(54) СПОСОБ СВЕРЛГ:НИЯ ГЛУБОКИХ ОТВЕРСТИЙ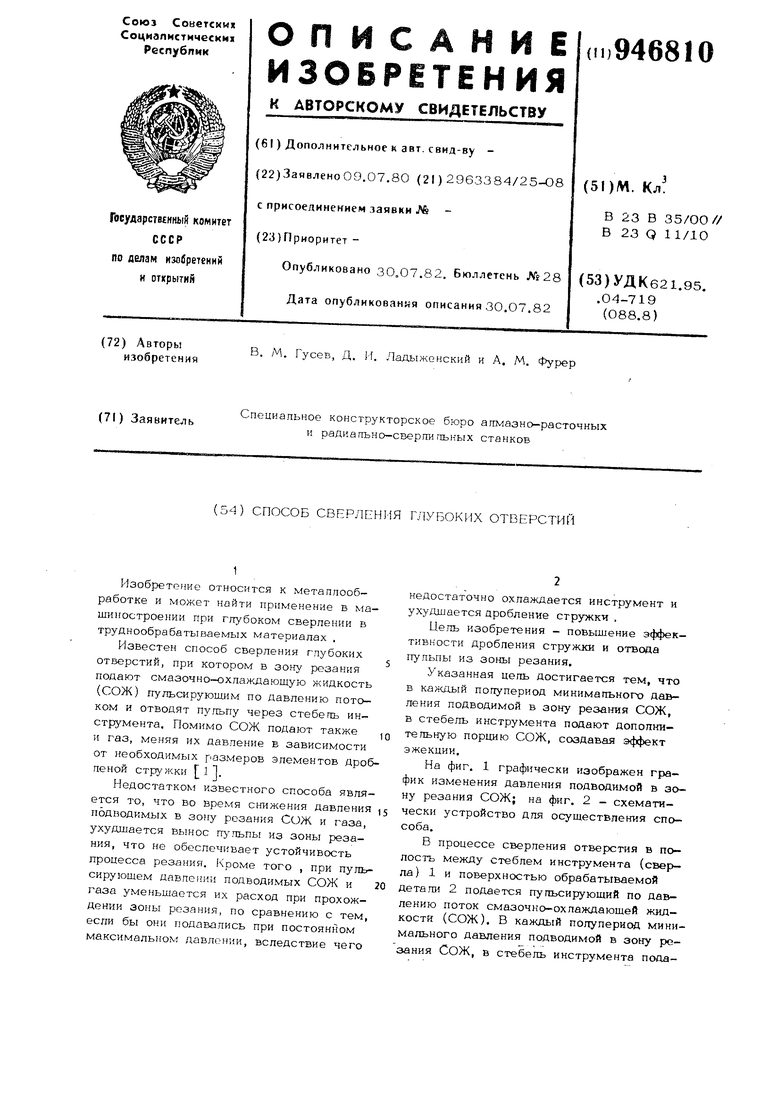
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ГЛУБОКИХ СКВОЗНЫХ ОТВЕРСТИЙ | 2009 |
|
RU2413596C1 |
| Способ подачи смазочно-охлаждающей жидкости | 1987 |
|
SU1433763A1 |
| СПОСОБ ОХЛАЖДЕНИЯ РЕЖУЩЕЙ ЧАСТИ СВЕРЛА ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ И СВЕРЛО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2156180C2 |
| Сверло для глубокого сверления | 1986 |
|
SU1404306A1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 2012 |
|
RU2514359C1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2005 |
|
RU2288812C1 |
| Устройство для подвода смазочно-охлаждающей жидкости (СОЖ) к станкам для глубокого сверления | 1986 |
|
SU1323252A2 |
| Сверло | 1985 |
|
SU1282981A1 |
| Способ сверления глубоких отверстий в меди | 2018 |
|
RU2676123C1 |
| Способ сверления сквозных отверстий в меди | 2018 |
|
RU2672461C1 |
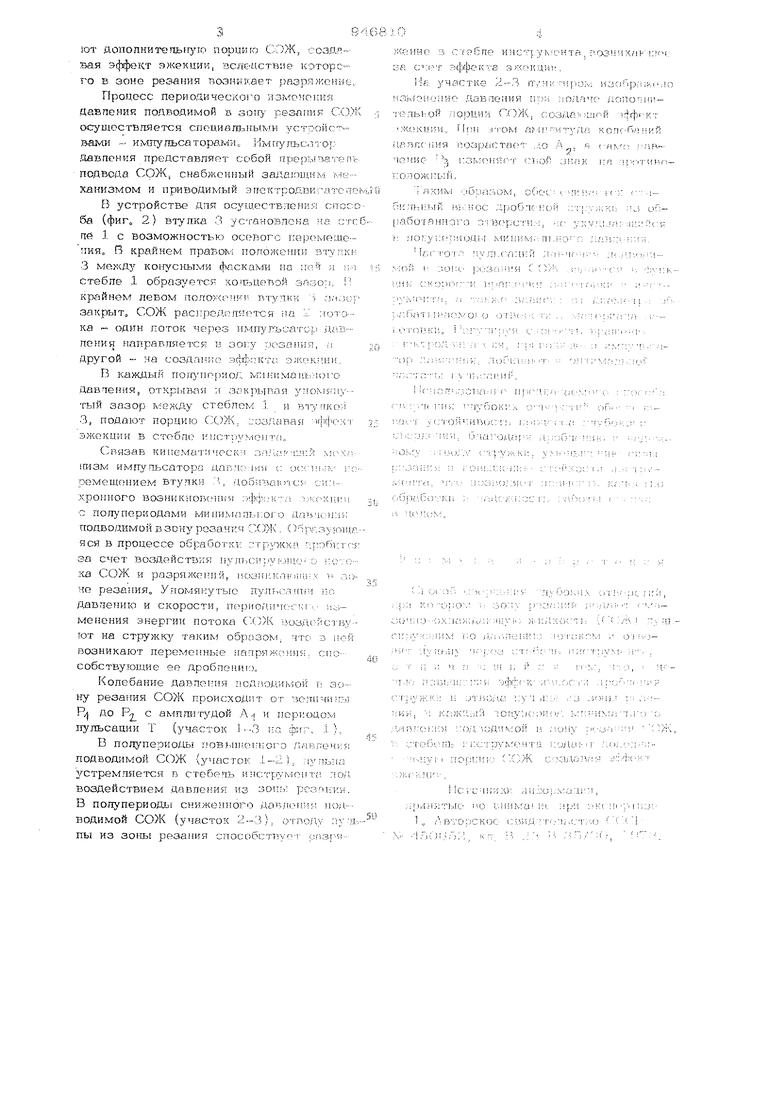
Изобретение относится к метаппообработке и может найти применение в машиностроении при глубоком сверлении в труднообрабатываемых материалах . Известен способ сверления глубоких отверстий, при котором в зону резания подают смазочно-охлаждающую жидкость (СОЖ) пульсирующим по давлению потоком и отводят пульпу через стебель инструмента. Помимо СОЖ подают также и газ, меняя их давление в зависимости от необходимых размеров элементов дроб леной стружки J . Недостатком известного способа явля ется то, что во время снижения давления подводимых в зону резания СОЖ и газа, ухудшается вынос из зоны резания, что не обеспечивает устойчивость процесса резания. Кроме того , при пуль сирующем давления подводимых СОЖ и газа уменьшается их расход при прохождении зоны резания, по сравнению с тем если бы они подавались при постоянном максимальном давлении, вследствие чего недостаточно охлаждается инструмент и ухудшается дробление стружки , Цель изобретения - повышение эффективности Дробления cтpyжjcи и отвода пульпы из зоны резания. Указанная цель Достигается тем, что в каждый популериод минимального давления подводимой в зону резания СОЖ, в стебель инструмента подают дополнительную порцию СОЖ, создавая эффект эжекиии. На фиг. 1 графически изображен график изменения давления подводимой в зону резания СОЖ; на фиг. 2 - схематически устройство для осуществления способа. В процессе сверления отверстия в полость между стеблем инструмента (сверла) 1 и поверхностью обрабатываемой детали 2 подается пугаьсирующий по давлению поток смазочно-охлаждаюшей жидкости (СОЖ). В каждый полупериод минимального давления подводимой в зону резания СОЖ, в стебель инструмента пода/ о6/ еН1 е (У/%7гУ ff / 3Ofyf/ pesoHL/ff CffM:
Uf. f
/
i/p2 Cff f mef/re (/ e /77Gr
