(54) РЕЗЬБОНАКЛТНОЕ УСТРОЙСТВО
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатное устройство | 1987 |
|
SU1496888A1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |
| Радиальная резьбонакатная головка | 1981 |
|
SU958022A1 |
| Тангенциальная резьбонакатная головка | 1986 |
|
SU1310085A1 |
| Устройство для накатывания резьбы на метчиках | 1981 |
|
SU1013064A1 |
| Устройство для накатывания резьбы | 1983 |
|
SU1166873A1 |
| РЕЗЬБОЙАКАТНАЯ ГОЛОВКА i ч;^'-;^:\ п :;.ШН?'^^ЫГ l.H^:i::^':--KA | | 1972 |
|
SU325075A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| СПОСОБ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2010 |
|
RU2448801C2 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2010 |
|
RU2438851C1 |
Изобретение относится к обработке металлов давлением и, в частности, может быть использовано для накатки нарезной резьбы.
Известно резьбонакатное устройство, содержащее корпус, закрепленный на суппорте станка, резьбонакатные ролики, установленные на подвижных рычагах, имеющих скошенные поверхности и гидравлический механизм радиального перемещения роликов. Шток гидравлического цилиндра, поворачивая рычаги с резьбонакатными роликаMHj перемещает их в радиальном направлении ij.
Недостатком известного устройства является изгиб рычагов, в которых установлены резьбонакатные ролики, вследствие чего понижается точность накатываемой резьбы.
Цель изобретения - повьшение точности накатываемой резьбы.
Указанная цель достигается тем, что в резьбонакатном устройстве, содержащем корпус, закрепленный на суппорте станка, резьбонакатные ролики, установленные на рычагах, имеквдих скошенные поверхности, механизм радиального перемещения резьбонакатных роликов с нажимными элементами, на скошенных поверхностях рычагов установлены твердосплавные пластины, а нажимные элементы размещены в корпусе с возможностью взаимодействия с твердосплавными пластинами.
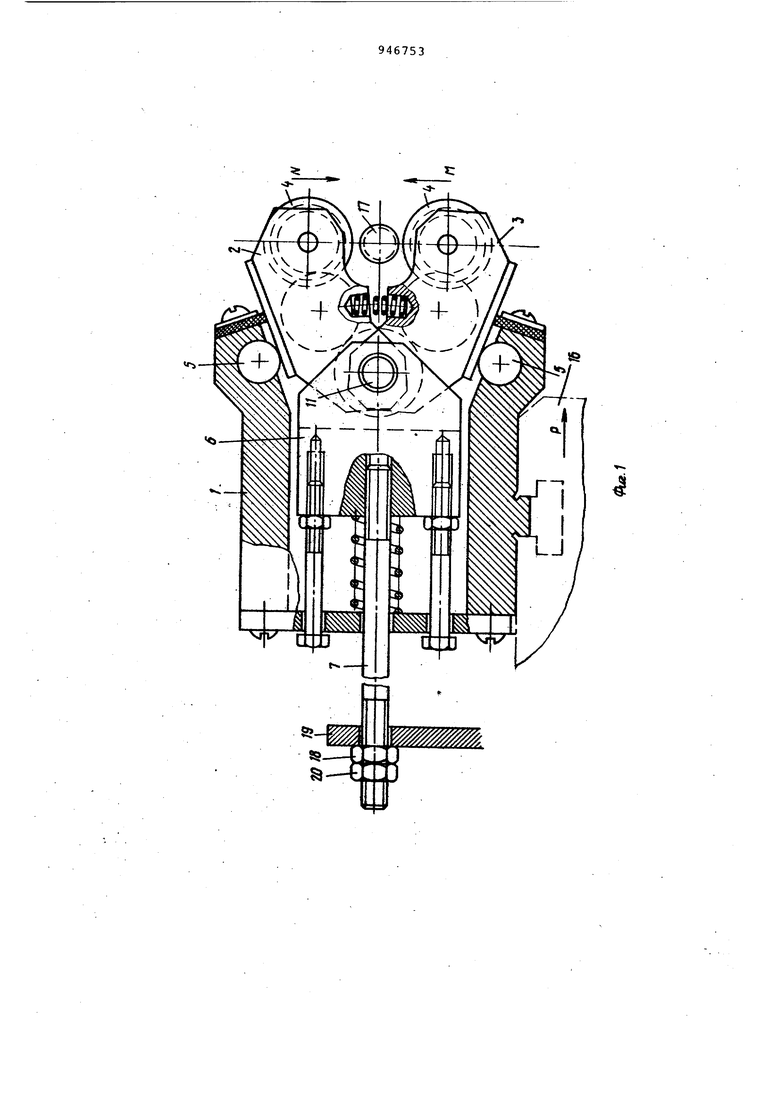
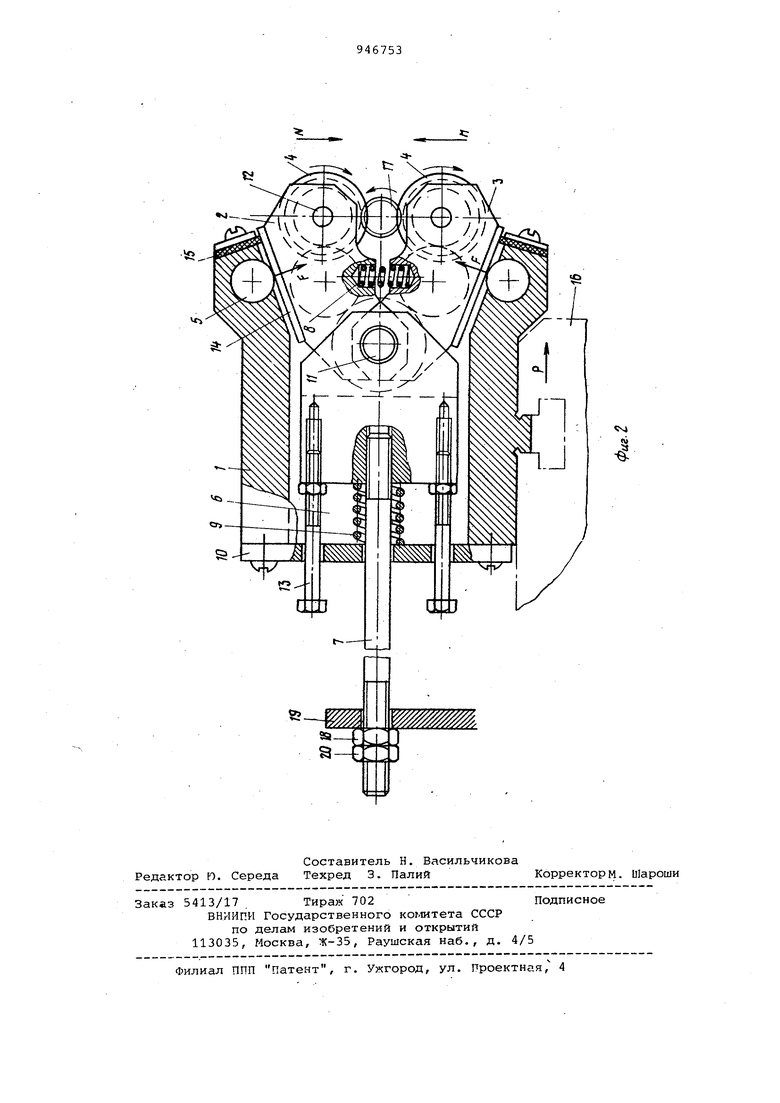
На фиг. 1 изображено радиальное резьбонакатное устройство в исходнЪм положении; на фиг. 2 - то хе,
10 в рабочем положении.
Устройство состоит из корпуса 1, подвижньох рычагов 2 и 3, накатных роликов 4, гладких роликов 5, серьги 6, тяги 7, отводящей пружины 8,
15 возвратной пружины 9 и крышки 10. Концы подвижных рычагов 2 и 3 установлены на оси 11 в серьге 6, а на другом конце на оси 12 расположены резьбонакатные ролики 4. На
20 серьге б закреплена тяга 7 и ограничительные винты 13. В корпусе 1 установлены гладкие ролики 5, которые имеют возможность вращаться в корпусеИ взаимодействовать с нак25лонными поверхностями рычагов 2 и 3, армированными твердосплавными пластинами 14. Для предохранения попадания стружки и грязи на рабочие поверхности контакта гладких роликов 5 и пластин 14, на корпусе 1 установлены защитные щитки 15, например, из войлока, Между, серьгой 6 и крьпикой 10 на тяге. 7 установлена возвратная пружина сжатия 9 для удержания рычагов с накатными роликами в правом положении при обратном ходе суппорта 16, а между рычагами 2 и 3 установлена отводящая пружина сжатия 8, для отвода накатных роликов от обрабатываемой детали 17. Регулирую щая гайка 13, неподвижный упор 19 и фиксирующая 20 предназначены для фиксации серьги 6 в рабочем положении. Резьбонакатное устройство работа ет следующим образом. Корпус 1 неподвижно закрепляется на поперечном суппорте 16 многошпин дельного токарного станка. При помощи регулировки суппорта, имеющей ся в станке, резьбонакатное устройство вводят в рабочую зону, и устанавливают таким образом, чтобы в на чальный момент рабочего хода суппор та резьбонакатные ролики 4 заняли положение на одной линии (сей роликов и обрабатываемой детали 17 (фиг. 1). В таком положении резьбонакатных роликов до соприкосновения с неподвижным упором 19 и фиксируют гайкой 20. После этого резьбонакатному устройству дают рабочую подачу, в результате чего суппорт 16 вместе с корпусом 1 начинает п ёмещаться вправо по стрелке Р. Так как рычаги 2 и 3 при помощи серьги и оси 12 удерживаются тягой 7 от пр дольного перемещения, гладкие ролики 5 , перемещаясь по наклонным пове ностям рычагов надавливают на после ние с силой F (фиг. 2) и поворачива их вокруг общей оси 12, в результат чего резьбонакатные ролики 4 переме щаются к обрабатываемой детали до полного образования профиля накатываемой резьбы., Поперечный, суппорт, на котором установлено резьбонакатное устройство, при помощи регулировки устанавливают на станке в таком положении, чтобы обработка полного профиля накатываемой резьбы заканчиваласъ в конце рабочего хода суппорта. При обратном ходе суппорта пружина 9, разжимаясь, удерживает резьбонакатные ролики в правом положении, благодаря чему, они поддействием 8 расходятся от обработанной детгши. Это происходит до тех пор, пока крыика 10 (вместе с корпусом) доходит до головок винтов 13, после чего все устройство вместе с суппортом отходит из рабочей зоны. В таком положении устройство остается до подвода его на ускоренном ходу в начальное положение рабочего хода, после чего цикл повторяется. По сравнению с известным, предлагаемое радиальное резьбонзкатное устройство позволяет повысить точность накатываемых резьб. Формула изобретения Резьбонакатное устройство, содержащее корпус,, закрепленный на суппорте станка, резьбонакатные ролики, установленные на рычагах, имеющих скощенные поверхности, механизм Рсщигшьного перемещения резьбонакатных роликов с нажимными элементами, отличающееся тем, что, с целью повышения точности накатываемой резьбы, на скошенных поверхностях рычагов установлены твердосплавные пластины, а нажимные элементы размещены в корпусе с возможностью взаимодействия с твердосплавными пластинами. Источники информации, принятые во внимание при экспертизе 1. многошпиндельные токарные автоматы и дополнительные устройства. Проспект ФРГ (A925R), Шютте. С. 13 (прототип).
