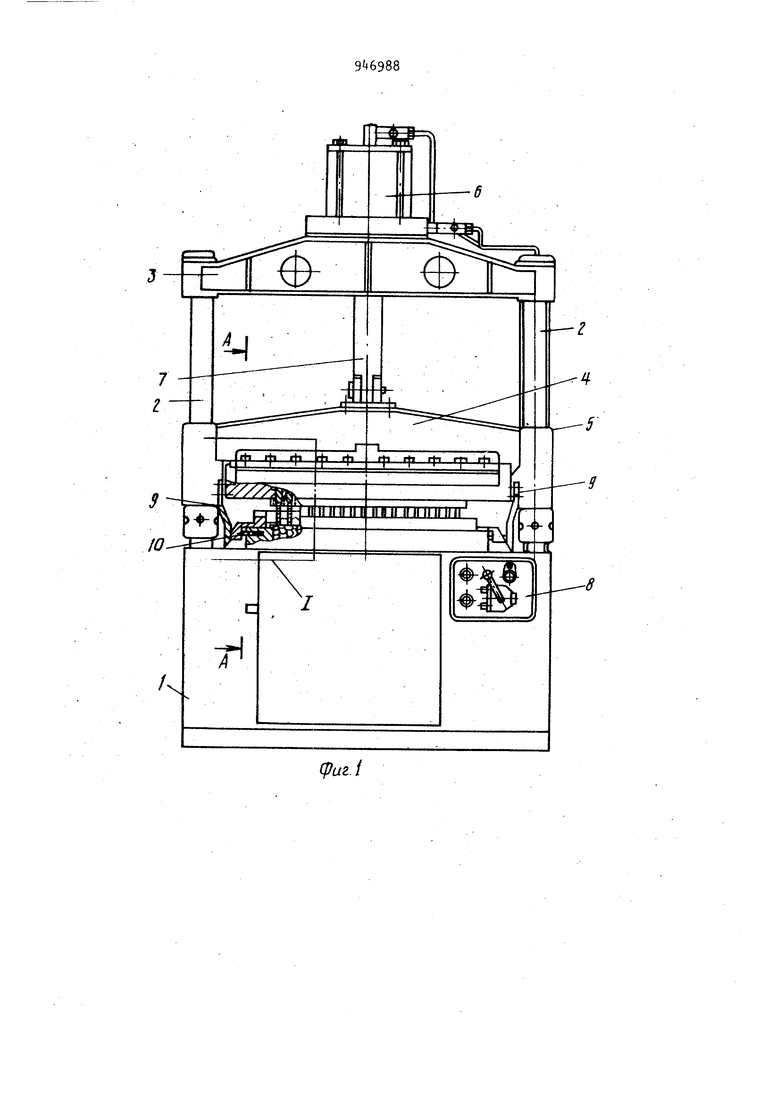
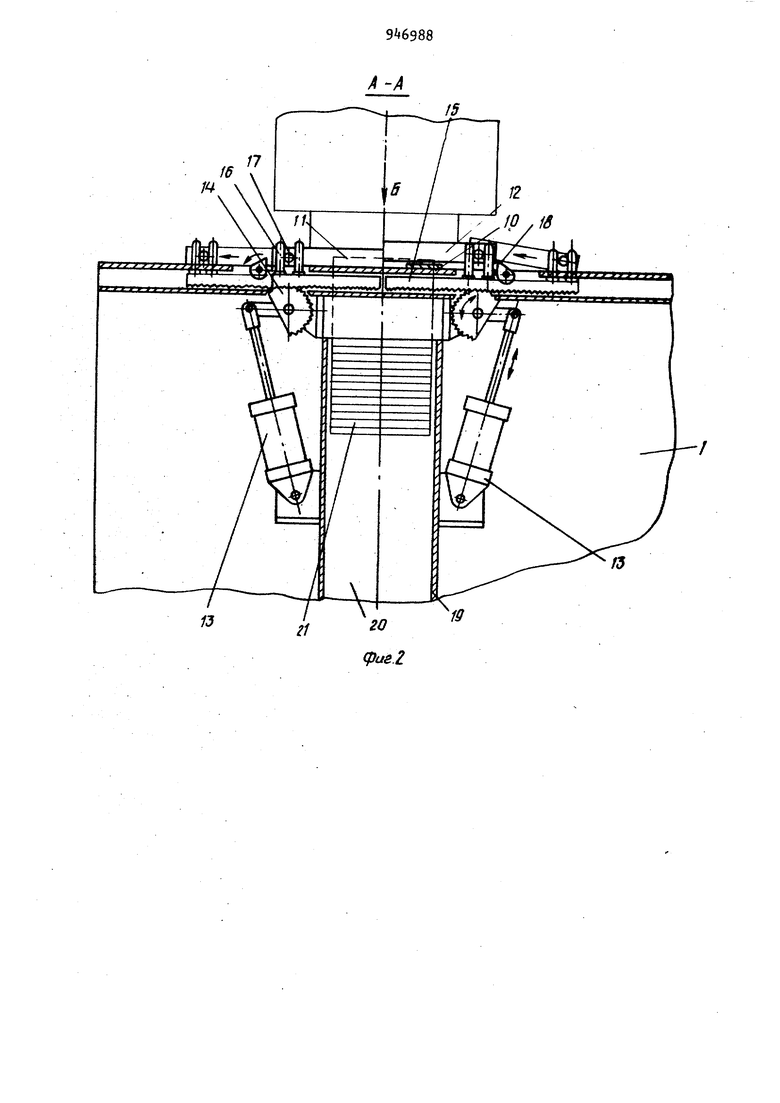
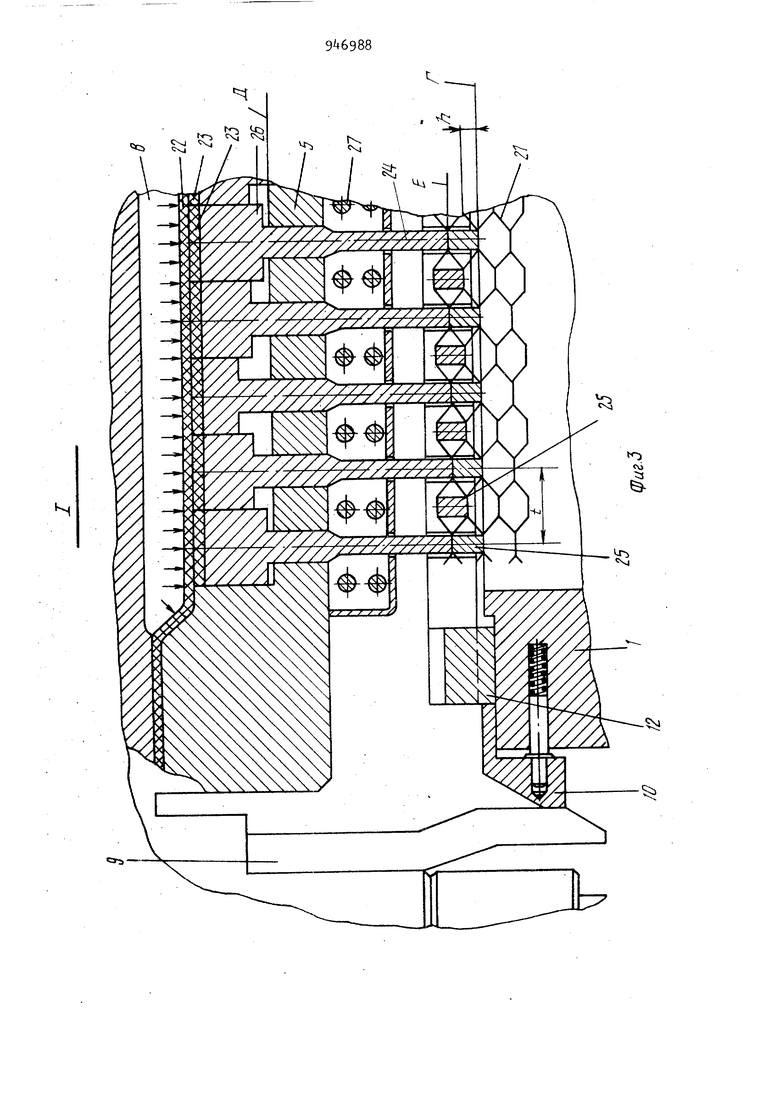
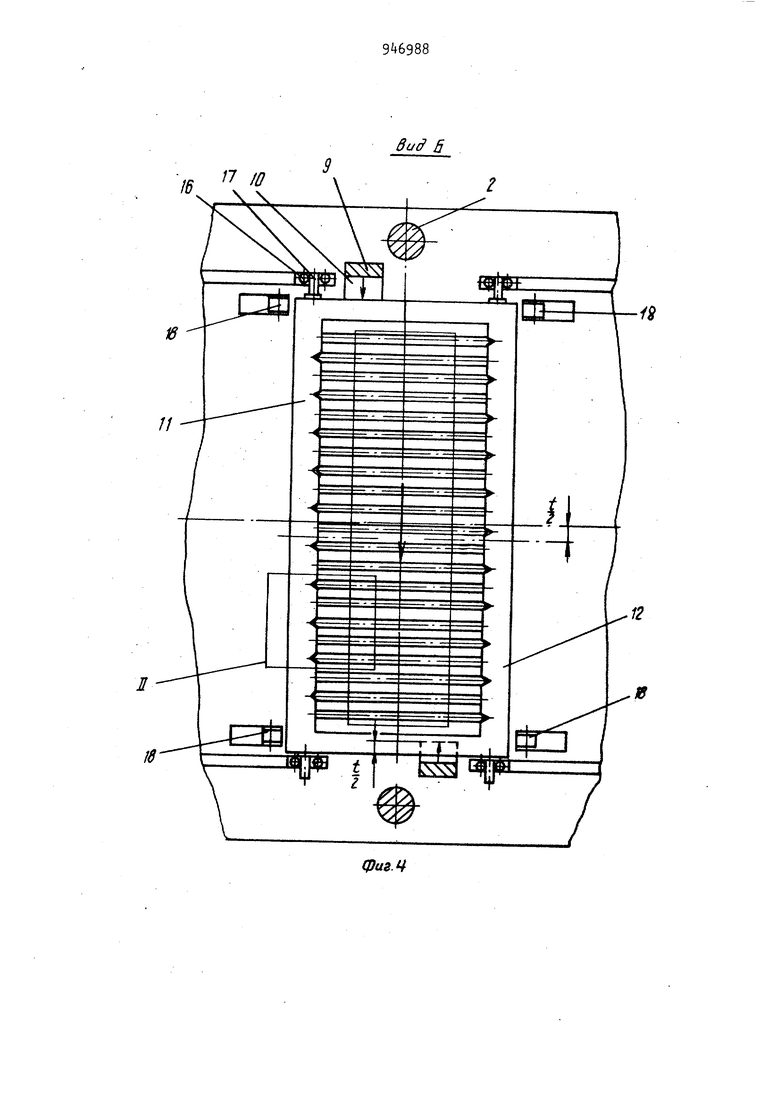
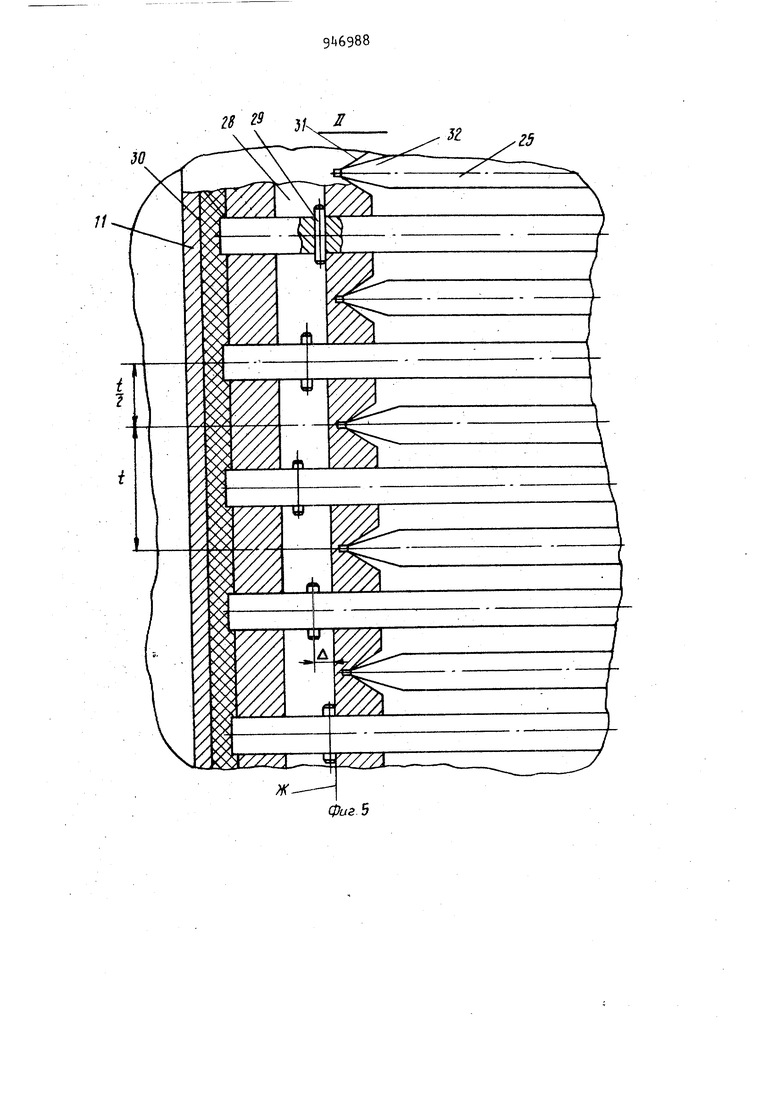
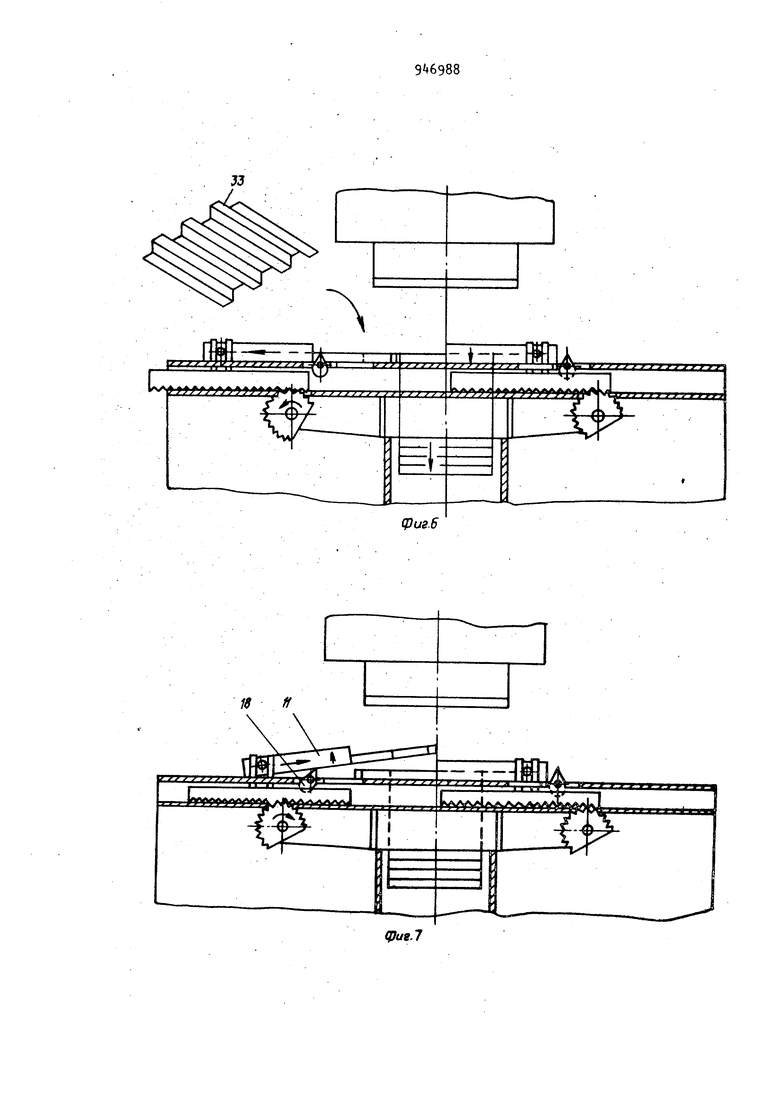
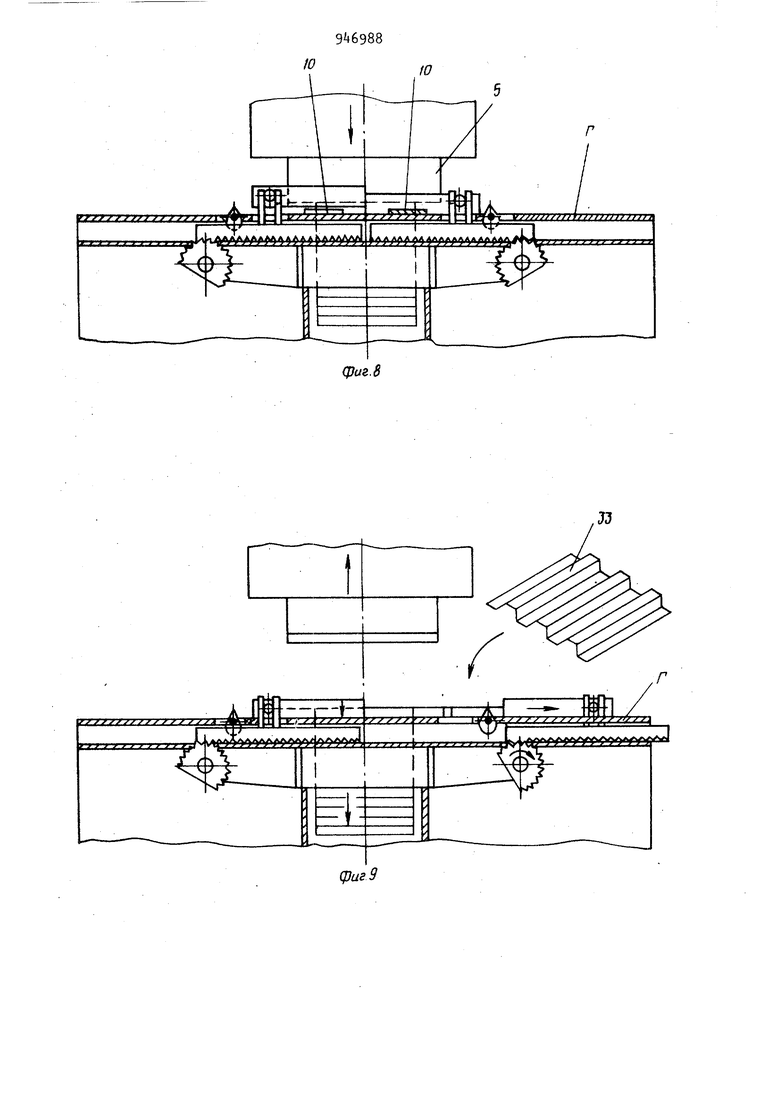
Изобретение относится к устройствам для изготовления сотовых конструкций из различных материалов. ИзвестнЬ устройство для изготовления сотовых блоков, содержащее стол средство для формирования ячеек, вкл чающее смонтированные в корпусах стержни, привод перемещения стержней средство нагрева стержней и накопитель сотовых блоков. Стержни установлены в корпусе в чередующемся порядке - полые стержни с зажимными планками и полые стержни с нагревательными элементами, при этом внутрь каждого стержня с зажимными планками вставлена воздушная камера с возможностью контактирования с последними 1. Недостаток устройства - невысокое качество сотовых блоков, особенно с малыми размерами ячеек. Цель изобретения - повышение каче ства сотовых блоков. Указанная цель достигается тем, что в устройстве для изготовления сотовых блоков, содержащем стол, средство для формирования ячеек, включающее смонтированные в корпусах стержни, привод перемещения стержней, средство нагрева стержней и накопитель сотовых блоков, средство для формирования ячеек включает пуансон, смонтированные в нем с возможностью взаимодействия со стержнями прессующие плитки и установленные на пуансоне поводки, а привод перемещения стержней имеет укрепленные на столе подпружиненные толкатели для взамодействия с поводками. Каждый корпус, имеет центрирующие пазы для взаимодействия со стержнями другого корпуса, при этом стержни в корпусах подпружинены. Стол имеет пазы и установленные в них упоры для взаимодействия с корпусами стержней. 3 sl Прессующие плитки имеют заплечики размещенные на различной высоте от рабочей поверхности пуансона. На фиг. 1 представлено устройство общий вид;, на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - вид по стрелке Б на фиг. 2; на фиг. 5 - Узел II на фиг. (взаимоцентрирование подвижных стержней); на фиг. 6-11 - пооперационно цикл изготовления одной ячейки сотового блока. Устройство для изготовления сотовых блоков включает стол 1 с двумя скалками 2, стянутыми перекладиной 3, траверсу с пуансоном 5, пневмопривод 6 со штоком 7, панель 8 управления. Пуансон 5 снабжен поводками 9, на столе 1 закреплены подпружи ненные толкатели 10 с возможностью взаимодействия с поводками 9 при. включении привода 6 и воздействия на корпусы 11 и 12. Качающиеся цилиндры 13 установленные внутри стола 1, соединены с зубчатьми секторами 1, в зацеп.лении с которыми находятся рейки 15 с вилками 16. В вилках 1б свободно распол жены цапфы 17 впрессованные в корпу сы 1 Г и 12, а последние при включеНИИ цилиндров 13 взаимодействуют с упорами 18, установленными в пазах стола 1. Внутри стола двумя поперечными листами 13 оформлен проем 20 дл размещения получаемого сотового блока 21. В корпусе пуансона 5 выполнена по лость В для сжатого газа, взаимодействующего через мембрану 22 на тепло изолирующие прокладки 23 прессующих плиток 2k, а последние занимают положение, совпадающее с положением стержней 25 корпуса 12, находящегося на плоскости 1 стола. Прессующие плитки 2 установлены в корпусе пуансона 5 с возможностью взаимных перемещений, т, е. автономно, и снабжены заплечиками 26, размещенными на различной высоте от рабочей поверхности Д пуансона 5- Обогреваются плитки 2 нагревательными элементами 27. В корпусах 11 и 12 выполнен общий для всех стержней 25 поперечный паз 28, а в стержни 25 с переменн,ым зазором Д в пределах паза 28 впрессованы цапфы 29, дискретно взаимодействующие со стенкой-паза (плоскость ж), а сами стержни подпру инены амортизатором 30- Каждый корус (например 11) имеет центрирующие азы 31 для взаимодействия со стернями 25 другого корпуса (например, 12). Пазы 31 выполнены с шагом t и смещены от осей стержней 25 на полшага i /2. . Поэтому при совмещении корпусов 11 и 12 стержни 25 с одной стороны упираясь скошенными концами 32 в пазы 31, ас другой стороны сжимая амортизатор 30, становятся параллельно друг другу с совмещенным шагом t/2. Устройство работает следующим образом. Для описания одного цикла изготовения одной ячейки сотового блока показано исходное положение, представленное на фиг. 6. Оба корпуса 11 и 12 поданы влево, причем на стержнях 25 корпуса 12 ви сит изготавливаемый блок 21, пуансон 5 поднят вверх. На стержни корпуса 11 кладут очередную профилированную заготовку 33, включают привод осевой подачи корпуса 11 (цилиндр 13) и он начинает движение вправо, транспортируя на своих стержнях заготовку 33- П-образный (в плане) корпус 11, наезжая на упоры 18, приподымается вместе со стержнями и заготовкой 33 над корпусом 12 и, продолжая движение до прохождения центра масс упоров 18, занимает горизонтальное верхнее положение, опираясь через предыдущую приклееную к блоку 21 заготовку и скользит по ней до совмещения с корпусом 12 и описанного центрирования стержней. Пуансон 5 опускают вниз, при этом ближний к наблюдателю упор 10 смещает корпус 12 по плоскости Г (а вместе с ним пассажиром корпус 11 и весь блок 2|) от наблюдателя в поперечном направлении на полшага t/l посредством взаимодействия: поводок 9 - толкатель 10 - корпус 12. Диагонально расположенный упор 10 совершает при этом холостой ход, проскальзывая под корпусом 11. Происходит, таким образом, совмещение прессующих плиток 2 со стержнями 25 корпуса 12, лежащего на плоскости Г. Коснувшись заготовки 33 (плоскость Е), плитки 2 передают давление сжатог,о газа на места склеивания и далее стержни 25 на стол 1. Происходит процесс приклеивания заготовки 33 к блоку 21 с заданными температурой.
давлением и выдержкой, после чего пуансон 5 поднимают вверх и сбрасывают давление сжатого газа из камеры В.
Включают привод корпуса 12 и он, скользя вправо по плоскости Г, освобождает корпус 11, последний под действием собственной массы опускается на плоскость Г, а вместе с ним опускается в проем 20 и блок 21 на величину h (фиг. З). Упоры 18 вначале утапливаются корпусон 12 в пазы заподлицо с плоскостью стола 1, а после прохождения его вновь взводятся в рабочее положение, поскольку их центры масс находятся ниже осей поворота.
Затем укладывают новую заготовку 33 на стержни корпуса 12, включают привод его перемещения влево и вновь совмещают корпусы со стержнями (фиг. 10 и 11), но теперь верхнее положение занимает корпус 12.
Опуская пуансон 5, смещают совмещенные корпусь в поперечном направлении к наблюдателю на полшага t/i воздействием дальнего толкателя 10 на корпус 11, а ближний толкатель 10 на сей раз совершает холостой ход, проскальзывая под корпусом 12.
После приклеивания заготовки 33 поднимают пуансон 5. включают привод корпуса 11 и устройство приходит в исходное положение (фиг. 6). Цикл изготовления одной ячейки окончен. Далее циклы повторяются до полного изготовления сотового блока и последний вынимают, для чего оба корпуса отводят в крайние положения.
Процесс изготовления сотового блока на предлагаемом устройстве может
вестись полностью в автоматическом режиме.
Формула изобретения
1.Устройство для изготовления сотовых блоков, содержащее стол, средство для формирования ячеек, включающее смонтированные в корпусах стержни, привод перемещения стержней, средство нагрева стержней и накопитель сотовых блоков, отличающееся тем что, с целью повышения качества сотовых блоков, средство для формирования ячеек включает пуансон, смонтированные в нем с возможностью взаимодействия со стержнями прессующие плитки
и установленные на пуансоне поводки, , а привод перемещения стержней имеет укрепленные на столе подпружиненные толкатели для взаимодействия поводками.
2.Устройство по п. 1, отличающееся тем, что каждый кор riyc имеет центрирующие пазы для взаимодействия со стержнями другого корпуса, при этом стержни в корпусах подпружинены.
3- Устройство по п. 1, отличающееся тем, что стол имеет пазы и установленные в них упоры для взаимодействия с корпусами стержней.
4. Устройство по п. 1, отличающееся тем, что прессующие плитки имеют заплечики, размещенные на различной высоте от рабочей поверхности пуансона.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 795785, кл. В 23 К 3/00, 25.09-78.
(риг.1
н
ви 5
фиг. Ч
фиг 5

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления сотовыхблОКОВ | 1978 |
|
SU795785A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Способ поперечной гибки профилированного или продольно-гофрированного листового металла и устройство для его осуществления | 1981 |
|
SU1207390A3 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КИРПИЧЕЙ | 1991 |
|
RU2034707C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2014236C1 |
| Автоматизированный агрегат для горячей штамповки | 1978 |
|
SU904860A1 |
| Автоматическая линия для изготовления деталей зонтичных каркасов из проволоки | 1983 |
|
SU1296271A1 |
| Штамп для листовой штамповки штучных заготовок | 1986 |
|
SU1382538A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |