Изобретение относится к обработке листового металла давлением, а именно к способам полугшния полых осесимметричных изделий типа, сепара- тороЪ ролшсоподшипнкков.,
Цель изобретения - расширение технологических возможностей за счет получения изделш с отверстиями четырехугольной, в частности;, прямоугольной ,формы.
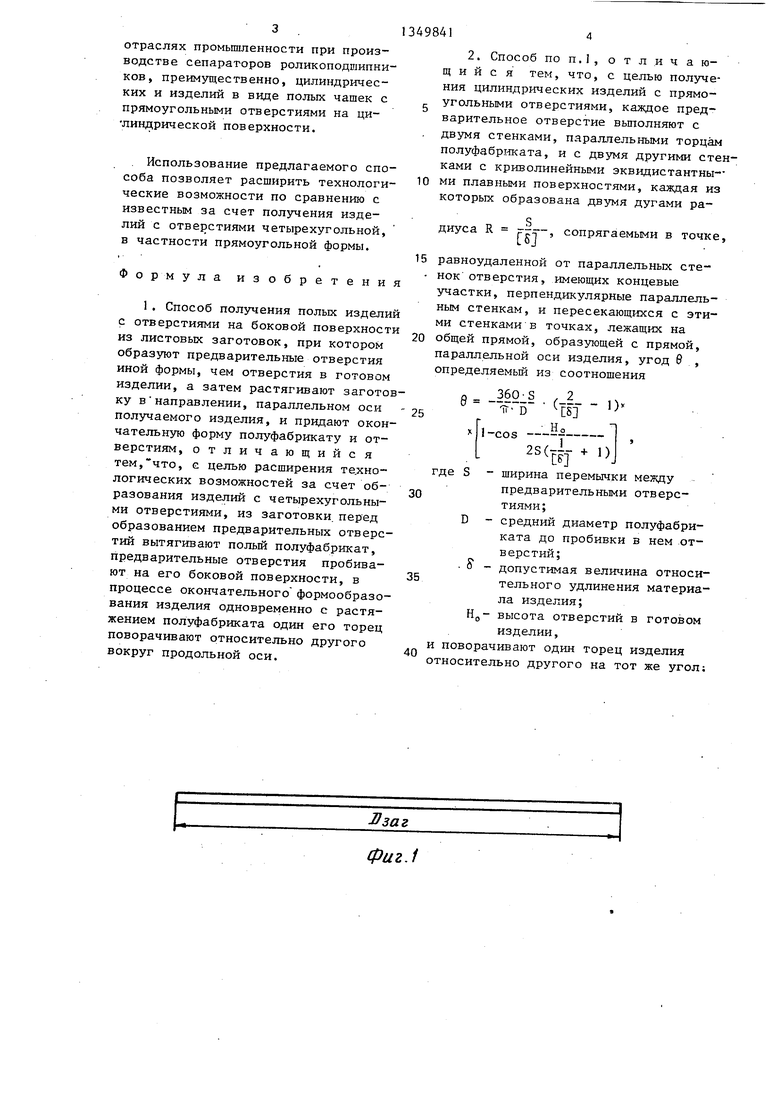
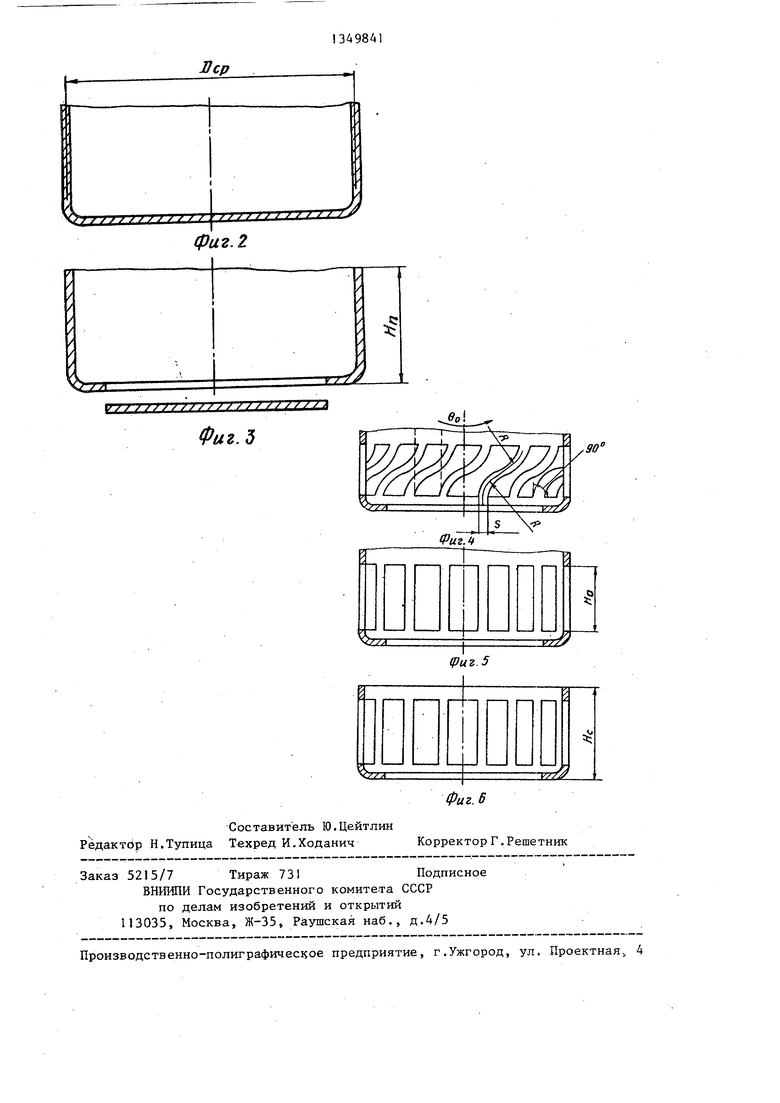
На фиг о 1 показана заготовка; на фиг,2 - полуфабрикат после вытяиаси; на фиг.З то же, после пробивки отверстия в дне; на фиг,4 - то же, после пробивки предварительных, отверстий на боковой поверхности; на фиг.5 изделие после растяжения и образования отверстий окончательной формы; на фиг.б - то же, после обрезки торца. -.
Способ осуществляют следуюи;им образом.
Из полосы или ленты вырубают исходную заготовку (фиг.i) , затем осущЁствл шт ее вьгеялжу с получением полого цилиндрического полуфабриката (фиг.2)5 в котором пробивают отверстие в дне (фиг.З) и четь рехуголь иые фасонные отверстия под ролики (фиг . 4 ) . На 3 ак лгач ит ель ном э т ап е д.е- формирования производ; т растядосу полуфабриката с одновременныь; позорсг- том одного из его торцоз относительно на угол 9 , В результате полуфабртжат приобретает высоту готового изделия5 а окна -- форму заданного прямоугольника.
Пример Д,Г1Я лтампог ки сепаратора,, - с диаметром по средней, линии D 80 Mi i, ТО.ПШННОЙ 2 мм, высотой lif. 35 км и окнами под ро.пшсИ; имеющими высоту HO 25 мм и перемьщ ку между ними мм, заготовку выполняют .из ленты Ст. 10 XII толЕЦг ной 2 мм, величина допустимого удлинения которой & --0,2,, диаметром D 130,37 мм.
Затем производят вытя/хку полуфабН,
с ПрШ лЛ СКОМ
сепаратора и
мм:
Н,-1- Ь
Н,Л5
1
г ят
KSin
- 33,
мм
т
+ 1
и пробх-шку отверстия в его дн е.
9841-2
Далее пробивают фасонные отверстия. Калсдое отверстие выполняют с двумя стенками, параллельными торцам полуфабриката,, и двумя другими стенками 5 с криволинейными эквидистантными плавными поверхност гми. Образующая каждой из криволинейных поверхностей представляют собой кривую, образован
ную двумя дугами радиуса R Т ;:
SJ
сопрягаемыми в точке, равноудаленной от параллельных стенок отверстия, и имеющих концевые участки, перпендикулярные взаимно параллель- ным стенкам „ Концевые участки каждой кривой пересекаются с прямолинейными стенками окна в точках, ле- жаьцих на общей прямой, образующей с прямой, пара.ллельной оси изделия, угол б , определяемый из .соотношения
т- D
(
CSj
HI-cosу-
де S 451 ширина
+ 1).
перемычки между пред- в.арительными отверстиями; средний диаметр полуфабриката до пробивки в нем отверстий;
допусти1.1ая величина относительно удлинения материала изделия;
-вы-Сота отверстий в готовом
изделии.
В рассматриваемом примере угол оставляет
D S н„
10
0
Длину криволинейной образующей поверхности стенки отверстия вьшол- кяют равной высоте Н, отверстия в готовом изделии.
После пол;, ч:ения отверстий в дне и стенке полуфабриката его растягивают в пределах допустимой.величины относительного удлинения S и одновременно поворачивают на угол 9 . Полученное изделие имеет требуемую форму и размеры D 80 мм.
HO
25 мм, И 35 мм (без припуска на подрезку торца).
Способ штамповки может быть использован в подшипниковой и других
отраслях промьшшенности при производстве сепараторов роликоподшипников, преимущественно, цилиндрических и изделий в виде полых чашек с прямоугольными отверстиями на ди- линдрической поверхности.
. Использование предлагаемого способа позволяет расширить технологические возможности по сравнению с известным за счет получения изделий с отверстиями четырехугольной, в частности прямоугольной формы.
Формула изобретения
1. Способ получения полых изделий с отверстиями на боковой поверхности из листовых заготовок, при котором образуют предварительные отверстия иной формы, чем отверстия в готовом изделии, а затем растягивают заготовку в направлении, параллельном оси получаемого изделия, и придают окончательную форму полуфабрикату и отверстиям, отличающийся тем, что, с целью расширения те.хно- логических возможностей за счет образования изделий с четырехугольными отверстиями, из заготовки, перед образованием предварительных отверстий вытягивают полый полуфабрикат, предварительные отверстия пробивают на его боковой поверхности, в процессе окончательного формообразования изделия одновременно с растяжением полуфабриката один его торец поворачивают относительно другого вокруг продольной оси.
2. Способ поп,1, отлича ю- щ и и с я тем, что, с целью получения цилиндрических изделий с прямоугольными отверстиями, каждое предварительное отверстие выполняют с двумя стенками, параллельными торцам полуфабрг-псата, и с двумя другими стенками с криволинейными эквидистантными плавными поверхностями, каждая из которых образована двумя дугами радиуса R -|j-.
сопрягаемыми в точке.
равноудаленной от параллельных сте- нок отверстия, имеющих концевые участки, перпендикулярные параллельным стенкам, и пересекающихся с этими стенками в точках, лежащих на общей прямой, образующей с прямой, параллельной оси изделия, угод в , определяемый из соотношения
25
где S - ширина перемычки между
предварительными отверстиями;
средний диаметр полуфабриката до пробивки в нем отверстий;
допустимая величина относительного удлинения материала изделия; Нд- высота отверстий в готовом
изделии,
и поворачивают один торец изделия относительно другого на тот же угол:
D S
Фиг.1
фа2.2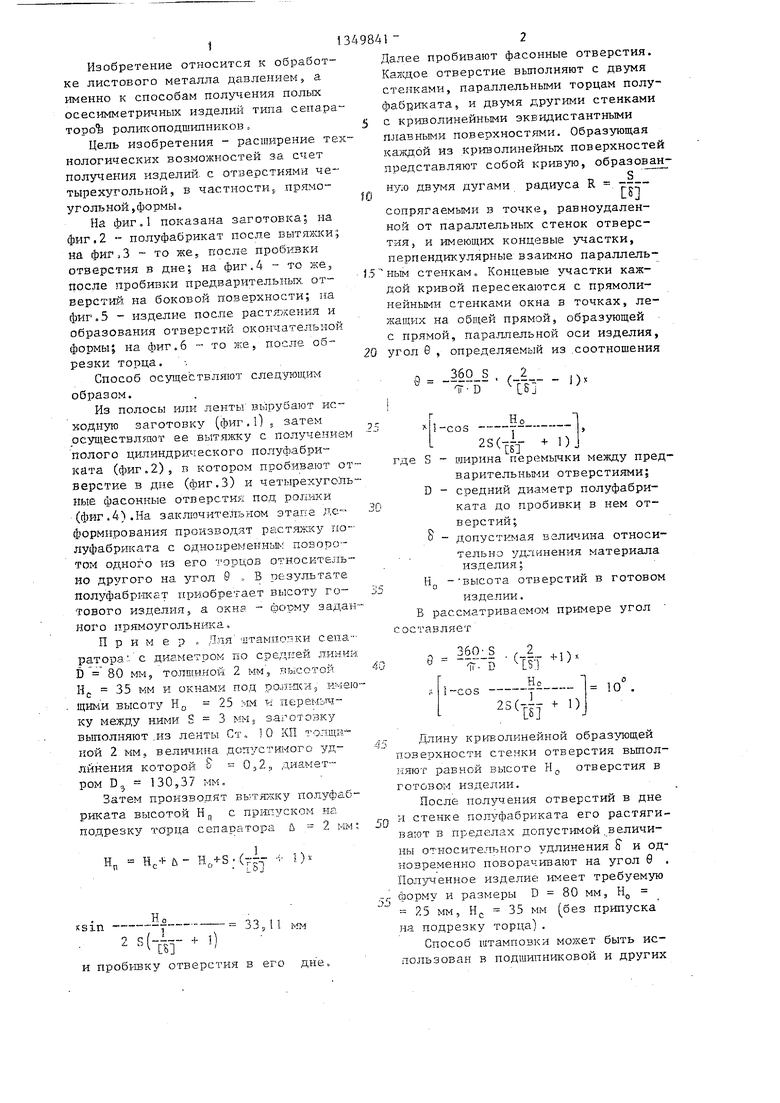
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления глубоких полых деталей | 1986 |
|
SU1393501A1 |
| Способ совмещенной штамповки двух взаимовписывающихся деталей | 1985 |
|
SU1268249A1 |
| Способ изготовления полых конических изделий без дна | 1972 |
|
SU464361A1 |
| Способ зачистки отверстий под отбортовку | 1987 |
|
SU1433566A1 |
| Способ изготовления полых изделий | 1980 |
|
SU963645A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ КОЛЕС | 2015 |
|
RU2594999C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТБОРТОВАННЫМ ОТВЕРСТИЕМ В ДОННОЙ ЧАСТИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1998 |
|
RU2136427C1 |
| Способ изготовления гильзы из алюминиевого сплава к стрелковому оружию | 2023 |
|
RU2819725C1 |
| Способ получения кольцевой детали из плоской листовой заготовки | 1980 |
|
SU940957A1 |
Изобретение относится к способам получения полых осесимметричных изделий с отверстиями на боковой поверхности, в частности сепараторов роликовых подшипников. Цель изобретения - расширение технологических возможностей за счет получения отверстий четырехугольной формы. Для этого листовую заготовку вытягивают, в полуфабрикате пробивают отверстия, форма которых отличается от формы отверстий в готовом изделии, а затем полуфабрикат одновременно растягивают вдоль его оси и один его торец поворачивают относительно другого вокруг этой оси. В результате полуфабрикат приобретает форму готового изделия, а отверстия - прямоугольную форму. 1 3.п.ф-лы, 6 ил. i (Л 00 4 : 00 4
г/////////// /,.,/;.ДЗ
Фиг.Ъ
1РигЛ
Фиг.В
Составитель Ю.Цейтлин Рёдактбр Н.Тупица Техред И.Ходанич Корректор Г.Решетник
Заказ 5215/7 Тираж 731Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная., 4
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Патент Англии № 1205656, кл | |||
| ВЗА, В 21 D 31/04, 16.09.70. | |||
