(54) СПОСОБ ОПРЕДЕЛЕНИЯ ВЕЛИЧИНЫ УПРУГОЙ УСАДКИ
ОТВЕРСТИЯ СЛОЖНОГО ПРОФИЛЯ ПРИ ВЫБОРЕ НАРУЖНОГО ДИАМЕТРА ДЕФОРМИРУЮЩЕГО ЭЛЕМЕНТА
1
Изобретение относится к металлообработке и может быть использовано при выборе конструктивных параметров деформирующих протяжек.
Известен способ определения величины упругой усадки отверстий сложного профиля при выборе наружного диаметра деформирующего элемента протяжки, включающий пробное протягивание отверстия протяжкой с деформирующим элементом, наружный диаметр которого равен номинальному диаметру отверстия 1.
При таком исполнении низка достоверность получаемых результатов и высока трудоемкость исполнения.
Цель изобретения - повышение точности и упрощения способа.
Поставленная цель достигается тем, что полученное после пробного протягивания отверстие протягивают режущей круглой протяжкой, зубья которой имеют непрерывное лезвие, определяют диаметр зуба, на котором образуется первая кольцевая
ПРОТЯЖКИ
неразделенная стружка и принимают величину усадки по соотношению
2 б DIC - D 1
5 где 8 - величина упругой усадки по диаметру отверстия, мм;
DK - наружный диаметр деформирующего элемента, с помощью которого осуществляют пробное протягивание, мм;
- йаружный диаметр первого к переднему хвостовику зуба, на котором образуется кольцевая неразделенная стружка, мм.
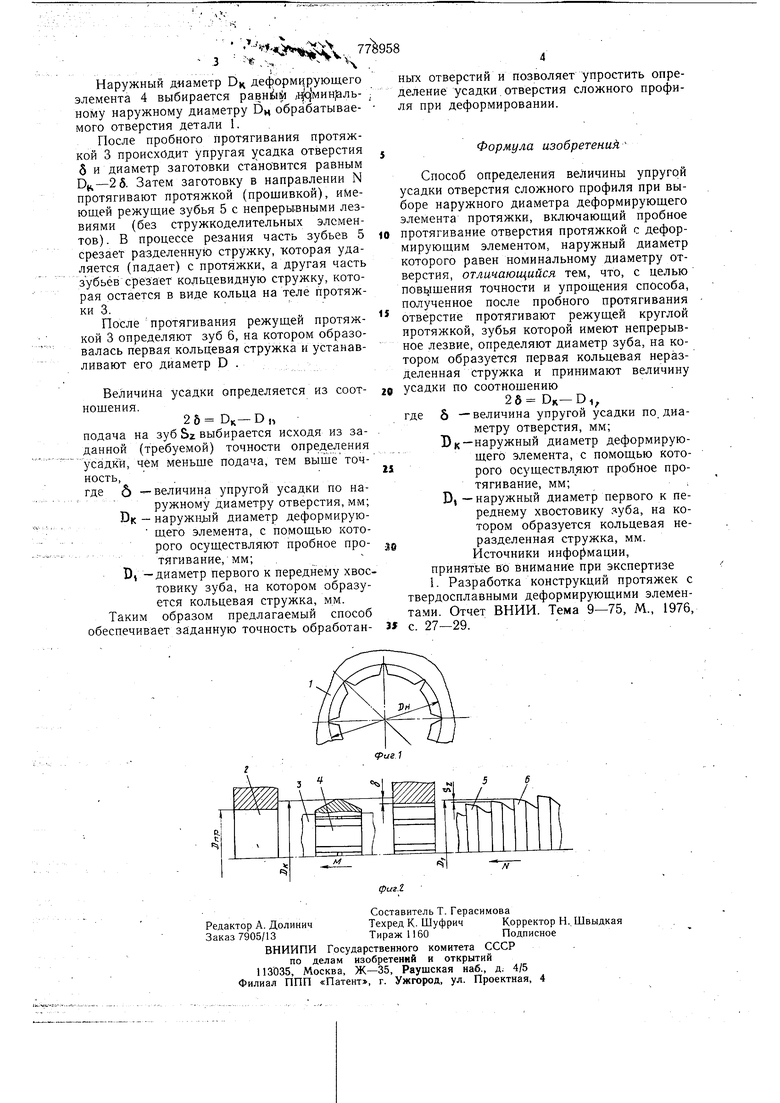
На фиг. 1 представлено сечение обраба sтываемого отверстия, на фиг. 2 - схема протягивания.
Для определения усадки б по наружному диаметру DH детали 1 заготовку ее с предварительно обработанным отверстием 2 20 протягивают протяжкой 3 с деформирующим элементом 4, у которого профиль соответствует профилю детали 1 (направление протягивания показано по стрелке М).
Наружный д-иаметр D деформирующего элемента 4 выбирается ;1|ямин)альному наружному диаметру DH обрабатываемого отверстия детали 1.
После пробного протягивания протяжкой 3 происходит упругая усадка отверстия 6 и диаметр заготовки становится равным Оц-25. Затем заготовку в направлении N протягивают протяжкой (прошивкой), имеющей режущие зубья 5 с непрерывными лезвиями (без стружкоделительных элементов) . В процессе резания часть зубьев 5 срезает разделенную стружку, которая удаляется (падает) с протяжки, а другая часть зубьев срезает кольцевидную стружку, которая остается в виде кольца на теле протяжки 3.
После протягивания режущей протяжкой 3 определяют зуб 6, на котором образовалась первая кольцевая стружка и устанавливают его диаметр D .
Величина усадки определяется из соотношения.
26 DK- D „
подача на зуб Sz выбирается исходя из заданной (требуемой) точности определения усадки, чем меньше подача, тем вьплеточкость,.
где 6 - величина упругой усадки по наружному диаметру отверстия, мм; D(c - наружн.ый диаметр деформирую щето элемента, с помощью которого осуществляют пробное протягивание, мм;
D -диаметр первого к переднему хвостовику зуба, на котором образуется кольцевая стружка, мм. Таким образом предлагаемый способ обеспечивает за Данную точность обработанных отверстий и позволяет упростить определение усадки отверстия сложного профиля при деформировании.
Формула изобретений
Способ определения величины упругой усадки отверстия сложного профиля при выборе наружного диаметра деформирующего элемента протяжки, включающий пробное протягивание отверстия протяжкой с деформирующим элементом, наружный диаметр которого равен номинальному диаметру отверстия, отличающийся тем, что, с целью пов1з 1щения точности и упрощения способа, полученное после пробного протягивания отверстие протягивают режущей круглой протяжкой, зубья которой имеют непрерывное лезвие, определяют диаметр зуба, на котором образуется первая кольцевая неразделенная стружка и принимают величину усадки по соотношению
2д DK-DV
где 6 -величина упругой усадки по диаметру отверстия, мм; Б ц-наружный диаметр деформирующего элемента, с помощью которого осуществляют пробное протягивание, мм;
D(-наружный диаметр первого к переднему хвостовику .чуба, на котором образуется кольцевая неразделенная стружка, мм. Источники информации, принятые во внимание при экспертизе 1. Разработка конструкций протяжек с твердосплавными деформирующими элементами. Отчет ВНИИ. Тема 9-75, М., 1976, с. 27-29.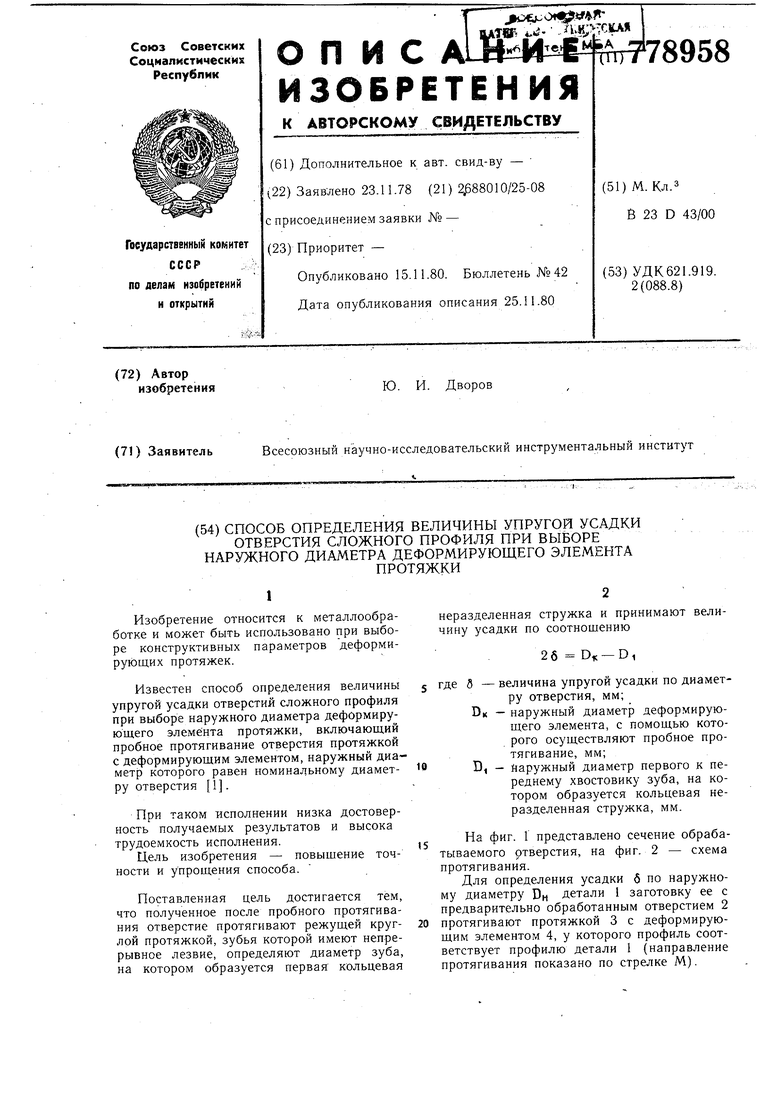
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ деформирующе-режущего протягивания | 1987 |
|
SU1493445A1 |
| Способ протягивания глубоких отверстий | 1984 |
|
SU1199492A1 |
| ПРОТЯЖКА | 1973 |
|
SU379338A1 |
| Способ протягивания глубоких отверстий | 1988 |
|
SU1532278A1 |
| Способ деформирующе-режущей обработки и деформирующе-режущая протяжка для его осуществления | 1987 |
|
SU1488183A1 |
| Деформирующе-режущая протяжка | 1990 |
|
SU1787076A3 |
| Протяжка | 1990 |
|
SU1815021A1 |
| Деформирующе-режущая протяжка | 1990 |
|
SU1801734A1 |
| Способ протягивания глубоких отверстий | 1986 |
|
SU1400807A2 |
| Протяжка | 1988 |
|
SU1703305A1 |
