Изобретение относится к области металлообработки и может быть использовано при обработке многогранных- отверстий.
Известна деформирующая протяжка для обработки многогранных отверстий, включающая переднюю направляющую, рабочие элементы и заднюю направляющую 1.
Такое выполнение протяжки не обеспечивает получение точного профиля отверстия детали при увеличении силы протягивания.
Целью изобретения является повышение точносги обрабатываемого отверстия и снижение силы протягивания.. .
Цель достигается тем, что средние части каждой грани задней направляющей в осевом направлении выполнены с занижением, ширина которого составляет 0,8-0,95 общей ширины каждой граниj причем занижения средних частей каждой грани задней направляющей в поперечном сечении могут иметь форму сегмента.
При таком исполнении повшиается точность обрабатываемого отверстия и снижается сила протягивания.
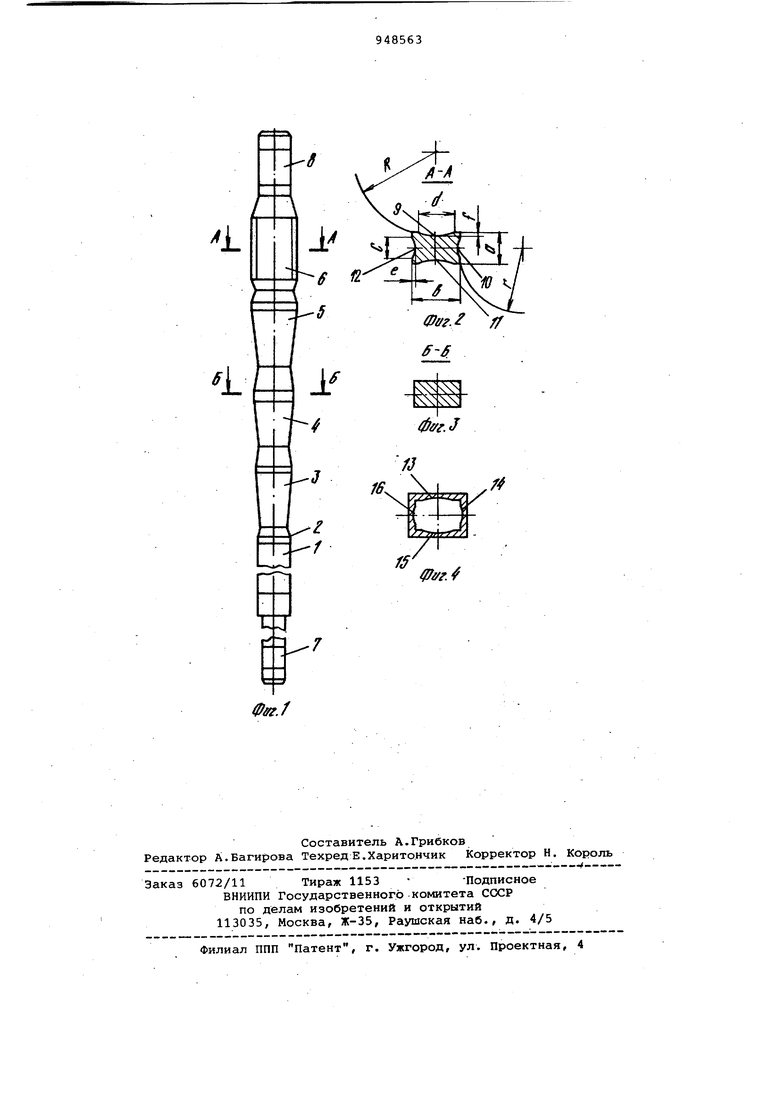
На фиг. 1 представлена протяжка , общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - профиль от5верстия, обработанного протяжкой, известной по прототипу.
Протяжка для обработки многогранных отверстий состоит из передней направляющей 1 фиг. 1 , рабочих эле10ментов 2, 3, 4 и 5 и задней направляющей 6, а также переднего 7 и заднего 8 хвостовиков. Поперечное сечение (фиг. 3) деформирующих . элементов 2, 3, 4 и 5 (фиг. 1) соответ15ствует прЪфилю обрабатываемого от.верстия. Средние части каждой грани задней направляющей 6 в осевом направлении выполнены с занижениями 9, 10, .11 и 12 (фиг. 2), глубина ко20торых е и f равна половине суммы величины упругой усадки отверстия и поля допуска на отверстие, а ширины с и d составляют 0,8-0,95 ширины сторон задней направляющей соответ25ственно а и Ъ . Занижения 9, 10, 11 и 12 в поперечном сечении могут иметь форму сегмента, т.е. дно их выполнено по радиусам R иг.
Протйжка работает следуюсдим обра30чом. Обрабатываемая заготовка„устанавливается в жестком корпусе приспособ ления. Протяжка передней направляюще Iустанавливается в отверстие обраба тываемой заготовки, а передним хвоетовиком 7 : акрепляется в патроне про тяжного станка. В процессе обработки рабочие элементы 2, 3, 4 и 5 раздают отверстие заготовки до необходимого размера, а задняя направляющая 6 фор мирует точный профиль обработанного oT верстия. Формирование точного профил отверстия обеспечивается за счет того, что благодаря приданию задней направляющей 6 фасонной формы уравниваются пластические перемещения всех точек поверхности обрабатываемого отверстия несмотря на различную жесткость детали по ширине граней обрабатываемого отверстия-детали. . Кроме того, наличие занижений 9, 10 IIи 12 на задней направляющей 6 не только обеспечивает получение точного профиля обработанного отверстия но и снижает силу протягивания за счет уменьшения сил трения обрабатываемой поверхности по задней направляющей б. Если на задней направляю- ; щей 6 не выполнить занижений 9, 10 11 и 12,а выполнить грани направляющих плоскими аналогично форме-ленточек рабочих элементов (фиг.З) ,то на гранях обработанного отверстия образуют выпуклости 13, 14, 15 и 16 (фиг. 4), т.е. не будет получено отверстие с з данной точностью. Основным преимуществом протяжки является то, что она позволяет уравновесить пластические перемещения всех точек отверстия обрабатываемой детали несмотря на переменную жесткость детали по ширине грани обрабатываемого отверстия детали Кцследовательно, повысить точность обработанного отверстия детали. Кроме того протяжка позволяет снизить силу трения на задней направляющей протяжки. Все это позволит использовать процесс деформирующего протягивания при изготовлении прямоугольных волноводов взамен применяемого в настоящее время сложного технологического процесса многократного прокатывания на квадратной оправке и локальной доводки. Предварительный расчет показал, что годовой экономический эффект от внедрения протяжки на одном предприятии позволит получить годовой экономический эфффект более 100 тыс. руб. за счет повышения производительности труда и экономии металла, при работе 20 комплектами инструмента.Ориентировочная потребность народного хозяйства в объектах с использованием заявляемого изобретения около 150 шт. в год. Ожидаемый годовой экономический эффект от максимального объема использования изобретения составит более 750 тыс. руб. Формула изобретения 1.Деформирующая протяжка для обработки многогранных отверстий, включая переднюю направляющую, рабочие элементы и заднюю направляющую, о т ли.чающаяся , тем, что, с целью повышений точности обрабатываемого отверстия и снижения силы протягивания, средние части каждой грани задней направляющей в осевом направлении выполнены с занижением, ширина которого составляет 0,8-0,95 общей ширины каждой грани. 2.Протяжка по п. 1, отлича-, ю щ а я с я тем, что занижения средних частей каждой грани задней направляющей в поперечном сечении имеют форму сегмента. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 340489, кл. В 23 D 43/02, 1969.
i
i.
| название | год | авторы | номер документа |
|---|---|---|---|
| Протяжка для чистовой обработки многогранных отверстий | 1982 |
|
SU1060357A1 |
| Сборная протяжка | 1987 |
|
SU1504018A1 |
| Опора к протяжному станку | 1980 |
|
SU921720A1 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИКОМЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2191664C2 |
| Способ протягивания глубоких отверстий | 1988 |
|
SU1532278A1 |
| Устройство для остановки процесса деформирующего протягивания | 1977 |
|
SU742057A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2478456C2 |
| Способ определения величины упругой усадки отверстия сложного профиля при выборе наружного диаметра деформирующего элемента протяжки | 1978 |
|
SU778958A1 |