1
Изобретение относится к установкам для изготовления крупногабаритных керамических изделий методом горячего литья под давлением и может найти применение в производстве радиокерамики.
Известны установки для изготовления крупногабаритных керамических деталей методом горячего литья под давлением, содержащие шликерный бак с системами подачи в него сжатого воздуха и вакуумирования шликерной массы, рабочий стол для форм, пневматическое прижимное устройство и механизм перемещения матрицы.
Цель изобретения - обеспечить точность центрирования формы относительно литейного знака.
Это достигается тем, что установка выполнена с кронштейном, один конец которого жестко соединен с формой, а второй - со штоком силового цилиндра, причем форма смонтирована с возможностью одновременного подъема и поворота при помощи этого кронштейна.
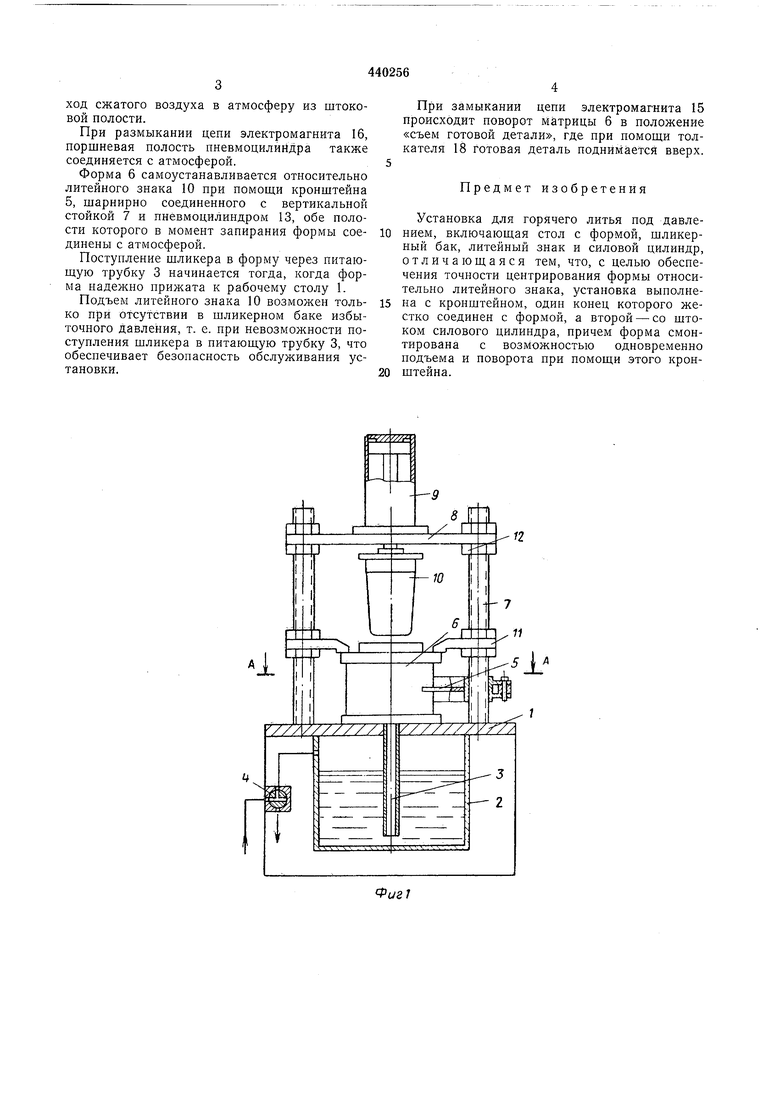
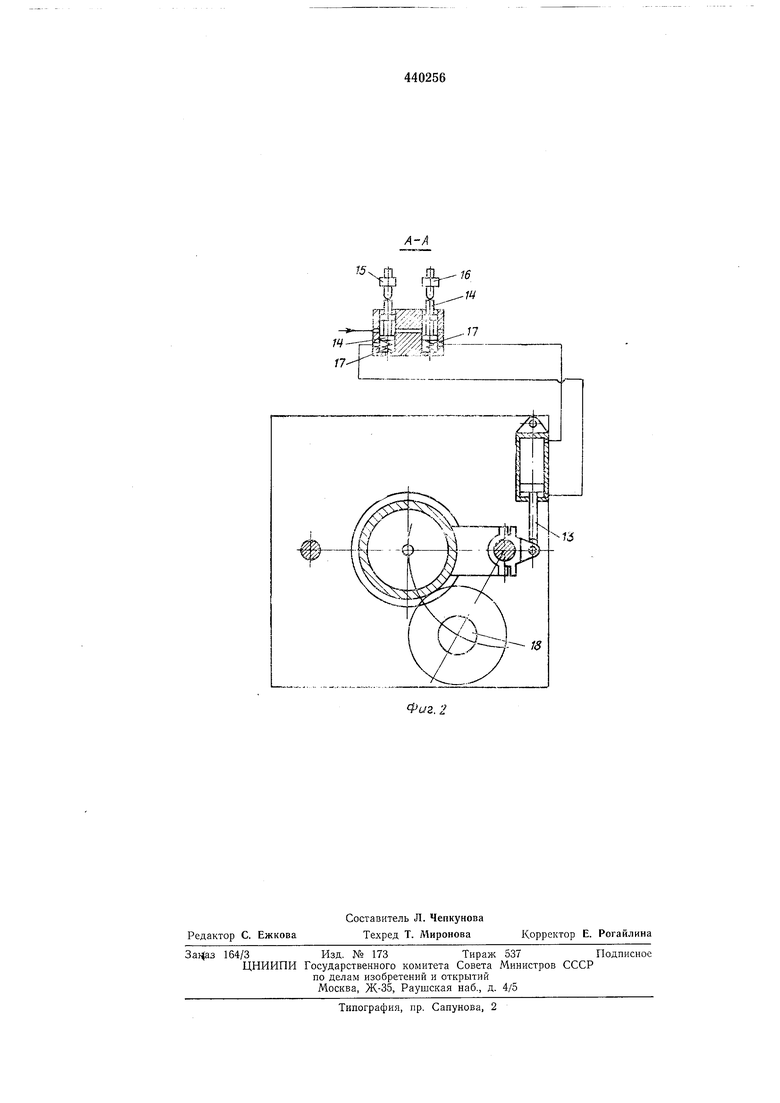
На фиг. 1 схематично изображена описываемая установка, на фиг. 2 - разрез по А-А на фиг. 1.
Она состоит из рабочего стола 1, шликерного бака 2, питающей трубки 3, систем 4 подачи сжатого воздуха в шликерной бак и вакуумирования шликерной массы, кронштейпа
5, жестко связанного с формой 6 и шарнирно - с одной из стоек 7, имеющих резьбу, например, прямоугольную.
Перемещение траверсы 8 относительно стоек осуществляется при настройке хода пневматического прижимного устройства 9, на щтоке которого закреплен литейный знак 10,
Регулируемые упоры 11 ограничивают перемещение формы с готовой деталью при подъеме литейного знака 10.
Траверса фиксируется гайками 12. Распределение потоков сжатого воздуха в рабочие полости пневмоцилиндра 13, шарнирно связанного с кронштейном и рабочим столом, осуществляется с помощью электрозолотника, состоящего из золотников 14, электромагнитов 15, 16 и пружин 17.
Съем готовой детали производится толкателем 18, совершающим возвратно-поступательные движения в вертикальной плоскости. При замыкании цепи электромагнита 16, например, пажатием кнопки, сжатый воздух из магистрали поступает в поршневую полость пневмоцилиндра 13, и форма 6 поворачивается из положения «съем готовой детали в положение «литье.
Электромагнит 15 в этот момент обесточен,
и золотник 14 под действием 17 занимает верхнее положение, обеспечивая выход сжатого воздуха в атмосферу из штоковой полости.
При размыкании цепи электромагнита 16, поршневая полость пневмоцилиндра также соединяется с атмосферой.
Форма 6 самоустанавливается относительно литейного знака 10 при помощи кронштейна 5, шарнирно соединенного с вертикальной стойкой 7 и пневмоцилиндром 13, обе полости которого в момент запирания формы соединены с атмосферой.
Поступление шликера в форму через питающую трубку 3 начинается тогда, когда форма надежно прижата к рабочему столу 1.
Подъем литейного знака 10 возможен только при отсутствии в шликерном баке избыточного давления, т. е. при невозможности поступления щликера в питающую трубку 3, что обеспечивает безопасность обслуживания установки.
При замыкании цепи электромагнита 15 происходит поворот матрицы 6 в положение «съем готовой детали, где при помощи толкателя 18 готовая деталь поднимается вверх.
Предмет изобретения
Установка для горячего литья под давление м, включающая стол с формой, шликерный бак, литейный знак и силовой цилиндр, отличающаяся тем, что, с целью обеспечения точности центрирования формы относительно литейного знака, установка выполнена с кронштейном, один конец которого жестко соединен с формой, а второй - со штоком силового цилиндра, причем форма смонтирована с возможностью одновременно подъема и поворота при помощи этого кронщтейна.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для литья керамики под давлением | 1989 |
|
SU1736704A1 |
| ШЛИКЕРНЫЙ БАК ДЛЯ ЛИТЬЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1969 |
|
SU246371A1 |
| Устройство для горячего литья керамических изделий | 1985 |
|
SU1286413A1 |
| ЛИТЬЕВАЯ ФОРМА | 1997 |
|
RU2131807C1 |
| Автоматизированная установка для вакуумного снаряжения корпусов боеприпасов взрывчатым веществом | 1967 |
|
SU1841174A1 |
| СПОСОБ ГОРЯЧЕГО ЛИТЬЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ШЛИКЕРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2035294C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗД,ЕЛИЙ МЕТОДОМ ГОРЯЧЕГО ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1970 |
|
SU267420A1 |
| СПОСОБ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЛВКД) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2234392C2 |
| Способ литья керамических изделий преимущественно из шликера на термопластичной связке | 1990 |
|
SU1752560A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
tb &
