1
Изобретение относится к области контактной сварки и может быть использовано для измерения амплитуды импульсов сварочного тока на машинах всех типов.
Известны устройства для измерения сварочного тока 1 и 12 .
Недостатком известных устройств является из высокая погрешность при измерении несинусоидальной формы сварочного тока.
Известно устройство для измерения сг ароч- . ного тока, содержащее датчик магнитного поля, элементы индикации и источник питания 3.
Недостатком известного устройства является то, что точная регистрация предельного отклонения сварочного тока осуществляется при его j неизменной форме импульса. При отклонении формы импульсов сварочного тока за счет действия возмущений нарушается связь между напряжением на выходе катушки и амплитудой импульса, что, в свою очередь, снижает 20 точность контроля и качества огарки. Высокое напряжение на выходе катушки индуктивности требует повышенных мер безопасности при работе с устройством.
Целью изобретения является повышение точности измерения амплитуды импульсов сварочного тока несинусоидальной формы и повышение качества сварки.
Цель достигается тем, что устройство, содержащее датчик магнитного поля, элементы индикации и источник питания, снабжено направляющей штангой и установлешгой с возможностью перемещения по ней кареткой, датчик магнитного поля выполнен в виде магнитоуправляемых контактов, а приборы индикации вьшолнены в виде светодиодов s пключенных последовательно с магнитоуправляемыми контактами в цепь источника питания и размещенных в каретке, при этом направляющая щтанга установлена перпендикулярно направлению сварочного тока и снабжена шкалой , с градуировкой силы тока.
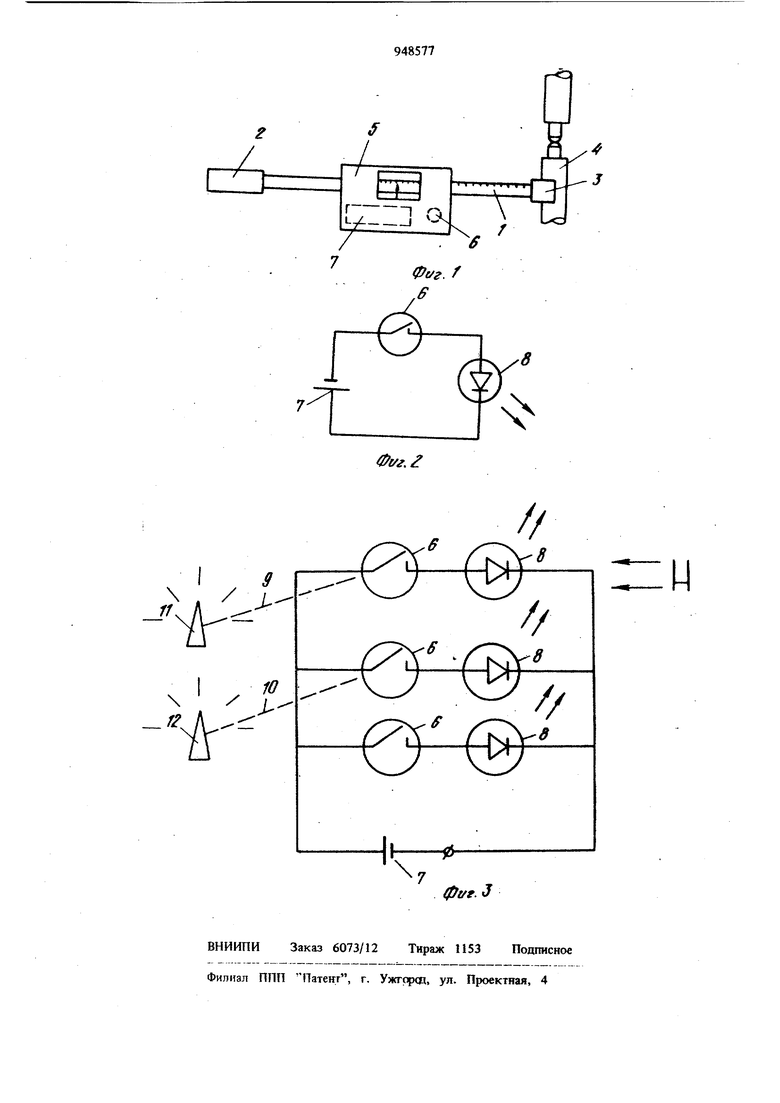
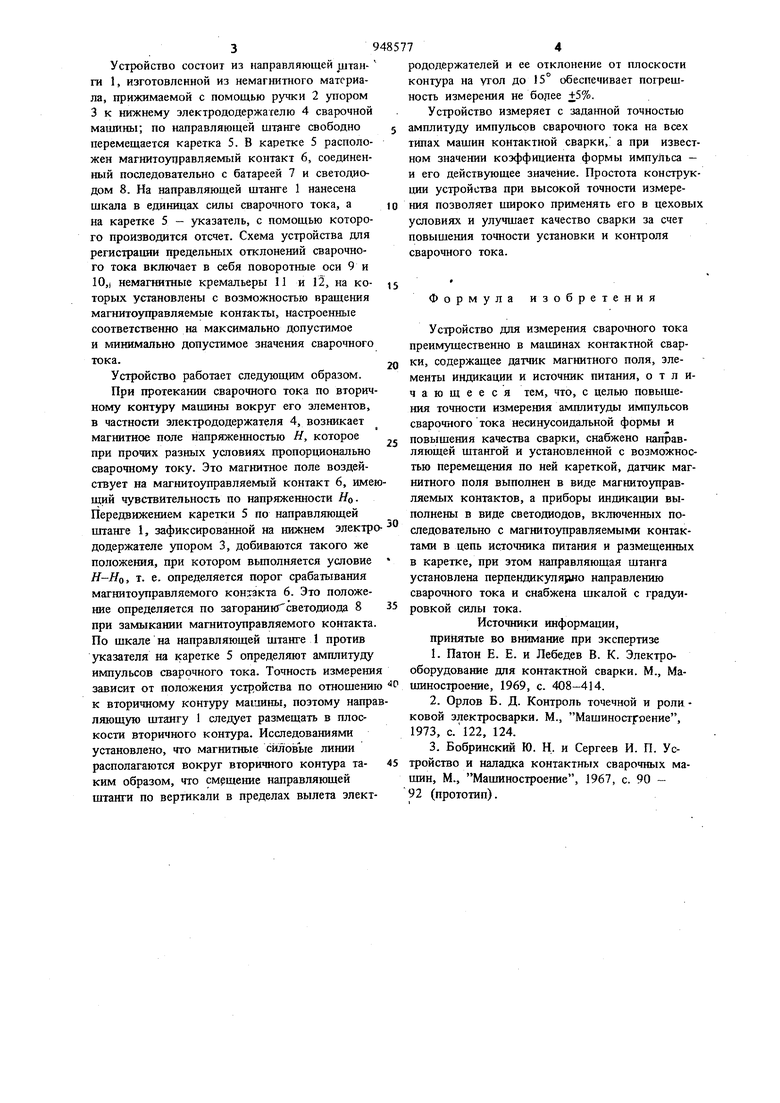
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - злектрнческая схема устройства; на фиг. 3 - схема устройства при регистрации предельных отклонений сварочного тока. 3 Устройство состоит из направляющей ;итанги 1, изготовленной из немагнитного материала, прижимаемой с помощью ручки 2 упором 3 к нижнему электрододержагелю 4 сварочной машины; по направляющей штанге свободно перемещается каретка 5. В каретке 5 расположен магнитоуправляемый контакт 6, соединенный последовательно с батареей 7 и светодиодом 8. На направляющей штанге 1 нанесена щкала в единицах силы сварочного тока, а на каретке 5 - указатель, с помощью которого производится отсчет. Схема устройства для регистрации предельных отклонений сварочного тока включает в себя поворотные оси 9 и 10,1 немагнитные кремальеры 11 и 12, на которых установлены с возможностью вращения магнитоуправляемые контакты, настроенные соответственно на максимально допустимое и минимально допустимое значения сварочного тока. Устройство работает следующим образом. При протекании сварочного тока по вторич ному контуру машины вокруг его элементов, в частности электрододержателя 4, возникает магнитное поле напряженностью Я, которое при прочих разных условиях пропорционально сварочному току. Это магнитное поле воздействует на магнитоуправляемый контакт 6, имею щш чувствительность по напряженности Н. Передвижением каретки 5 по направляющей штанге 1, зафиксированной на нижнем электро додержателе упором 3, добиваются такого же положения, при котором выполняется условие Я-Яо, т. е. определяется порог срабатывания магнитоуправляемого контакта 6. Это положение определяется по загоранинГсветодиода 8 при замыкании магнитоуправляемого контакта. По шкале на направляющей штанге 1 против указателя на каретке 5 определяют амплитуду импульсов сварочного тока. Точность измерени зависит от положения устройства по отношению к вторичному контуру машины, поэтому направляющую штангу 1 следует размещать в плоскости вторичного контура. Исследованиями установлено, что магнитные сйловьге линии располагаются вокруг вторичного контура та- 45 ким образом, что смрще1ше направляющей штанги по вертикали в пределах вылета элект7рододержателей и ее отклонение от плоскости контура на угол до 15° обеспечивает погрешность измерения не более +5%. Устройство измеряет с заданной точностью амплитуду импульсов сварочного тока на всех типах машин контактной сварки, а при известном значении коэффициента формы импуЛьса - и его действующее значение. Простота конструкции устройства при высокой точности измерения позволяет цшроко применять его в цеховых условиях и улучшает качество сварки за счет повышения точности установки и контроля сварочного тока. Формула изобретения Устройство для измерения сварочного тока преимущественно в машинах контактной сварки, содержащее датчик магнитного поля, элементы индикации и источник питания, отличающееся тем, что, с целью повышения точности измерения амплитуды импульсов сварочного тока несинусоидальной формы и повышения качества сварки, снабжено направляющей штангой и установленной с возможностью перемещения по ней кареткой, датчик магнитного поля выполнен в виде магнитоуправляемых контактов, а приборы индикации выполнены в виде светодиодов, включенных последовательно с магнитоуправляемыми контактами в цепь источника питания и размещенных в каретке, при этом направляющая штанга установлена перпендикуля шо направлению сварочного тока и снабжена шкалой с градуировкой силы тока. Источники информации, приЯятые во внимание при экспертизе 1. Патон Е. Е. и Лебедев В. К. Электрооборудование для контактной сварки. М., Машиностроение, 1969, с. 408-414. 2.Орлов Б. Д. Контроль точечной и роли ковой электросварки. М., Машиностроение, 1973, с.122, 124. 3.Бобринский Ю. Н. и Сергеев И. П. Устройство и наладка контактных сварочных машин, М., Машиностроегше, 1967, с. 90 92 (прототип).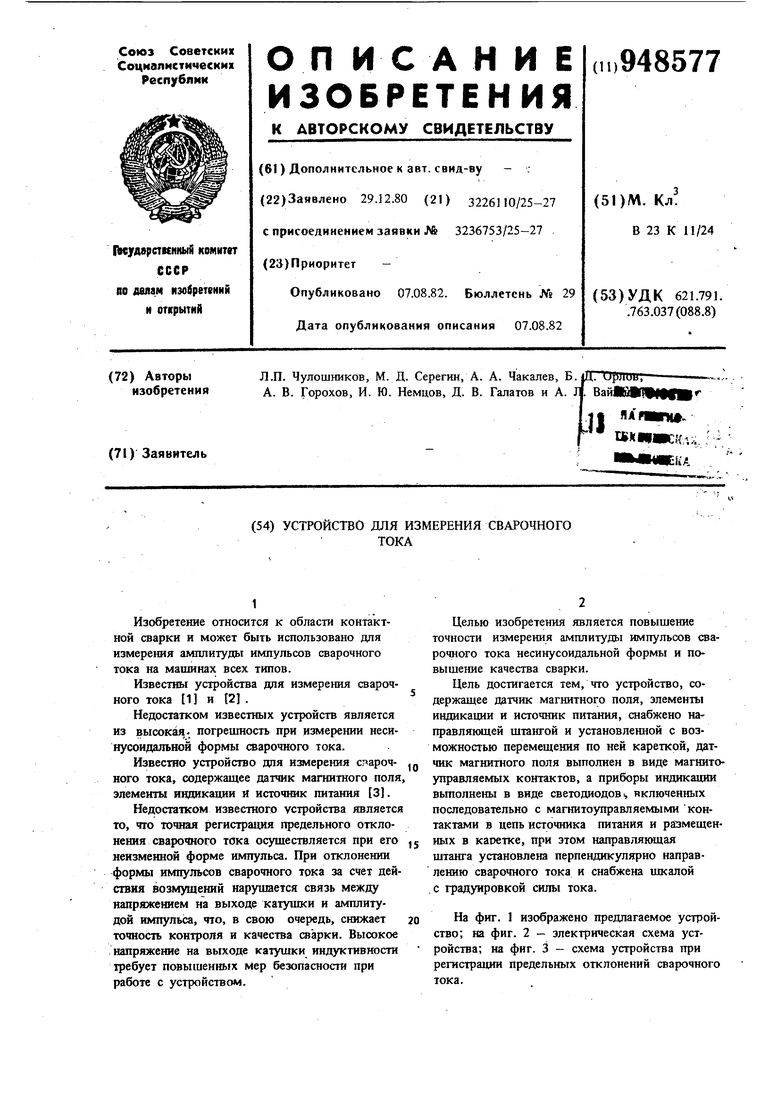
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения сварочного импульса | 1986 |
|
SU1393564A1 |
| ОГРАНИЧИТЕЛЬ НАПРЯЖЕНИЯ ХОЛОСТОГО ХОДА ИСТОЧНИКА ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 2004 |
|
RU2276634C1 |
| Устройство для контроля процесса точечной сварки | 1988 |
|
SU1558609A1 |
| СПОСОБ КОНТРОЛЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ МАШИН И МЕХАНИЗМОВ | 2006 |
|
RU2310187C1 |
| Устройство для контроля качества точечной контактной сварки | 1975 |
|
SU768581A1 |
| Способ сварки магнитоуправляемой дугой | 1987 |
|
SU1581503A1 |
| Способ измерения активного сопротивления сварочного контура в процессе сварки | 1986 |
|
SU1488160A1 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ЭЛЕКТРОДУГОВОЙ ПАЙКИ И ПИСТОЛЕТ ДЛЯ ПАЙКИ | 2015 |
|
RU2607508C1 |
| Источник питания дуги с программируемой низкочастотной модуляцией высокочастотного сварочного тока | 1988 |
|
SU1590253A1 |
| Способ измерения напряжения на сварочных электродах | 1986 |
|
SU1362589A1 |