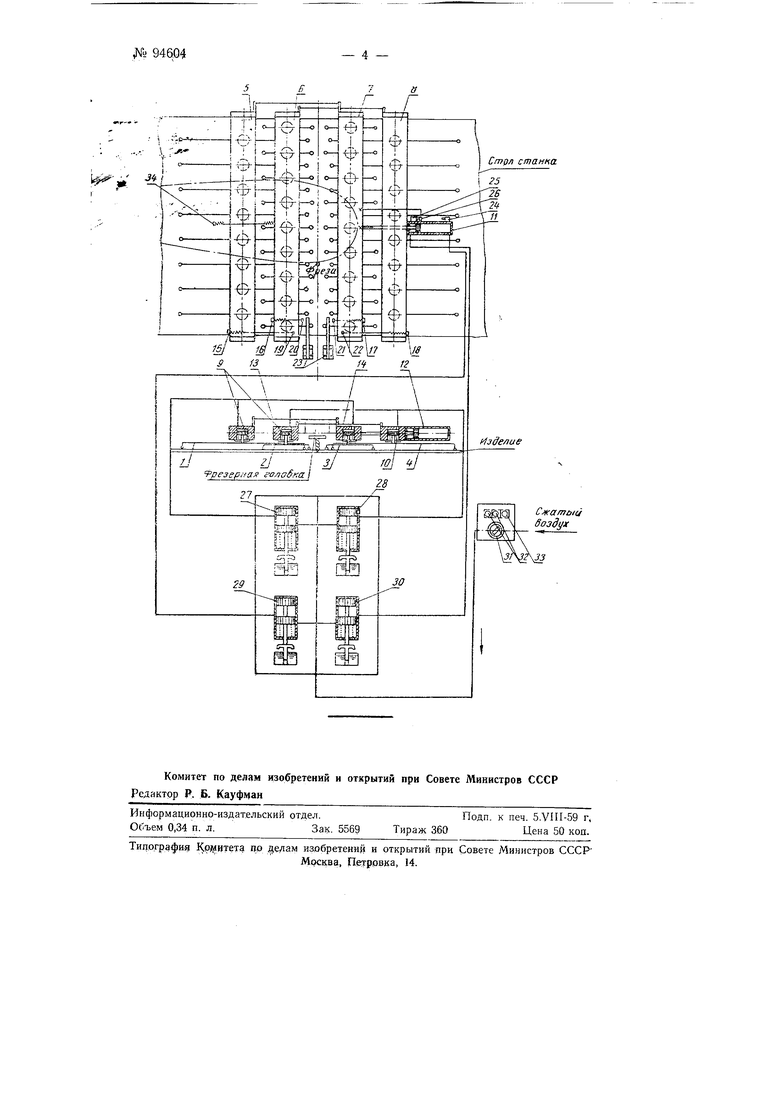
На чертеже показана схема приспособления.
В приспособлении имеется четыре ряда прижимных башмаков/, 5, 5 и 4 с резиновыми подушками. Когда два ряда башмаков, например 1 и 3, осуществляют прижим листов, другие два ряда 2 и 4 приподнимаются и, не касаясь поверхности листов, перемещаются в продольном направлении.
После окончания перемещения ряды 2 и 4 прижимают листы, а ряды / и 5 перемещаются в том же направлении и прижимают пакет уже в другом месте.
Ряды башмаков расположены по обе стороны фрезы, обеспечивая равномерный и непрерывный прижим листов.
Все прижимные башмаки смонтированы в траверсах: ряд /-в траверсе 5, ряд 2 - в траверсе 6, ряд 5 - в траверсе 7 и ряд 4 - в траверсе 8. К торцам каждой траверсы прикреплены стойки, на которых имеются специальные захваты для сцепления со станиной во время прижима листов башмаками. В каждой стойке смонтированы ролики, предназначен№ 94604
ные для перемещения 1раверсы по ;аг равлйющнм рабочего стола и предохранения ее от перекоса при п&ремещении.
В траверсах расположены пневматическ е цилиндры 9 с норшнями, к штокам которых шзрнирно прикреплены башмаки. Для зажима обрабатываемых листов башмаки опускаются сжатым воздухом. Подъем башмаков осуществляется спиральными пружинами 10.
Траверсы 7 и связаны между собой силовым пневмоцнлнндром 11, шарнирно укрелленным в траверсе 8, и поршнем 12, шток которого пларнирно закреплен в траверсе 7.
Траверсы 6 и 8, а также траверсы 5 и 7 связаны между собой штангами 13 и 14, с помощью которых регулируется расстояние между ними и осунлсствляется перемещение траверс.
На траверсах смонтированы конечные микропереключатели 15, 16, 17 и IS с пружиниыми толкателями 19, 20, 21 и 22. Под действием одиого из упоров 23, расположенных на продольной фрезерной каретке, толкатели переключают конечные микропереключатели.
На пневмоцилиндре // установлены две кнопки 24 и 25, предназначенные ДоТЯ размыкания электротока г;ри помощи упора 26, установленного на траверсе 7.
i заднему торцу продолыгой фрезерной каретки прикреплена золотниковая коробка, в которой смонтированы четыре золотника 27, 28, 29 и 30 с электромагнитами.
Золотниковая коробка связана с траверсами гибкими шлангами, но которым сжатый воздух из золотниковой коробки поступает в соответствующие пневматические цилиндры зажимов и перемещений траверс.
Б резиновые шланги заключена также электропроводка, подводящая ток от микропереключателей к электромагнитам золотниковой коробки.
Золотники 27 и 28 служат для подачи воздуха в пневмоцилиндры зажимов, а золотники 29 и 30 - для подачи воздуха в пневмоцилиндр 11.
Пульт управления зажимов расположен на продольной фрезерной каретке станка рядом с пультом управления станком.
На пульте смонтированы: пневматический кран 31, кнопочная станция 32 с кнопками «включ. и «выключ., и кнопка 55. Кран 31 служит для подачи сжатого воздуха через маслообогатитель в пневмосистему зажимов и для выключения сжатого воздуха. Из иневмосистемы сжатый воздух выходит по соответствующему каналу крана 31 в атмосферу. Кнопочная станция 32 используется для включения или выключения иодачи электротока. Кнопка 33 предназначена для установки зажимов в исходное положение.
При перемещении фрезы относительно стола в левом продольном направлении вместе с ней перемещается упор 23, который включает толкателем 20 микропереключатель 16.
Электромагниты золотников 28 и 30 срабатывают, и сжатый воздух перемещает щтоки золотников в нижнее положение. IIlTOK золотника 28 закрывает доступ сжатого воздуха в иневмоцилиндры траверс 5 и S и одновременно соединяет полости пневмоцилиндров этих траверс с атмосферой; при этом щтоки поршней цилиндров 9 под действием пружин поднимают башмаки траверс (5 и 5 на 13-16 мм (в зависимости от толщины пакета листов). Траверсы под действием собственного веса опускаются и касаются роликами нижней полки направляющих.
Шток золотника 30 открывает доступ сжатого воздуха в левую полость пневмоцилиндра 11, который перемещает траверсы 5 и 8 в левую сторону. Происходит подтягивание их к неподвижным в данный момент траверсам 5 и 7. Как только траверса о отойдет от упора 23, толкатель 20 и кнопка микропереключателя /б под действием пружин возвращаются в исходное положение.
При перемещении траверс 5 и S совместно с цилиндром 11 до упора 34 кнопка 24 под действием неподвижного в данный момент vnopa26
выключает подачу электротока в электромагниты золотников 2S «50, при этом их штоки занимают первоначальное положение и сжатый воздух через золотник 28 поступает в пневмоцилиндры траверс и S, в результате чего происходит прижим материала. Одновременно левая полость цилиндра У/ соединяется с атмосферой через золотник 30.
При дальнейшем левом перемеш ении фрезы упор 23 включает толкателем 19 микропереключатель 15, после чего срабатывают электромагниты золотников 27 и 29.
Шток золотника 27 закрывает доступ сжатого воздуха в цилиндры траверс 5 и 7 и одновременно соединяет полости этих цилиндров с атмосферой; при этом штоки поршней цилиндров 9 под действием пружин поднимают башмаки траверс 5 и 7. Траверсы под действием собственного веса опускаются и касаются роликами нижней полки направляющих.
Шток золотника 29 открывает доступ сжатого воздуха в правую полость пневмоцилиндров 11, который перемещает под действием поршня 12 траверсы 5 и 7 в левую сторону. Происходит отталкивание их от неподвижных в данный момент траверс 6 и 8. Как только траверса 5 отойдет от упора 23, толкатель 19 и кнопка микропереключателя 15 под действием пружин возвращаются в исходное положение.
При перемещении траверс 5 и 7 упор 26, закрепленный на траверсе 7, нажимает на кнопку 25, которая выключает подачу электротока к электромагнитам золотников .27,и 29, при этом их штоки занимают свое первоначальное положение, и сжатый воздух через золотник 27 поступает в пневмоцилиндры траверс 5 и 7, в результате чего происходит прижи1М материала.
Одновременно правая полость пневмоцилиндра 11 соединяется с атмосферой через золотник 29.
1аким образом, ряды башмаков всех траверс передвигаются два раза в левом направлении и зажимают материал в новом месте. Дальнейшее перемещение башмаков как в левом, так и в правом направлениях происходит аналогично описанному, только команды для правого перемещения к на зажим материала подаются от микропереключателей /7 и 18.
Предмет изобретения
1.Пневматическое зажимное приспособление к фрезерным станкам для закрепления тонких листов в процессе обработки с подвижными прижимными элементами, расположенными в непосредственной близости от фрезерной головки по обе ее стороны, отличающееся тем, что, с целью осуществления бесконтактного перемещения зажимных элементов относительно поверхности обрабатываемых листов при сохранении непрерывного прижима последних, зажимные элементы выполнены в виде четырех жестко попарно связанных через одну и несущих пневматические прижимные башмаки попере.менно передвин ных траверс, управление периодическим перемещением которых одновременно с включением пневматических прижимов осуществляется посредством помещенных на траверсах электрических переключателей, срабатывающих под воздействием упоров на фрезерной головке.
2.Форма выполнения приспособления по п. 1, отличающаяся тем, что, с целью осуществления попеременного попарного перемещения траверс, на одной из связанных пар траверс закреплены силовые пневматические цилиндры, штоки поршней которых закреплены на другой паре.
3.Форма выполнения приспособления по пп. 1 и 2, отл и ч а юш а яся тем, что, с целью обеспечения требуемой последовательности включения силовых пневматических цилиндров приспособления, цилиндры снабжены золотниковыми устройствами, находящимися под воздействием включенных в цепь электрических переключателей электромагнитов, сблокированных таким образом, чтобы при срабатывании переключателя сначала выключались пневматические цилиндры прижимов, а потом включались пневматические цилиндры перемещения траверс.
- 3 -№ 94604 /ffj «/ ZS
Cjxamtjiu воздух Стул станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для обработки, сборки и клеевого соединения деталей | 1959 |
|
SU125233A1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2200087C1 |
| Установка для горячего литья под давлением | 1972 |
|
SU440256A1 |
| ГИБОЧНЫЙ СТАНОК | 1972 |
|
SU331837A1 |
| ПНЕВМОПРИВОД ДВЕРЕЙ АВТОТРАНСПОРТНОГО СРЕДСТВА С АНТИБЛОКИРОВОЧНЫМ УСТРОЙСТВОМ | 2000 |
|
RU2198102C2 |
| Полуавтомат для нанесения стачивающих и отделочных строчек на детали и узлы швейных изделий | 1961 |
|
SU140673A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ПО КОНТУРУ ЛИСТОВ | 1973 |
|
SU364457A1 |
| ВЫГРУЖАЮЩЕЕ УСТРОЙСТВО МЕХАНИЧЕСКОЙ РУКИ К ВЫСОКОСКОРОСТНОМУ МОЛОТУ | 1971 |
|
SU294663A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Сверлильная головка | 1983 |
|
SU1131606A1 |