I
Изобретение относится к изготов- лению изделий из листовых материалов путем холодной обработки давлением и может быть использовано для получения ножей электробритв на предприятиях, выпускающих электробытовые приборы.
Известен способ получения полых изделий из листовых заготовок, при котором получают несколько полых деталей, устанавливают одну из них в полость другой и соединяют детали между собой штамповкой, сборкой 1}
Недостатком известного способа является невозможность получения изделий типа неподвижных ножей электробритв, так как способ не обеспечивает получения деталей, составляющих изделие с поверхностями, качество которых удовлетворяет техническим требованиям, предъявляемым к этим изделиям.
Известен также способ получения полых изделий из листовых заготовок, при котором в заготовке образуют, по
меньшей мере, один ряд закрытых пазов, с двух сторон ограниченных двумя концентричными цилиндрическими поверхностями, пробивают центральное отверстие и вырубают полуфабрикат с контуром, совпадащим с наружной цилиндрической поверхностью, ограничивающей пазы, а затем образуют боковую поверхность полого изделия путем деформирования перемычек между пазамиГ2
Недостатком этого способа является то,что поверхность изделия,полученного путем деформирования перемычек, не обладает достаточной жесткостью, в связи с чем изделия, полученные таким способом, не могут использоваться в качестве неподвижных ножей электробритв.
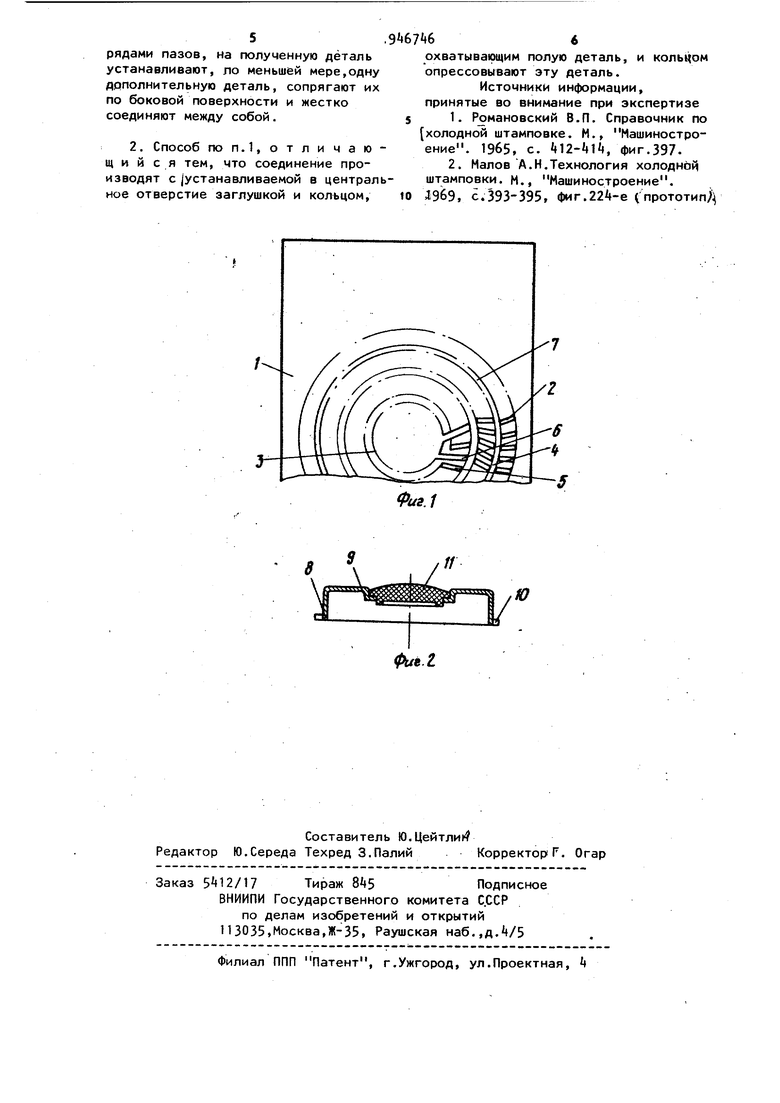
Цель изобретения - получение изделий типа неподвижных ножей электробритв, имеющих точную по форме, чистую поверхность и обладающих требуемой жесткостью. Указанная цель достигается тем, что согласно способу получения полых изделий, при котором в заготовке образуют, по меньшей мере, один ряд закрытых пазов, с двух сторон ограниченных двумя концентричными цилиндрическими поверхностями, пробивают центральное отверстие и вырубают полу фабрикат с контуром, совпадающим с наружной цилиндрической поверхностью ограничивающей пазы, а затем образуют боковую поверхность полого изделия путем деформирования перемычек между пазами концентрично с рядом пазов образуют два дополнительных ряда, ле.жащих на кольцевых участках с меньшими радиусами, в ближайшем к центру полуфабриката ряду часть пазов выпол няют закрытыми, а часть открытыми со стороны центрального отверстия, удлиненными относительно закрытых пазо того же ряда в направлении центра, с открытой стороной, выступающей к центру, и располагают открытые и зак рытые пазы с чередованием через один после чего деформируют перемычки между пазами внутреннего ряда пазов и образуют цилиндрический выступ в цент ральной части полуфабриката, при деформировании наружного ряда перемыче одновременно деформируют кольцевую перемычку между рядами пазов на полученную деталь устанавливают, по меньшей мере, одну дополнительную деталь сопрягают их по боковой повер хности и жестко соединяют между собой. Соединение производят с устанавливаемой в центральное отверстие и полой детали заглушкой и кольцом, охватывающим полую деталь, и кольцом опрессовывают эту деталь. На фиг. 1 показана .заготовка с рядами пазов; на фиг. 2 - готовое изделие, Способ осуществляют следующим образом. В заготовке из листовой стали про бивают ряд закрытых пазов 2, ограниченных с двух сторон двумя концентричными цилиндрическими поверхностями, пробивают центральное отверстие 3 а также другой концентричный с первым ряд закрытых пазов , ограниченных цилиндрическими поверхностями с меньшими радиусами, и ряд чередующихся закрытых 5 и открытых 6 пазов со стороны отверстия 3, расположенных концентрично с рядами пазов 2 и А, ближе к общему центру. Вырубают полуфабрикат с контуром, совпадающим с наружной цилиндрической поверхностью, ограничивающей пазы 2, Далее загибают .перемычки между пазами 2 и кольцевую перемычку 7 и образуют боковую цилиндрическую поЪерхность 8 ножа. Одновременно загибают перемычки между пазами 5 и 6 внутреннего ряда и образуют направляющий выступ 9 в цейтре ножа. Затем на нож устанавливают кольцо 10, в центральное отверстие 3 устанавливают и запрессовывают заглушку 11 и кольцом опрессовыаают нож 8. Предлагаемый способ позволяет получать неподвижные цилиндрические ножи электробритв из листовой стали толщиной 0,05 мм и менее. Качество ножей, изготовляемых этим способом, роответствует предъявляемым к ним техническим требованиям. Формула изобретения Способ получения полых изделий из листовых заготовок, при котором в заготовке образуют, по меньшей мере, один ряд закрытых пазов, с двух сторон ограниченных двумя концентричными цилиндрическими поверхностями, пробивают центральное отверстие и вырубают полуфабрикат с контуром, совпадающим с наружной цилиндрической поверхностью, ограничивающей пазы, а затем образуют боковую поверхность полого изделия путем деформирования перемычек между пазами, отличающийся тем, что, с целью получения изделий типа неподвижных ножей электробритв, в заготовке кон-. центрично с рядом пазов образуют два дополнительных ряда, лежащих на кольцевых участках с меньшими радиусами, в ближайшем к центру полуфабриката ряду часть пазов выполняют закрытыми, а часть открытыми со стороны центрального отверстия, удлиненными относительно закрытых пазов того же ряда в направлении центра, с открытой стороной, выступающей к центру, и располагают открытые и закрытые пазы с чередованием через один, после чего деформируют перемычки между пазами внутреннего ряда пазов и образуют цилиндрический выс туп в центральной части полуфабриката, при деформировании наружного ряда перемычек и одновременно деформируют кольцевую перемычку между рядами пазов, на полученную деталь устанавливают, ло меньшей мере,одну дрполнительную деталь, сопрягают их по боковой поверхности и жестко соединяют между собой. 2. Способ поп.1,отли чаю щий с я тем, что соединение производят с |устанавливаемой в централ ное отверстие заглушкой и кольцом. охватывающим полую деталь, и кольцом опрессовывают эту деталь. Источники информации, принятые во внимание при экспертизе 1. Романовский В.П. Справочник по (холодной штамповке. М., Машиностроение. 1965, с. «12- 1i, фиг.397. 2. Налов А.Н.Технология холодной штамповки. М., Машиностроение. Д9б9, с.393-395, фиг.224-е (прототип)
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ | 1990 |
|
RU1755471C |
| Способ изготовления деталей | 1990 |
|
SU1750844A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
| Способ совмещенной штамповки двух взаимовписывающихся деталей | 1985 |
|
SU1268249A1 |
| СПОСОБ МАЛООТХОДНОЙ ОДНОРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ ЛЕНТЫ, ШИРОКОГО РУЛОНА ИЛИ ПОЛОСЫ | 2012 |
|
RU2529130C2 |
| Способ получения полых изделий с отверстиями | 1985 |
|
SU1349841A1 |
| Устройство для параллельной четной кратности листовой штамповки деталей | 1974 |
|
SU1512695A1 |
| Способ изготовления глубоких полых деталей | 1986 |
|
SU1393501A1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВКИ ИЗ ЛЕНТЫ, ШИРОКОГО РУЛОНА ИЛИ ПОЛОСЫ (ВАРИАНТЫ) | 2005 |
|
RU2295414C1 |
