(54) КРИСТАЛЛИЗATOP-ИНДУКТОР ДЛЯ НЕПРЕРЫВНОЙ ОТЛИВКИ АЛЮМИНИЕВЫХ СЛЯБОВ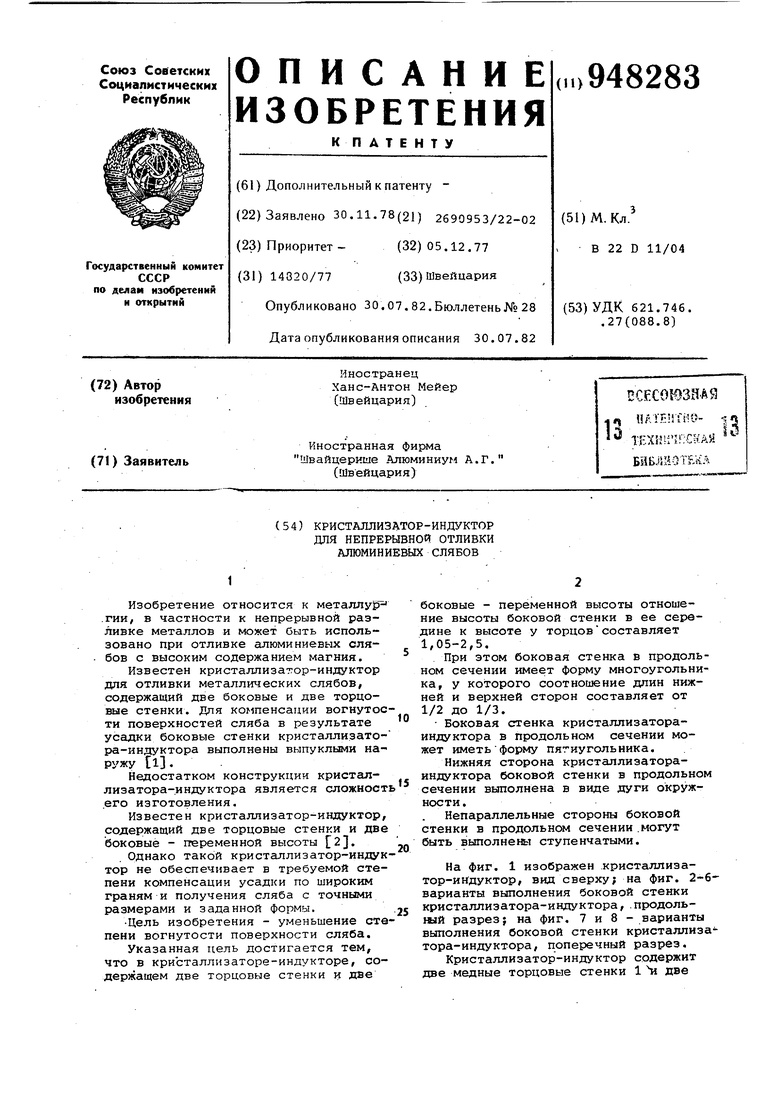
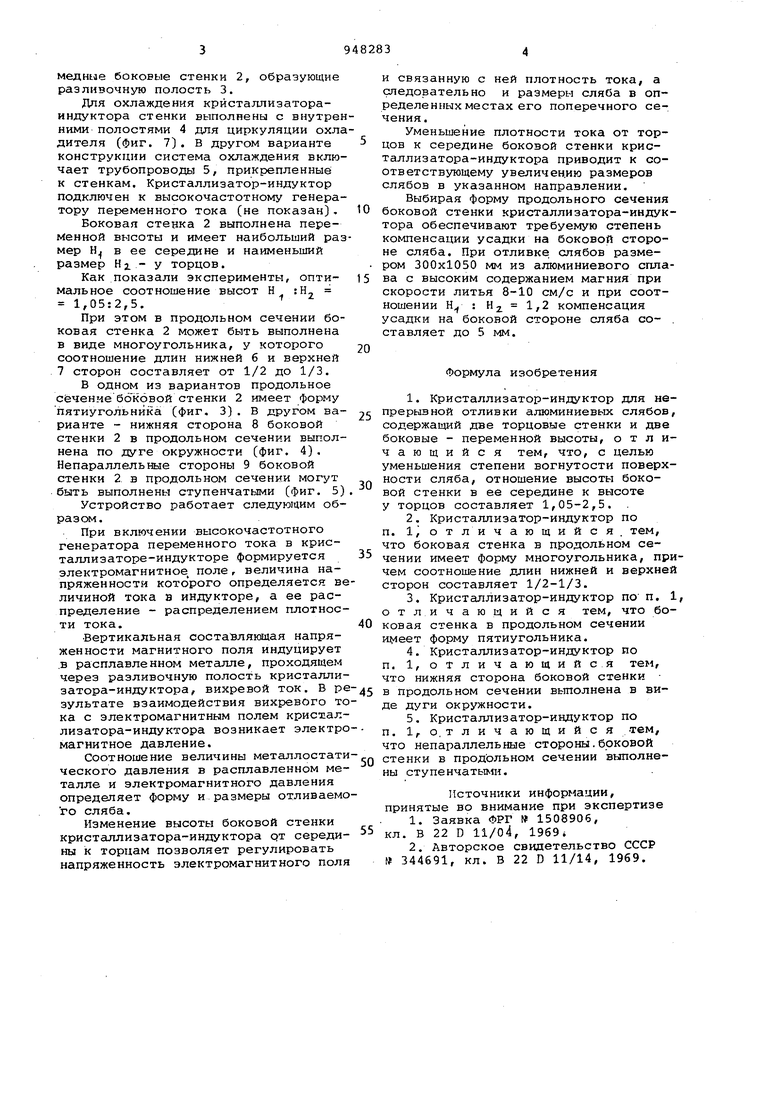
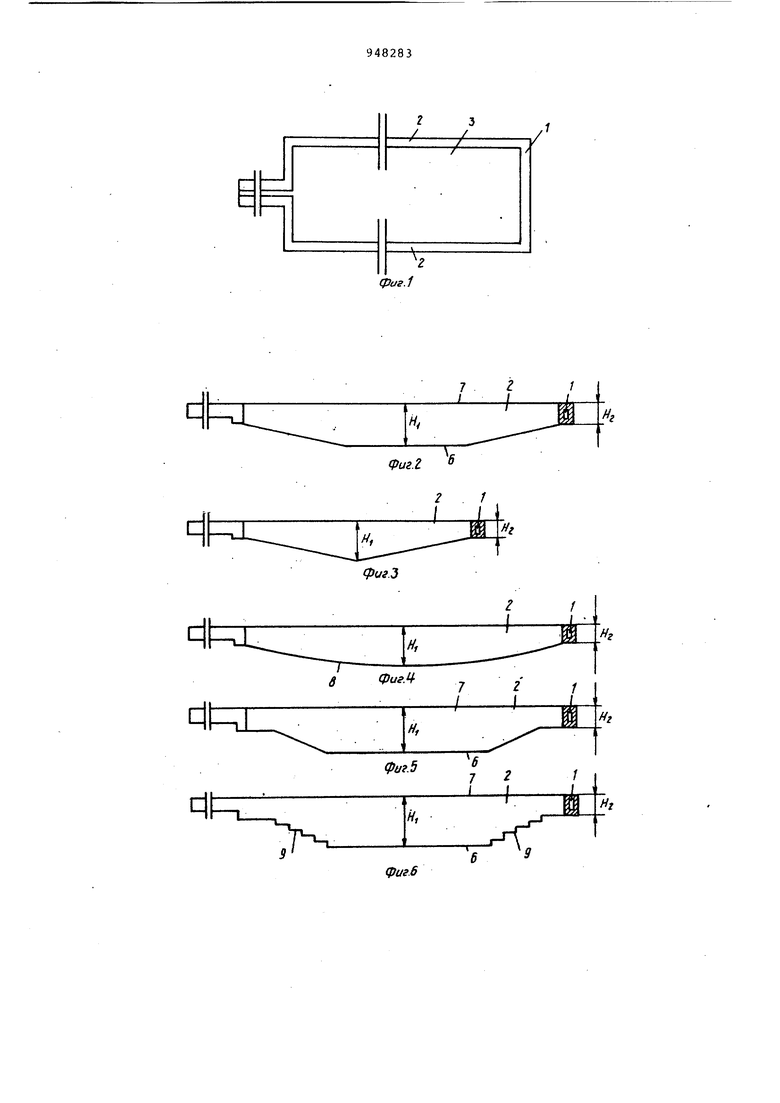
Изобретение относится к металлур .гии, в частности к непрерывной разливке металлов и может быть использовано при отливке алюминиевых слябов с высоким содержанием магния. Известен кристаллизат ор-индуктор для отливки металлических слябов, содержащий две боковые и две торцовые стенки. Для компенсации вогнутос ти поверхностей сляба в результате усадки боковые стенки кристаллизатора-индуктора выполнены выпуклыми наружу tl . Недостатком конструкции кристгшлизатора-индуктора является сложност его изготовления. Известен кристаллизатор-индуктор, содержащий две торцовые стенки и две боковые - переменной высоты 2. Однако такой кристаллизатор-индук тор не обеспечивает в требуемой степени компенсации усадки по широким граням и получения сляба с точны1 и размерами и заданной формы. Цель изобретения - уменьшение сте пени вогнутости поверхности сляба. Указанная цель достигается тем, что в кристаллизаторе-индукторе, содержащем две торцовые стенки и две боковые - переменной высоты отношение высоты боковой стенки в ее середине к высоте у торцовсоставляет 1,05-2,5. При этом боковая стенка в продольном сечении имеет форму многоугольника, у которого соотношение длин нижней и верхней сторон составляет от 1/2 до 1/3. Боковая стенка кристаллизатораиндуктора в продольном сечении может иметьформу пятиугольника. Нижняя сторона кристаллизатораиндуктора боковой стенки в продольном сечении выполнена в виде дуги окружности. Непараллельные стороны боковой стенки в продольнс сечении.могут быть выполнены ступенчатыми. На фиг. 1 изображен кристаллизатор-индуктор, вид сверху; на фиг. 2-6варианты выполнения боковой стенки кристаллизатора-индуктора,.продольный разрез; на фиг. 7 и 8 - варианты выполнения боковой стенки кристаллизатора-индуктора, поперечный разрез. Кристаллизатор-индуктор содержит две медные торцовые стенки 1 две
медньае боковые стенки 2, образующие разливочную полость 3.
Для охлаждения кристаллизатораиндуктора стенки выполнены с внутренними полостями 4 для циркуляции охладителя (фиг. 7). В другом варианте конструкции система охлаждения включает трубопроводы 5, прикрепленные к стенкам. Кристаллизатор-индуктор подключен к высокочастотному генератору переменного тока (не показан).
Боковая стенка 2 выполнена переменной высоты и имеет наибольший размер Н в ее середине и наименьший размер HI - у торцов.
Как показали эксперименты, оптимальное соотношение высот Н :Н 1,05:2,5.
При этом в продольном сечении боковая стенка 2 может быть выполнена в виде многоугольника, у которого соотношение длин нижней б и верхней 7 сторон составляет от 1/2 до 1/3.
В одном из вариантов продольное сечение бокбвой стенки 2 имеет Форму пятиугольника1 (фиг. 3) . В другом варианте - нижняя сторона 8 боковой стенки 2 в продольном сечении выполнена по дуге окружности (фиг. 4) . Непараллельные стороны 9 боковой стенки 2 в продольном сечении могут быть выполнены ступенчатыми (фиг. 5)
Устройство работает следующим обраэом.
При включении высокочастотного генератора переменного тока в кристаллизаторе-индукторе формируется электромагнитное, поле, величина напряженности которого определяется величиной тока в индукторе, а ее распределение - Pel определением плотности тока.
Вертикальная составляющая напряженности магнитного поля индуцирует .в расплавленном металле, проходящем через разливочную полость кристаллизатора-индуктора, вихревой ток. В результате взаимодействия вихревого тока с электромагнитным полем кристаллизатора-индуктора возникает электромагнитное давление.
Соотношение величины металлостатического давления в расплавленном металле и электромагнитного давления определяет форму и размеры отливаемого сляба.
Изменение высоты боковой стенки кристаллизатора-индуктора QT середины к торцам позволяет регулировать напряженность электромагнитного поля
и связанную с ней плотность тока, а следовательно и размеры сляба в определенных местах его поперечного сечения.
Уменьшение плотности тока от торцов к середине боковой стенки кристаллизатора-индуктора приводит к соответствующему увеличению размеров слябов в указанном направлении.
Выбирая форму продольного сечения
0 боковой стенки кристаллизатора-индуктора обеспечивают требуемую степень компенсации усадки на боковой стороне сляба. При отливке слябов размером 300x1050 мм из алюминиевого сплава с высоким содержанием магния при скорости литья 8-10 см/с и при соотношении Н : tt2 1,2 компенсация усадки на боковой стороне сляба со- . ставляет до 5 мм.
Формула изобретения
содержащий две торцовые стенки и две боковые - переменной высоты, отличающийся тем, что, с целью уменьшения степени вогнутости поверхности сляба, отношение высоты боковой стенки в ее середине к высоте у торцов составляет 1,05-2,5.
п. 1, отличающийся, тем, что боковая стенка в продольном сечении имеет форму многоугольника, причем соотношение длин нижней и верхней сторон составляет 1/2-1/3.
п. 1, отличающийся тем, что нижняя сторона боковой стенки 5 в Продольном сечении вьтолнена в виде дуги окружности.
п. 1, о.тличающийся тем, что непараллельные стороны.боковой 0 стенки в продольном сечении выполнены ступенчатыми.
Источники информации, принятые во внимание при экспертизе
И,
н.
