Изобретение относится к конструкции трехроликовой головки для накатки наружной резьбы, устанавливаемой на шпинделе резьбонарезного станка и имеющей цИv1индpичecкий ксрнус, поводксвую муфту и кривошипы, несуш.ие накатные ролики н кинематически связанные с ведуш,им кольцом.
Недостатком известных резьбо накат11ых головок аналогичной конструкции является сложность регулировки раствора роликов на заданный диаметр резьбы.
Конструкция онисываемо трехроликово головки упрошает регулировку раствора роликов и одновременно позволяет накатывать резьбу любой длины, допускаемо г ходом суппорта станка.
Особенность этой трехроликовой головки состоит в том, что в ней применено регулировочное кольцо, поворачиваемое относительно корпуса посредством червячной передачи и снабженное аксиа/шными отверстиями, через которые пропущены штифты, жестко укрепленные на поводковой муфте и входящие своими концами в отверстия втулок ведущего кольца.;
При этом концы штифгтов выполнесты коническими, а запре:сованные в ведущее кольцо втулки снабжены коническими расточками.
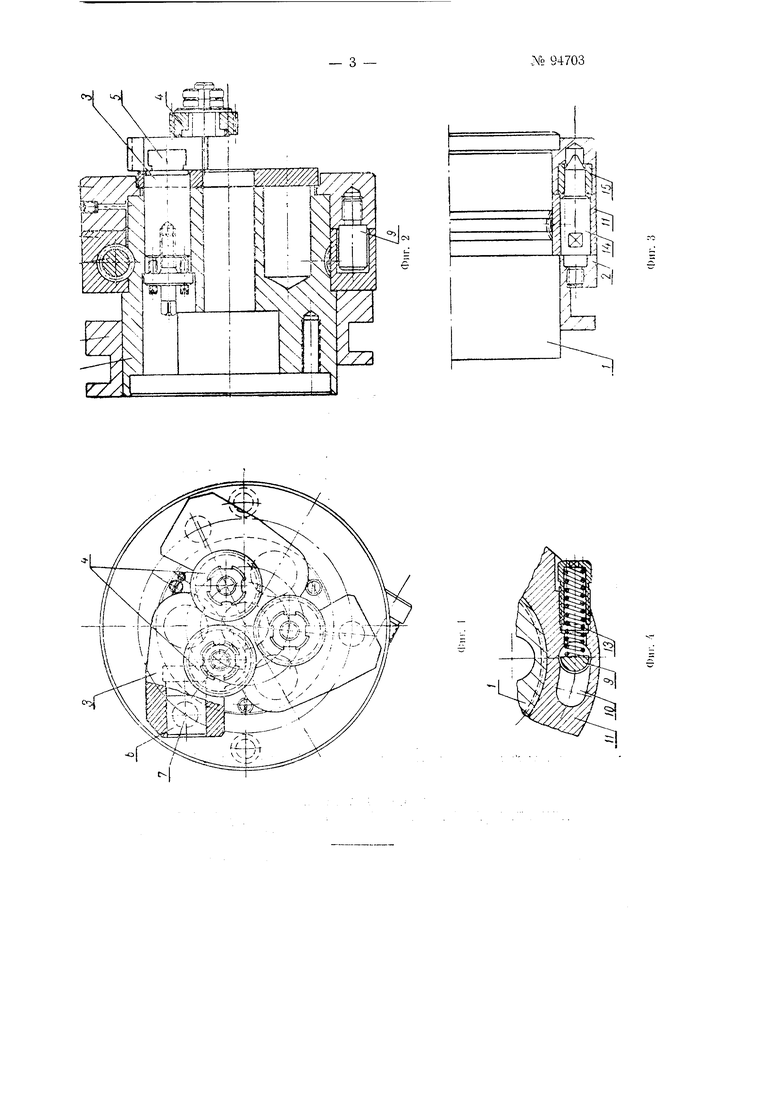
На фиг. 1 изобра;жеп общий В11дтрехролик1овой головки со стороны роликов; на фиг. 2-вид ее в разрезе; на фиг. 3-схема расположения щтифта в регулировочном кольце и на фиг. 4-часть регулировочного кольца с поворачивающей его пружиной.
Трехроликовая головка заключает в себе цилиндрический корпус 1, на котором установлена подвижно поводковая :муфта 2 и три кривощипа 3, вставленные в аксиальные отверстия корпуса и несущие накатные ролики 4.
Щеки кр ивошипов снабжены Т-образными пазами 5, в которые входят головки 6 штырей 7, свободно установленных в отверстиях ведущего кольца 8, монтированного на корпусе /.
№ 94703
В кольце 8 жестко укреплен палец 9, свюбодный коиец которого входит в отверстие 10 регулировочного кольца //, сочленениого с корпусом 1 червяком 12.
В тангенциальном отверстии регулировочного кольца 11 установлена спир.альная пружина 13, упирающаяся в Палец 9 и стремящаяся повериуть ведущее кольцо 8 и кривощипы 3 в положение, при KOTiopoM ролики 4 отводятся от нарезаемого прутка.
Поворот ведущего кольца 8 и кривощипюв 3 с роликами 4 в рабочее положение производится тюсредством щтифтов 14, пропущенных через акс:И1альные отверстия регулировочного кольца // л жестко укрепленных на поводковой муфте 2.
При перемещении поводковой муфты вправо конические концы щтифтоВ 14 входят во втулки 15, имеющие коническую расточку и запрессованные в ве|Дущее кольцо 8, в результате чего происходит noiBOрот кольца 8 в рабочее положение.
Перемещение поводковой муфты влево осуществляется действие.м суппорта, производящего продольную под-ачу накатываемого прутка. Наличие сквозного отверстия в корпусе 1 головки позволяет накатывать резьбу па прутках длпн1ой., соответствующей длине хода суппорта станка.
При регулировке раствора ро.тиков 4 регулировочное кольцо // поворачивают вместе с ведущил кольцом 8 относительно корпуса /. При этом головки 6 щтырей 7, переМ1ещаясь в пазах 5 щек кри1вощипов 3, поворачивают последние, что и изменяет величину раствора роликов 4.
П р е д м е т изобретения
1.Трехроликовая головка для накатки наружной резьбы, состоящая из цилиндрического корпуса, подвижно монШрованной «а нем поводковой муфты и установленных в его аксиальных отверстиях кривощипов, несущих накатные ролики и кинематически связанных с ведущим кольцом посредством щтырей, входящих головками в Т-образные пазы щек кривощипов, отличающаяся тем, что, с целью обеспечения регулировки величишы pacTBOpia роликов и фиксирования их в рабочем положении, в ней применено регулировочное кольцо, поворачиваемое относительно корпуса посредством червячной передачи и снабженное аксиальными отверстиями, через которые пропупдены штифты, жестко укрепленные на поводковой муфте и входящие своими концами в отверстия втулок ведущего кольца, новорачиваемог-о пружиной при выходе щтифтоз из отверстий.
2.Форма выполнения трехроликовой головки по п. 1, отличающаяся тем, что, с иелъю обеспечения поворота ведущего кольца в рабочее положение, концы щтифтов выполнены коническими, а запрессованные в ведущее кольцо втулки снабжены коническими расточками.
Ч Ч 1,
ПШ Vk
1К1ГЯ
г -( V
, r:t, N
. I h f
i:S ;je;ri- i l ч i
fcifflbo
WiW
K
EZZl
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к станку типа карусельно-фрезерного или карусельно-шлифовального для нанесения верхних рифлении на лезвиях сегментов режущих аппаратов сельхозмашин способом накатывания | 1952 |
|
SU97068A1 |
| ?5Сь=СОЮЗНАЯ1Ш''^^ТйО-17;шм"^мм[ | 1973 |
|
SU387771A1 |
| Приспособление для накатки рифов | 1991 |
|
SU1785477A3 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ И ДРУГИХ ПРОФИЛЕЙ | 1993 |
|
RU2061571C1 |
| Устройство для обработки наружной поверхности конца полой заготовки | 1977 |
|
SU653013A1 |
| Профиленакатной станок | 1976 |
|
SU749518A1 |
| Установка для накатывания резьбы | 1981 |
|
SU984593A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| Устройство для накатывания резьбы | 1988 |
|
SU1599150A1 |