hd
Oi
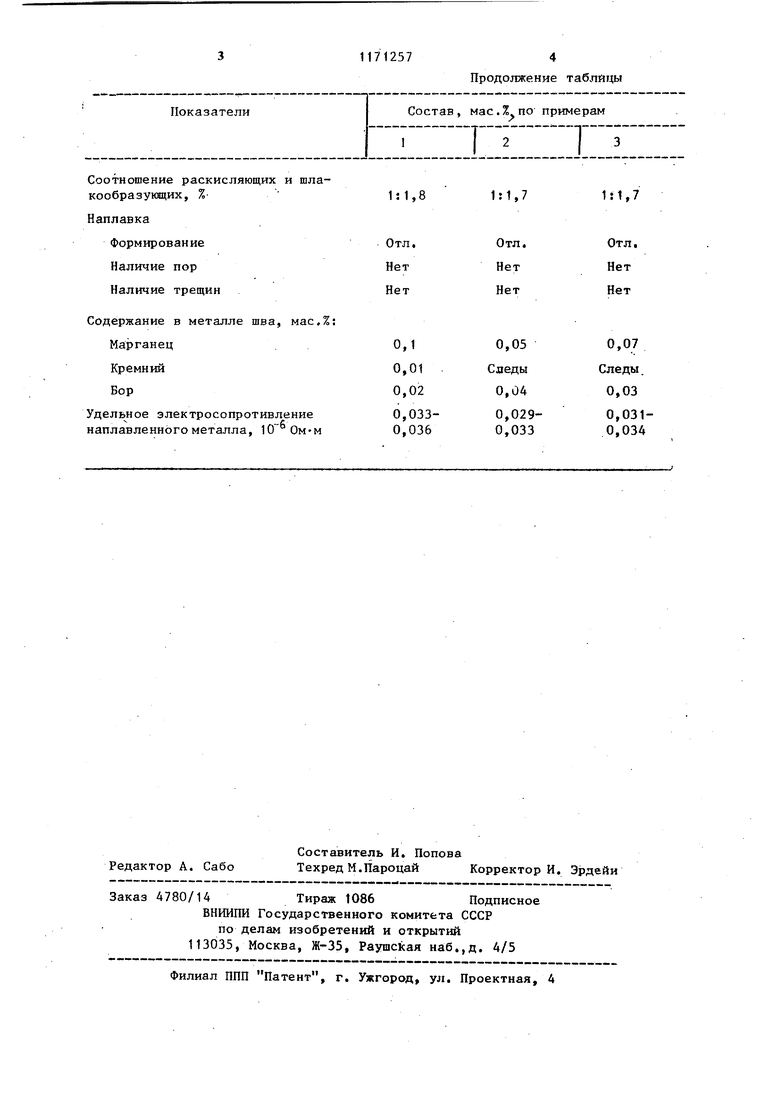
Изобретение относится к сварочному производству и предназначено преимущественно для гедиеводуговой сварки меди и ее низколегированных сплавов неплавящимся электродом. Цель изобретения - повьшение тепло- и электропроводности сварных соединений и снижение склонности шаов к образованию пор. Бор является хорошим раскислнтелем для меди и ее низколегированных сплавов и вместе с тем мало влияет на снижение тепло- и электропроводности сварных соединений. В качестве медной металлической основы данной проволоки использована V-образная ,. полученная холодным профилированием в неприводных роликовых калибрах кру лой медной проволоки марки Ml (ГОСТ 1173-70, диаметр 3-8 мм). Продольная канавка на медной про волоке вьтолняется таких размеров, чтобы после заполнения V-образного профиля наполнителем и последующей завальцовки полученной заготовки, отношение массы шихты к общей массе присадочной проволоки составляло . 1,0-1,6%. Применение в качест ве заготовки пороятсовой проволоки.V-образного профиля с заданными размерами канавки позволяет удалить из шихты медный порошок, а следовательно, уменьшить количество кислорода и водорода, попадающего в сварочную ванну. Это, в свою очередь, позволя уменьшить общее количество раскислителей в шихте, а также отношение массы шкхты к общей массе порошково присадочной проволоки. Существенное снижение содержания кремния и марганца в металле шва и, следовательно, повьш1ение тепло- и электропроводности сварного соединения возможно при содержа:нии силикомарганца в п(}оволоке менее 0,5%, Плотные швы при этом получаются при Содержании бора в проволоке свьш1е 0,05%, Если содержание бора в проволоке превьш1ает 0,15%, в кратере сварного шва появляются трещины. При соотношении раскисляющих и шлакообразующих компонентов в проволоке вьш1е 1:2 улучшение сварочнотехнологических показателей не наблюдается, однако при этом необходимо изготавливать V-образный профиль с большими размерами канавки для вве дения большого количества шихты. Снижение соотношения раскисляющих и шлакообразующих компонентов в проволоке менее 1:1,4 вызывает некоторые ухудшения формирования сварного соединения вследствие недостаточно активной обработки металла шва шлаком. Присадочные проволоки испытаны при пятислойной гелиеводуговой автоматической наплавке на медные пластины и ручной гелиеводуговой сварке неплавящимся . электродом стыковых соединений пластин меди марки Ml толщиной 20 мм и разделкой кромок. Режим наплавки: 1 280-320 А, Ufl 23-25 В, Vce 14-15 м/ч. 1... 500-550 А, Режим сварки: Un 25-28 В. Примеры составов опытньгх присадочных проволок и результаты их сварочнотехнологических испытаний приведены в т аблице.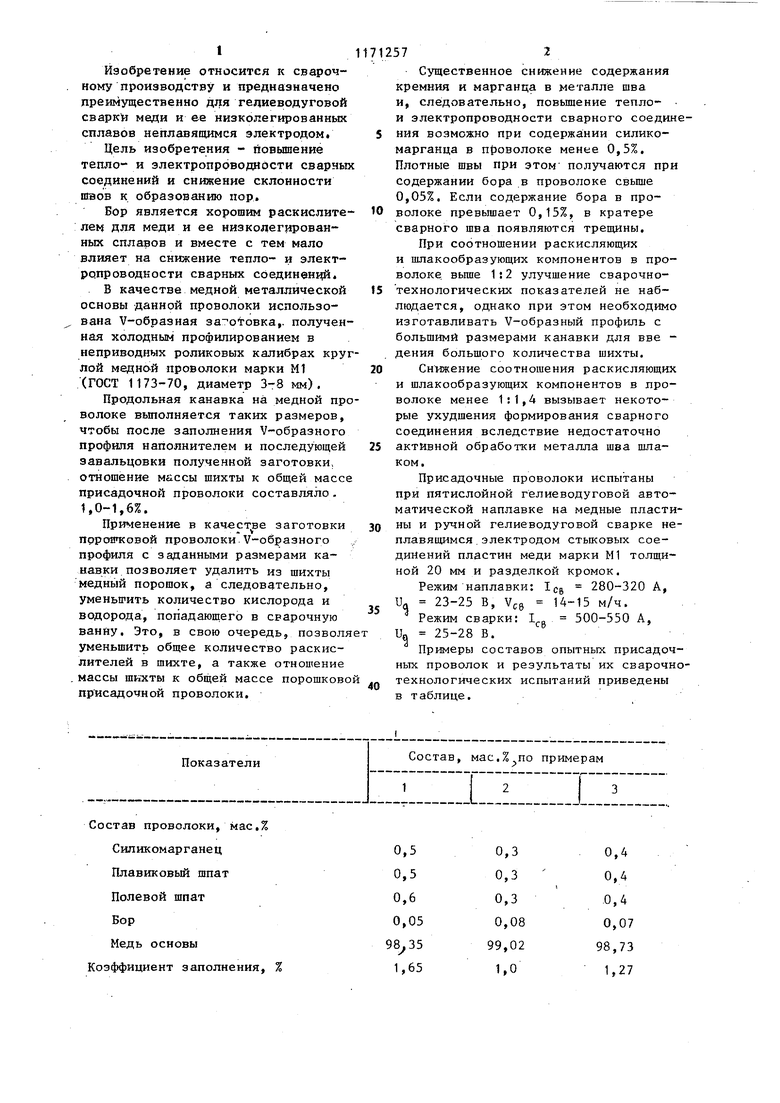
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав порошковой проволоки | 1981 |
|
SU946861A1 |
| Состав порошковой проволоки | 1977 |
|
SU659329A1 |
| Шихта порошковой проволоки | 1990 |
|
SU1731549A1 |
| Состав электродного покрытия | 1982 |
|
SU1082597A1 |
| Проволока для автоматической сварки меди под флюсом | 1985 |
|
SU1269954A1 |
| Состав шихты порошковой проволоки | 1990 |
|
SU1815088A1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 2012 |
|
RU2504465C1 |
| Состав шихты порошковой проволоки | 1981 |
|
SU967747A1 |
| Состав электродного покрытия | 1980 |
|
SU912458A1 |
| ШИХТА ПОРОШКОВОЙ ПРОВОЛОКИ | 1970 |
|
SU281696A1 |
СОСТАВ ПРИСАДОЧНОЙ ПРОВОЛОКИ, преимущественно с наполнителем для гелиеводуговой сварки меди и ее низколегированных сплавов неплавящимся электродом, состоящий из меди основы и порошкообразной шихты наполнителя, содержащей силикомарганец, плавиковый шпат и полевой шпат, отличаю.щийся тем, что, с целью повьш1ения тепло- и электропроводности сварных соединений и снижения склонности: швов к образованию пор, состав порошкообразной щихты наполнителя дополнительно содержит бор при следующем соотношении компонентов состава, мас.%: Силикомарганец 0,3-0,5 Плавиковый шпат 0,3-0,5 Полевой шпат 0,3-0,6 Бор0,05-0,08 (Л Медь основы Остальное
Состав проволоки, мае.%
Силикомарганец
Плавиковый шпат
Полевой шпат
Бор
Медь основы Коэффициент заполнения.
0,5
0,3
0,4 0,5 0,3 0,4 0,6 0,3 .0,4 0,05 0,08 0,07 99,02 98,73 1,65 1,0 1,27
Продолжение таблицы
| Порошковая проволока | 1973 |
|
SU490608A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Состав порошковой проволоки | 1981 |
|
SU946861A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
