(54) УСТРОЙСТВО ДЛЯ РАСКРОЯ И СБРАСЫВАНИЯ ДЛИННОМЕРНЫХ СТЕРЖНЕВЫХ ЗАГОТОВОК
1
Изобретение относится к технологическому оборудованию для переработки арматуры на предприятиях железобетонного судостроения и строительной индустрии.
Известно устройство для раскроя и сбрасывания длинномерных стержневых, заготовок, содержащее механизм подачи, отрезной механизм и механизм сбрасывания l .
В известном устройстве раскрой осуществляется по одной заготовке одного типоразмера, требует больших затрат времени на переналадку под каждый типоразмер заготовок и не позволяет производить автоматический сброс заготовок разных типоразмеров в отдельные контейнеры, что приводит к снижению производительности и не обеспечивает требуемой надежности.
Цель изобретения - повышение производительности и надежности в работе устройства за счет резки пакета стержневых заготовок на несколько типоразмеров по длине и автоматического сброса заготовок в зависимости от юс длины в разные контейнеры.
Поставленная цель достигается тем, что в устройстве для раскроя и сбрасывания длинномерных стержневых заготовок, содержащем механизм подачи, от- . резной механизм и механизм сбрасывания, последний выполнен в виде горизонтальной
to рамы с установленными на ней с возможностью поворота в вертикальной плоскости от силовых цилиндров двух рядов роликов, длина роликов каждого из которых превышает, половину ширины рамы, и двух
,5 рядов рычагов, смонтированных на кронштейнах под рамой, при этом каждый рад рычагов снабжен индивидуальным приводом поворота в вертикальной плоскости с системой управления в виде рюсположен20 ных на механизме подачи датчиков, а
механизм подачи выполнен в виде подвижной каретки.
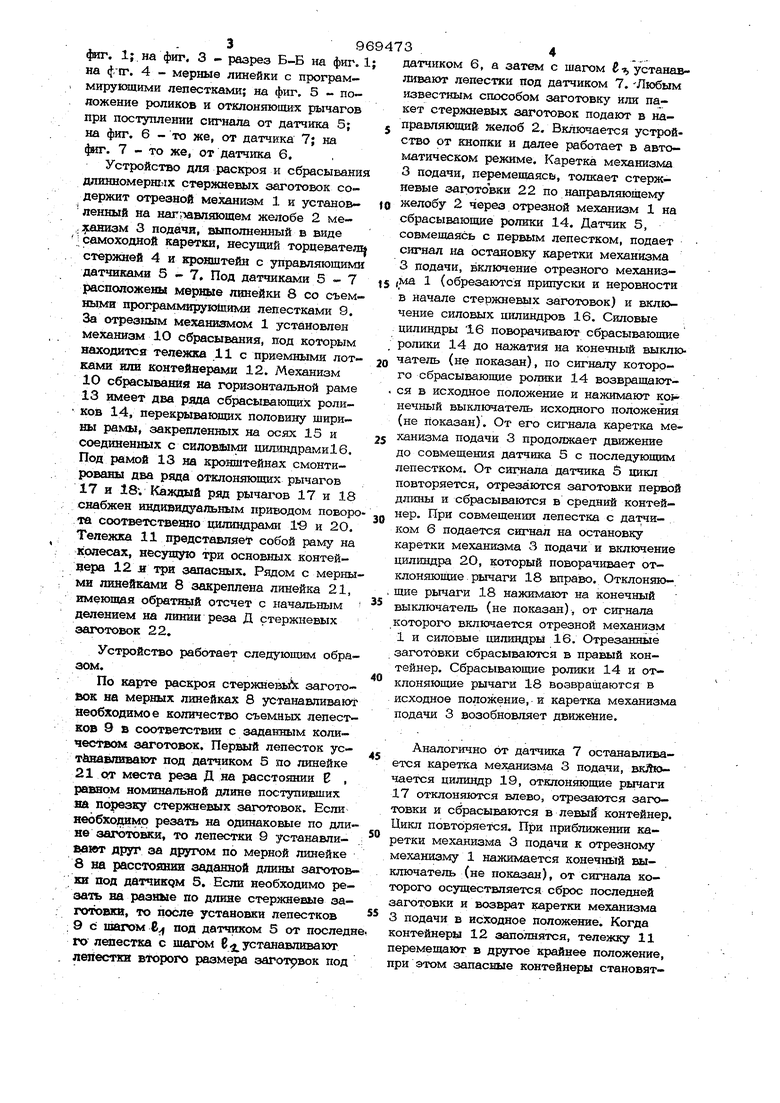
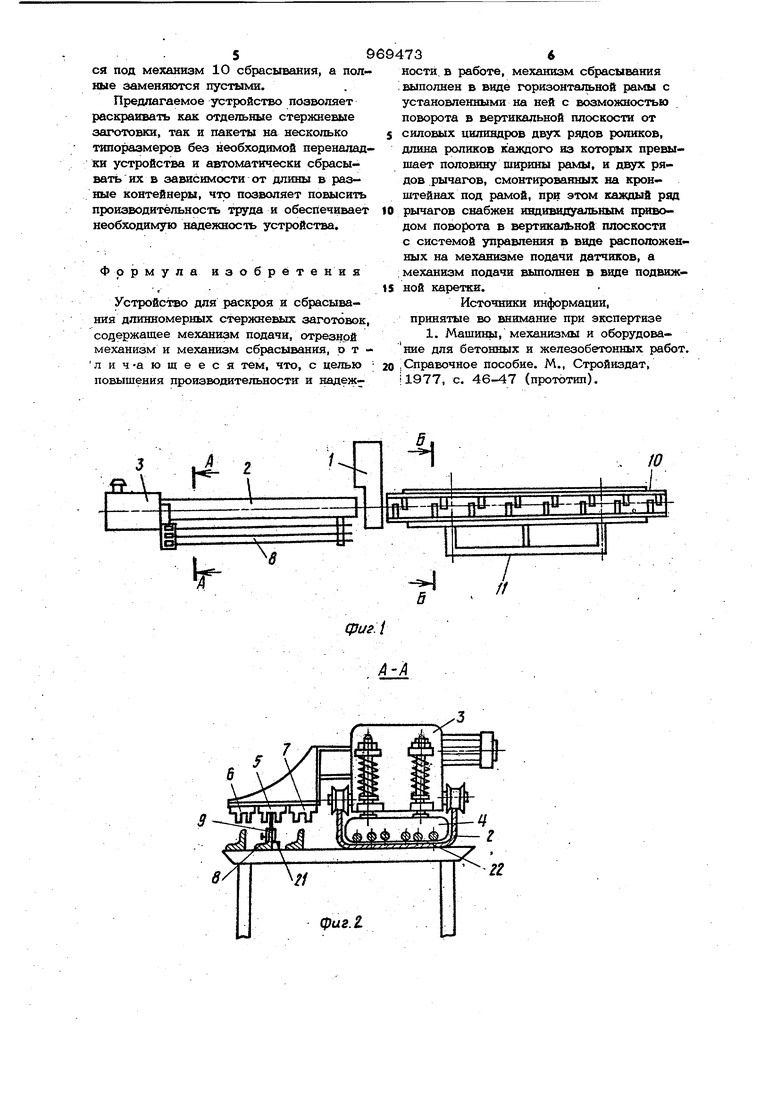
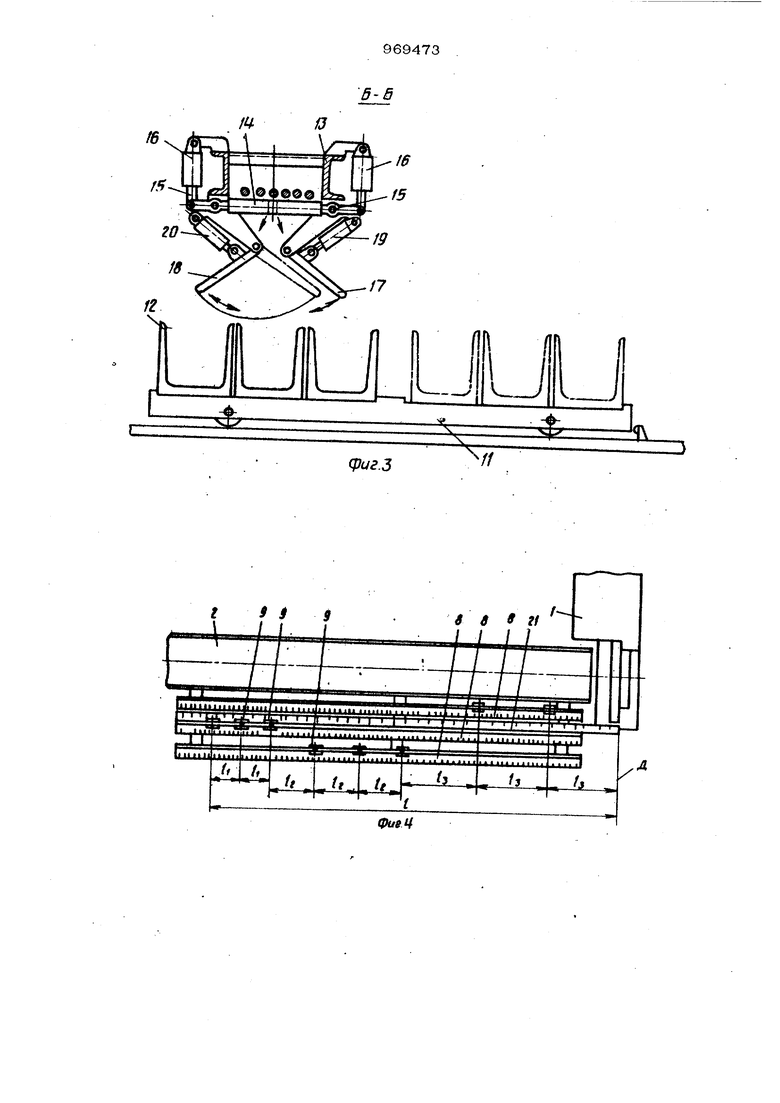
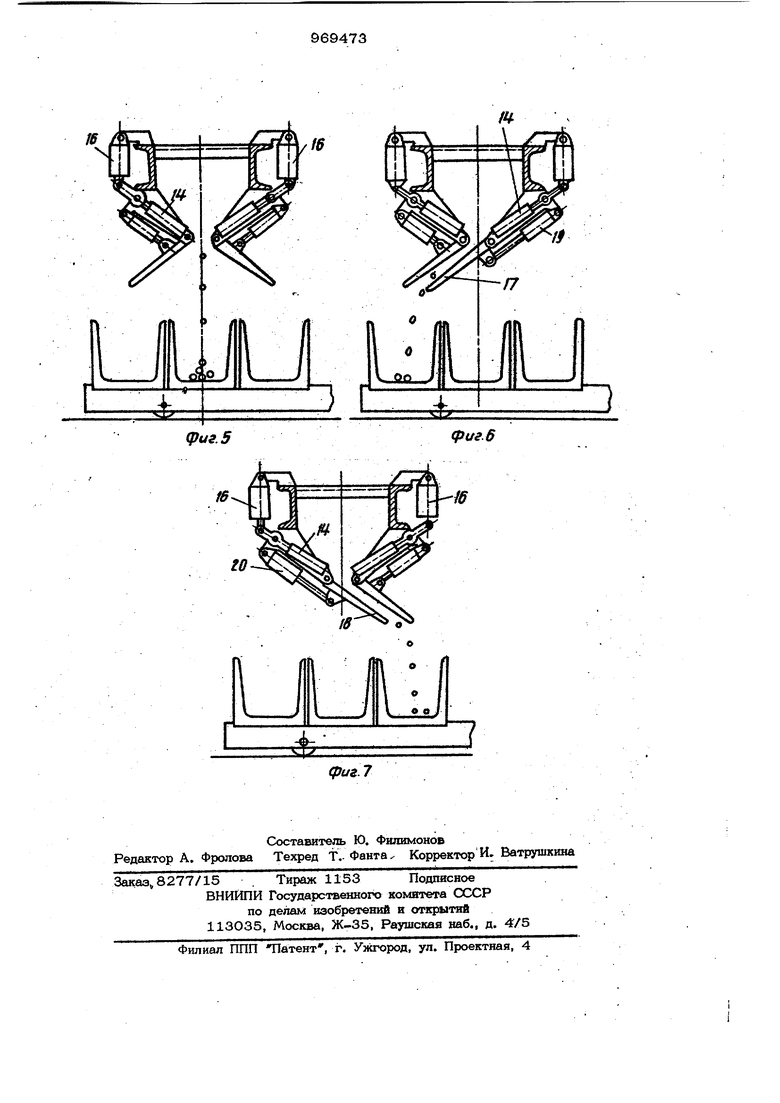
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1;.на фиг. 3 - разрез Б-Б на фиг. 1 на ф-1г. 4 - мерные линейки с программирующими лепестками; на фиг, 5 - положение роликов и отклоняющих рычагов при поступлении сигнала от датчика 5; на фиг. 6 - то же, от датчика 7; на фиг. 7 - то же, от датчика 6. Устройство для раскроя и сбрасывания длинномерщах стержневых заготовок содержит отрезной механизм 1 и установленный на наг;тавляющем желобе 2 ме. анизм 3 подачи, выполненный в виде самоходной кареткн, несущий ториевателв стерншей 4 и кронштейн с управляющими датчиками 5-7, Под датчиками 5 - 7 расположены мермие линейк с 8 со съемНЬ1ми программирующими лепестками 9. За отрезным механизмом 1 установлен механизм 10 сбрасывания, п;од которым находится тележка 11 с приемными лотка:мн юш контейнерами 12. Механизм 10 сбрасывания на горизонтальной раме 13 имеет два ряда сбрасывающих роликов 14, перекрывающих половину ширины рамы, закрепленных на осях 15 и соединенных с силовыми 1шлшадра.ми16. Под рамой 13 на кронштейнах смонтированы два ряда отклоняющих рычагов 17 и 18; Каждый ряд рычагов 17 и 18 снабжен индивидуальным пригюдом поворо та соответственно цилиадрами 1-9 и 2О. Тележка 11 представляет собой раму на колесах, несущую три основных контейнера 12 л три запасных. Радом с мерны ми линейками 8 закреплена линейка 21, имеющая обратный отсчет с начальным делением на линии реза Д стержневых заготовок 22. Устройство работает следующим образом. По карте раскроя стержнеззьЛс загото1юк на мерных линейках 8 устанавливают необходимое количество съемных лепестков 9 в соответствия с заданным количествсйл заготовок. Первый лепесток уст&ЕШвливаахг под датчиком 5 по линейке 21 места реза Д на расстоянии В , равном номинальной длине поступивших ва порезку стержневых заготовок. Если необходимо резать на одинаковые по дли не загЬто1зки, то лепестки 9 устанавливают яруг за другом по мерной линейке S на расстоянии заданной длины заготов ки под датчикдм 5. Если необходимо резать на разные по длине стержневые заготовкн, то после установки лепестков 9 с шагом 6, под датчиком 5 от послед го лепестка с шагом в устанавливают лепестки второго размера заготрвок под датчиком 6, а затем с шагом в-, устанавливают лепестки под датчиком 7. -Любым известным способом заготовку или пакет стержневых заготовок подают в направляющий желоб 2. Включается устройство от кнопки и далее работает в автоматическом режиме. Каретка механизма 3 подачи, перемещаясь, толкает стержневые заготовки 22 по направляющему желобу 2 через отрезной механизм 1 на сбрасывающие ролики 14. Датчик 5, совмещаясь с первым лепестком, подает сигнал на остановку каретки механизма 3 подачи, включение отрезного механизМа 1 (обрезаются припуски и неровности в начале стержневых заготовок) и включение силовых цилиндров 16. Силовые цилиндры 16 поворачивают сбрасывающие ролики 14 до нажатия на конечньй выключатель (не показан), по сигналу которого сбрасывающие ролики 14 возвращаются в исходное положение и нажимают нечный выключатель исходного положения (не показан). От его сигнала каретка механизма подачи 3 продолжает движение до совмещения датчика 5 с последующим лепестком. От сигнала датчика S цикл повторяется, отрезаются заготовки первой длины и сбрасываются в средний контейнер. При совмещении лепестка с датчиком 6 подается сигнал на остановку каретки механизма 3 подачи и включение цилиндра 20, который поворачивает отклоняющие рычаги 18 BnpaiBo. Отклоняю-, щие рычаги 18 нажимают на конечный выключатель (не показан), от сигнала которого включается отрезной механизм 1 и силовые цилиндры 16. Отрезанные заготовки сбрасываются в правый контейнер. Сбрасывающие ролики 14 и отклоняющие рычаги 18 возвращаются в исходное положение, и каретка механизма подачи 3 возобновляет движение. Аналогично от датчика 7 останавливается кареттса механизма 3 подачи, включается цилиндр 19, отклоняющие рычаги 17 отклоняются влево, отрезаются заготовки и сбрасываются в левый контейнер. Цикл повторяется. При приближении каретки механизма 3 подачи к отрезному механизму 1 нажимается конечный выключатель (не показан), от сигнала которого осуществляется сброс последней заготовки и возврат каретки механизма 3 подачи в исходное положение. Когда контейнеры 12 заполнятся, тележку 11 перемешают в другое крайнее положение, при этом запасные контейнеры становятся под механизм 10 сбрасывания, а пол ные заменяются пустыми. Предлагаемое устройство позволяет раскраивать как отдельные стержневые заготовки, так и пакеты на несколько типоразмеров без необходимой переналад ки устройс-паа и автоматически сбрасывать их в зависимости от длины в разные контейнеры, что позволяет повысит производительность труда и обеспечивае необходимую надежность устройства. Формула и зобретения Устройство для раскроя и сбрасывания длинномерных стержневых заготовок cojqepKamee механизм подачи, отрезной механизм и механизм сбрасывания, р т л и ч-а ю щ в е с я тем, что, с целью повышения производительности и надеж73ности, в работе, механизм сбрасывания выполнен в виде горизонтальной рамы с установленными на ней с возможностью поворота в вертикальной плоскости от силовых цилиндров двух рядов роликов, длина роликов каждого из которых превышает половину ширины рамы, и двух рядов рычагов, смонтированных на кронштейнах под рамой, при этом кажоый рад рычагов снабжен индивидуальным щжводом поворота в вертикальной плоскости с системой управления в виде расположенных на механизме подачи датчиков, а механизм подачи выполнен в виде подвижной каретки. Источники информации, принятые во внимание при экспертизе 1. Машины, механизмы и оборудование для бетонных и железобетонных работ. Справочное пособие. М., Стройиздат, 1977, с. 46-47 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Упор к отрезному станку для резки длинномерных заготовок | 1980 |
|
SU946826A1 |
| Устройство для мерной резки длинномер-НОгО МАТЕРиАлА | 1979 |
|
SU848132A1 |
| Установка для настилания полотнищ эластичных материалов и их раскраивания на заготовки | 1982 |
|
SU1066830A1 |
| Упор к отрезному станку для резки длинномерных заготовок | 1987 |
|
SU1440628A1 |
| Автоматическая линия заготовки мерных изделий | 1990 |
|
SU1808803A1 |
| Устройство для перемещения длинномерного материала | 1988 |
|
SU1581437A1 |
| Линия резки труб | 1984 |
|
SU1220235A1 |
| Установка для формирования настилов полотен эластичного материала | 1982 |
|
SU1079577A1 |
| Устройство для мерной резки проката | 1978 |
|
SU841805A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
-
//
V/
8/
фиг. 2.
//
(риг.З
