изобретение относится к области .электрофизических и электрохимических методов обработки и может быть использовано для промежуточного хонингования внутренних цилиндрических поверхностей при нанесении на них гальванических покрытий толстых слоев металла. Известны устройства для гальванического наращивания , совмещенного с идаханической обработкой, например, хонингованием/ позволяющие наносить гальванопокрытия -с заранее заданными механическими свойствами Г13. Наиболее близким техническим реше нием к изобретению является устройст во для гальванического наращивания покрытий на внутренние цилиндрически поверхности, совмещенного с хонингованием, содержащее ванну с электролитом и систему подачи электролита к хонинговальной головке, содержащей корпус, абразивные бруски и шток с разжимными конусами t21. Недостатком известного устройства является то, что его неудобно исполь зовать для промежуточного хонингования.при гальваническом наращивании толстых слоев металла на внутренние 41илиндрические поверхности. При осуществлении данного технологического процесса анод располагается внутри цилиндрической поверхности, на которую наращивают покрытие, и соединяется с этой поверхностью при помощи гальванической подвески. Для выпо(1нения операции промежуточного хонингования, необходимой для наращивания толстого слоя металла, необходимо произвести разборку подвески, а после хонингования поверхности и очистки анода от .образовавшегося шлама вновь собрать подвеску и производить далее гальваническое наращивание покрытия. Операции сборки-разборки подвески значительно удлиняют процесс гальванического наращивания толстых слоев покрытий. Целью настоящего изобретения является повышение производительности при гальваническом наращивании толстых слоев металла на внутренние цилиндрические поверхности. Для достижения поставленной цели в данном устройстве шток выполнен полым для размещения внутри него анода, контактирующего со щеткой, установленной на внутренней поверхности штока, а в верхней части штока расположены окна для охлаждающей жидкости.
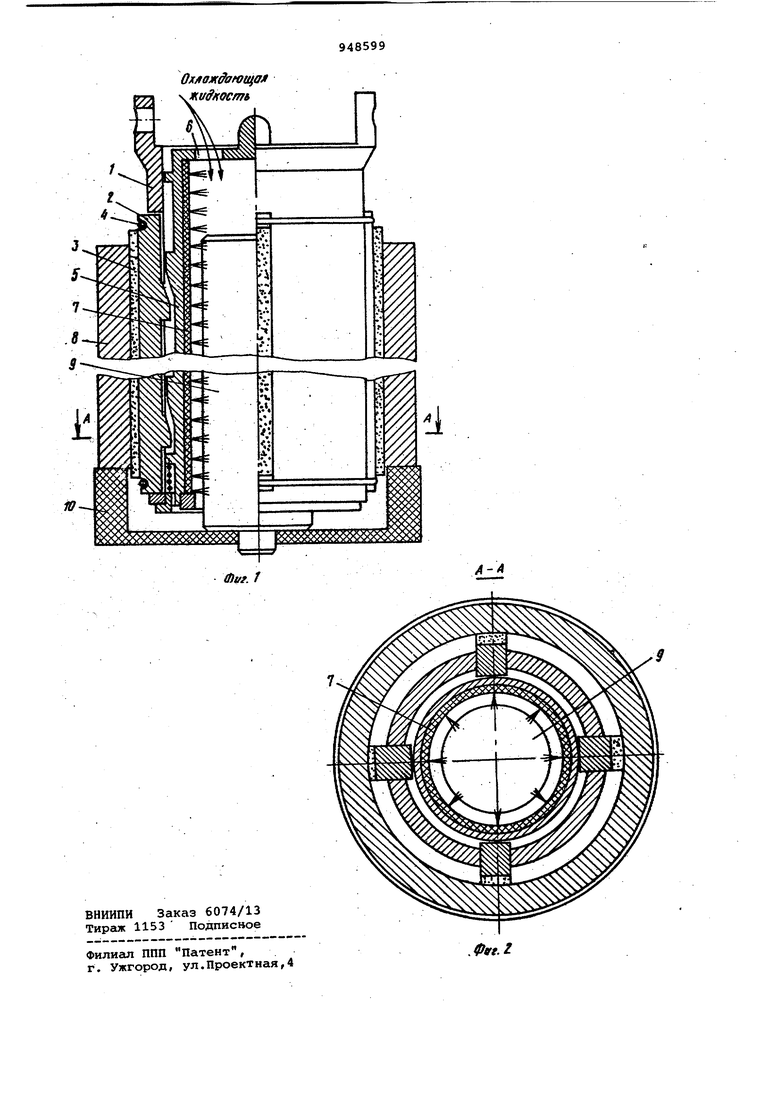
На фиг. 1 представлен общий вид хонинговальной головки в процессе работы; на фиг. 2 - разрез А-А на фиг. 1.
Хонинговальная головка содержит корпус 1, в окНах которого расйоложе ны конусные колодки 2 с абразивными брусками 3. Колодки 2 стянуты упругими кольцами 4 и опираются на разжимные конусы штока 5, выполненного в виде трубы с окнами 6. На внутренней поверхности штока укреплена металлическая кольцевая щётка 7. Обрабатывамая цилиндрическая деталь 8 соединена с анодом 9 посредством подвесги ки 10.
Устройство работает следующим образом.
Для выполнения операции промежуточного хонйнгования хон устанавливают таким образом (фиг), что абразивные бруски 3 соприкасаются с поверхностью детали 8, в то время,как анод 9 располагается внутри кольцевой щетки 7 трубки штока 5. При включении вращения и вертикальной по дачи хона производится хонингование внутренней цилиндрической поверхности детали 8. Одновременно щеткой 7 производится очистка анода от шлама. Счищенный шлам вымывается охлаждающей жидкостью, поступающей через окна б трубы штока 5.
Данное конструктивное использование штока хонинговальной головки позволяет сократить время наращивания
толстых слоев покрытий на.внутренние цилиндрические поверхности, так как исключает операции сборки-разборки подвески и совмещает одновременно хонинговаине поверхности и очистки анода от образовавшегося шлама. Уст ранение операции сборки-разборки подвески при п зомежуточном хонинговаиии повысит производительность труда данного технологического процесса.
Формула изобретения
Устройство для хонйнгования и гальванического наращивания металла на внутренние цилиндрические поверхности деталей, содержащее корпус кониниовальной головки, абразивные бруки, шток с разжимными конусами, о тличающееся тем, что, с целью повышения производительности, шток выполнен полым для размещения внутри него анода, контактирующего со щеткой, установленной на внутренней поверхности штока, а в верхней части штока расположены окна для охлаждающей жидкости.
Источники информации, принятые во внимание при экспертизе
1.Пышнограева И.И. и др. Технологические возможности гальванического хонйнгования. Вестник машино,строения, W 9, 1977, с. 59. 2.Патент США № 3.637.469, кл. 204-26, опублик, 1972.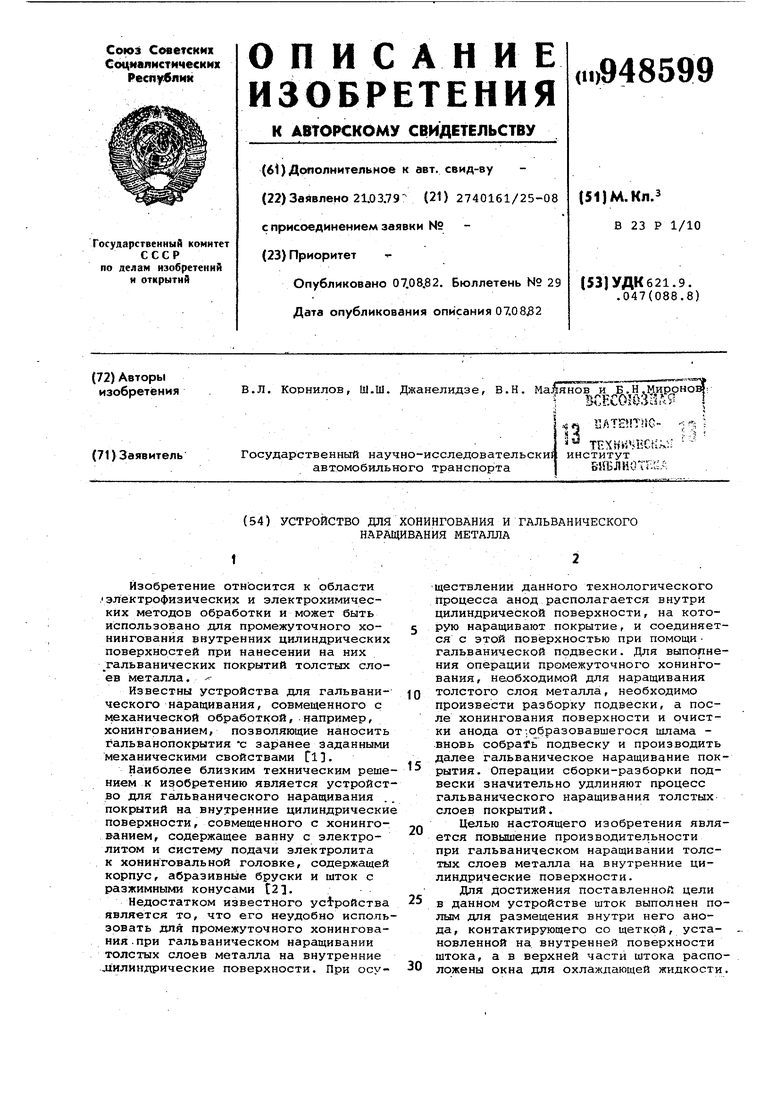
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1979 |
|
SU841933A1 |
| ПНЕВМАТИЧЕСКАЯ ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 2004 |
|
RU2252127C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1966 |
|
SU214323A1 |
| СПОСОБ ПНЕВМОХОНИНГОВАНИЯ | 2004 |
|
RU2252126C1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1998 |
|
RU2146594C1 |
| Устройство для электрохимического хонингования внутренних цилиндрических поверхностей | 1981 |
|
SU965693A1 |
| Хонинговальная головка для обработки глухих отверстий | 1987 |
|
SU1549729A1 |
| ГОЛОВКА ДЛЯ ОБРАБОТКИ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 1999 |
|
RU2155124C1 |
| Устройство для электрохимических процессов нанесения и съема металла | 1981 |
|
SU952501A1 |
| Хонинговальная головка | 1980 |
|
SU973321A1 |