сл
00 00
Од
00
Фиг.Г
1
Изобретение относится к металло- jобработке,а именно к способам пода- ;чи смазочно-охлаждающей жидкости (СОЖ) при обработке глубоких отверс-
I ТИЙ .
Целью изобретения является повышение качества охлаждения за счет |импульсной подачи в зону резания газ
;И СШ.
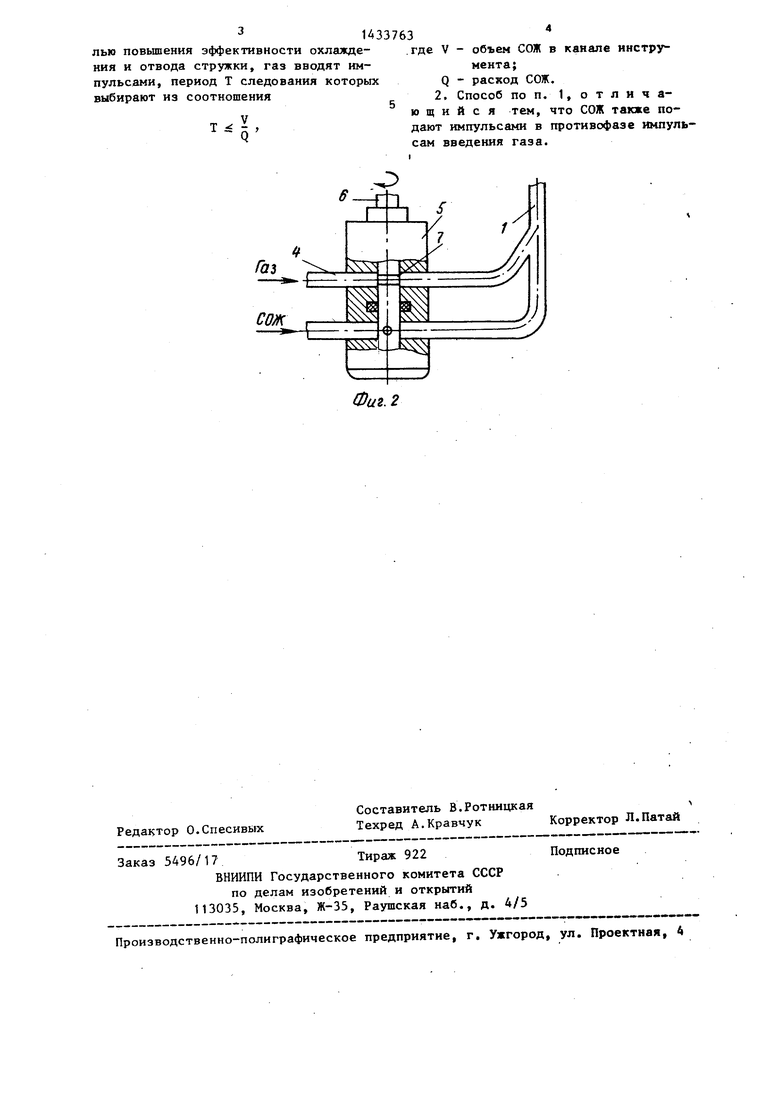
j На фиг. 1 приведена схема устрой- 1ства для осуществления способа; на фиг. 2 - то же, вариант исполнения.
Устройство для осуществления способа содержит магистраль 1 подачи СОЖ к инструменту 2 и зону резания 3, магистраль 4 подачи газа в магистраль 1 и перепускной кран 5 с вращающимся золотником 6, связанным с магистралью 4 или и с магистралями 4 и 1 и имеющим отверстия 7, при этом магистрали 1 и 4 связаны между собой и с осевым каналом 8 инструмента 2.
Способ, осуществляется следующим образом.
Инструменту 2 и обрабатываемой детали 9 сообщают относительное вращение и движение подачи. По магистра пи 1 подается рабочий поток СОЖ в осевой канал 8 инструмента. Вращением золотника 6 перепускного крана 5 прерывают поток газа, подводимого но магистрали 4, обеспечивая импульс яый режим ввода газа в магистраль 1
л канал 8.
Подвод газа, например воздуха, |осуществляют от заводской пневмосети высокого давления или газовых балло- Иов. СОЖ подается насосным агрегатом станка. Регулировка давления и расхода подводимой СОЖ и газа производится известными средствами.
Период между импульсами и соответственно частоту прерывания потока газа выбирают из соотношения:
где Т V период следования импульсов подачи газа;
объем СОЖ в осевом канале 8 инструмента 2; Q - расход СОЖ по каналу 8. Частота f прерывания потока (f
40 ванйя потока газа, а второе - потока СОЖ. Относительный разворот отверстий 7 на 180 обеспечивает подачу газа в момент прерьшания подачи потока СОЖ, т.е. газ вводится в образую- .щуюся зону пониженного давления. Это снижает перемешивание газовой и жидкой фазы и способствует лучшей сохраняемости жидкостной пробки, что в конечном итоге обеспечивает ее более высокую кинетическую энергию.
-) определяется частотой вращения
золотника 6, числом отверстий 7 проходу потока и их размерами.
Формула изобретения
1. Способ подачи смазочно-охлаждающей жидкости (СОЖ) при обработке глубоких отверстий, согласно которому по магистрали в осевой канал инстру- для мента подают СОЖ и вводят газ, отличающийся тем, что, с це55
При вводе газа в импульсном режиме в осевом канале 8 инструмента 2 формируется режим течения с чередованием газовых и жидкостных пробок, движущихся с высокой скоростью. Ударный характер воздействия жидкостной пробки на режущую головку инструмента 2 и снимаемую стружку обеспечивает наложение на инструмент 2 осевых колебаний заданной частоты, амплитуда которых меняется от минимума до максимума, что обусловлено различием плотностей газовой и жидкой фазы. Это обеспечивает режим вибрационного резания с изменением формы образующейся стружки - увеличением степени ее гофрированности или разделением стружки на отдельные элементы, при выходе режущей кромки из контакта с поверхностью детали 9. Оба случая благоприятствуют лучшему выносу стружки из зоны резания.
Выбор периода ввода газа из услоVВИЯ т и; - обеспечивает наличие внут0
5
ри канала 8 по крайней мере одной газовой пробки в любой рассматриваемый момент времени. Это препятствует распространению в канале 8 обратных волн давления, которые демпфируются газовыми пробками и обеспечивает стабильность частоты и амплитуды нала5 гаемых колебаний, что, в свою очередь, повышает надежность процесса отвода стружки при обработке.
В золотнике 6 могут быть выполнены два отверстия 7: одно для преры0 ванйя потока газа, а второе - потока СОЖ. Относительный разворот отверстий 7 на 180 обеспечивает подачу газа в момент прерьшания подачи потока СОЖ, т.е. газ вводится в образую- .щуюся зону пониженного давления. Это снижает перемешивание газовой и жидкой фазы и способствует лучшей сохраняемости жидкостной пробки, что в конечном итоге обеспечивает ее более высокую кинетическую энергию.
лью повьшения эффективности охлаждения и отвода стружки, газ вводят импульсами, период Т следования которых выбирают из соотношения
-i
1А33763
.где V - объем СОЖ в канале инстру
мента;
Q - расход СОЖ,
2, Способ поп.1,отлича- ю щ и и с я тем, что СОЖ также подают импульсами в противофазе импульсам введения газа.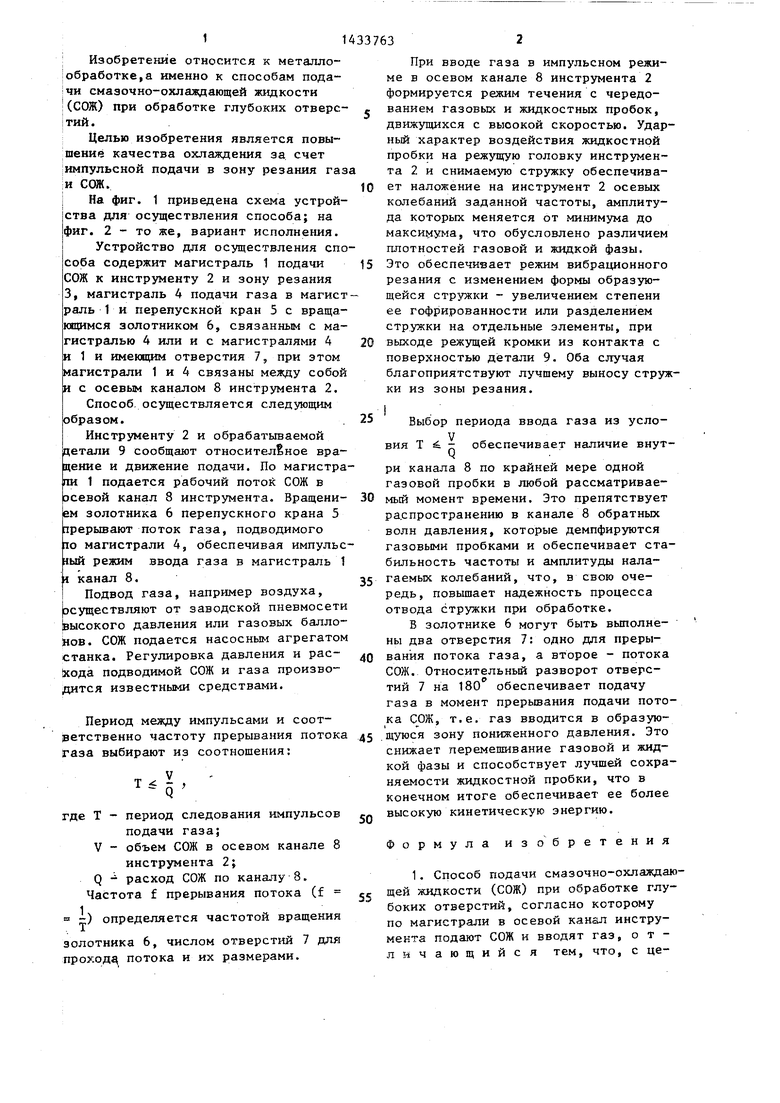
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подачи смазочно-охлаждающей среды в зону резания | 1986 |
|
SU1315167A1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187423C1 |
| Сверло для глубокого сверления | 1986 |
|
SU1404306A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187424C1 |
| Шпиндельный узел станка с устройством подачи смазочно-охлаждающей жидкости | 1987 |
|
SU1426749A1 |
| Инструмент для обработки отверстий | 1986 |
|
SU1472187A1 |
| Устройство для подачи смазочно-охлаждающей жидкости в зону резания станка | 1986 |
|
SU1400855A1 |
| Способ дробления стружки при глубоком сверлении | 1973 |
|
SU450652A1 |
| Способ обработки отверстий осевым режущим инструментом | 1986 |
|
SU1495012A1 |
| Устройство к станку для обработки отверстий вращающимся инструментом | 1987 |
|
SU1421494A1 |
Изобретейие относится к металлообработке, а именно к способам подачи смазочно-охлаждакяцей жидкости ,) (СОЖ) при обработке глубоких отверстий инструментом с осевьм каналом. Целью изобретения является повьшение качества охлаждения и отвода стружки за счет импульсной подачи в зону резания газа и СОЖ. По магистрали 1 в осевой канал 8 инструмента 2 и в зону резания 3 подают СОЖ с расходом Q. При этом через вращающийся золотник 6 крана 5 в магистраль 1 подают от магистрали 4 импульсньй поток газа. СОЖ и газ могут подаваться импульсами в противофазе за счет расположения отверстий 7 золотника 6 под углом. Период Т следования импульсов газа выбирают из соотношения TeV:0, где V - объем газа в канале 8 инструмента 2. 1 з.п. ф-лы. 2 ил. а €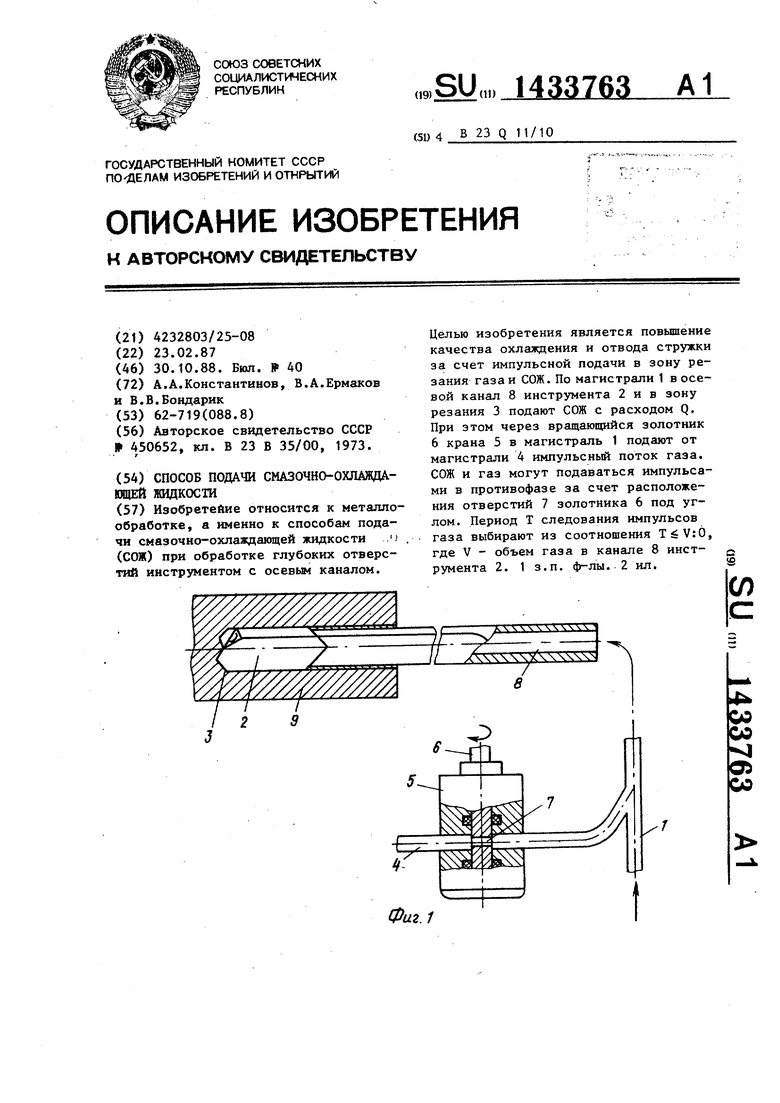
Фиг. 2
| Способ дробления стружки при глубоком сверлении | 1973 |
|
SU450652A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
