Изобретение относится к машиностроению и может быть использовано при хонинговании глухих отверстий.
Целью изобретения является повы- гаение надежности хонинговалъной головки.
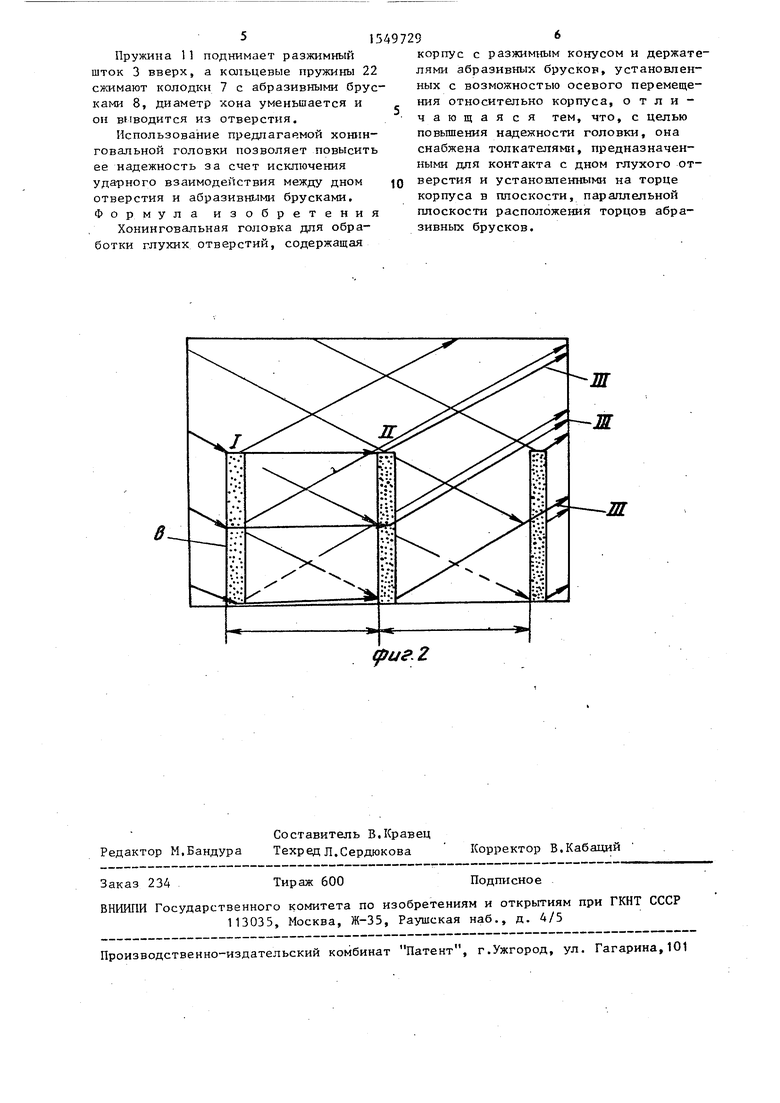
На фиг. 1 изображена хонинговаль- ная головка, общий вид; на фиг. 2 - схема траекторий зерен бруска на развертке обрабатываемого отверстия.
Хонинговалъная головка содержит корпус 1, внутри которого в центральном отверстии 2 установлен подвижный в осевом направлении шток 3, включаю- щий поршень 4 с резиновыми манжетами, разжимные конуса 5, 6. В радиальных окнах корпуса 1 установлены колодки
7для крепления абразивных брусков 8.
8резьбовых проточках корпуса 1 уста- новлены резьбовые заглушки 9 и 10.
На торец заглушки 9 установлена пружина 11 возврата штока 3. Верхняя часть пружины 1) входит в отверстие 12 выполнезшое на торце разжимного штока 3. На нижнем торце корпуса 1 установлены толкатели 13, выполненные из твердого сплава или сверхтвердого материала. Выступающие части толкателей 13 выполнены радиусными для уменьшения площади контакта с заготовкой. Верхняя часть корпуса 3 выполнена с возможностью осевого перемещения относительно шпинделя 14 и соединена с ним при помощи шлицев 15, Корпус 1 фиксируется в нижнем положении относительно шпинделя 14 при помощи стопорного кольца 16 и поджимается к его торцу пружиной 17, контактирующей с верхним торцом проточ- ки 18 шпинделя 14. В центральном отверстии резьбовой заглушки 10 установлен штуцер 19, на котором закреплен гибкий шланг 20 для подачи рабочего агента в центральное отверстие 2 корпуса 1.
Второй конец гибкого шланга 20 выведен из шпинделя и может быть соединен со штуцером гидро- или пневмо- подводящей муфты. В колодках 7 для крепления абразивных брусков 8 выполнены прорези 21 для кольцевых пружин 22, которые обеспечивают удержание колодок 7 в окнах корпуса 1 в нерабочем состоянии,
Устройство работает следующим образом.
Ко нин го тральную головку устанавливают на шпинделе станка и вводят в
обрабатываемое отверстие. Инструменту сообщается вращательное и возвратно- поступательное движение, а в полость центрального отверстия 2 по шлангу 20 подается под давлением рабочий агент. Последний, воздействуя на поршень 4, перемещает иток 3 с разжимными конусами 5, 6 в осевом, а колодки 7 с абразивными брусками 8 в радиальном направлении, В результате бруски 8 прижимаются к обрабатываемой поверхности заготовки.
При подходе хона к дну глухого отверстия толкатели 13 воздействуют на торец обрабатываемой заготовки. Возрастает осевое усилие на хонинговаль- ной головйе и достигает такого значения, когда пружина 17 начинает сжиматься, а корпус 1 с абразивными брус ками 8 получает перемещение, равное по величине, но обратное по направлению скорости возвратно-поступательного движения шпинделя, Осевое движение корпуса вниз будет соответствовать величине настройки, после чего срабатывает кулачок реверса возвратно-поступательного движения вверх, При перемещении шпинделя 14 вверх за счет сил упругости пружины 17 корпус 1 с колодками 7 и брусками 8 удерживаются в крайнем нижнем положении, т.е. хон имеет дополнительное движение, равное по величине, но противоположное по направлению возвратно-поступательному движению хона. После упругого восстановления пружины 17 о,на не препятствует движению инструмента вверх с заданной станком скоростью возвратно- поступательного движения. В результате описанной работы инструмента брусок 8 (фиг, 2) переходит из положения I в положение II, а режущие абразивные зерна описывают траекторию III. Подобные траектории описывают режущие зерна и других брусков хона.
Аналогичные действия происходят при каждом подходе инструменту к дну отверстия обрабатываемой заготовки. При этом обеспечиваются равномерные условия работы абразивных брусков в придонной части глухого отверстия и уменьшаются высота периодических погрешностей формы (волнистости) поперечного сечения, а одновременно и конусообразнооть.
После обработки отверстия рабочее давление отключается.
Пружина 11 поднимает разжимный шток 3 вверх, а кольцевые пружины 22 сжимают колодки 7 с абразивными брусками 8, диаметр хона уменьшается и он внводится из отверстия.
Использование предлагаемой хонин- говальной головки позволяет повысить ее надежность за счет исключения ударного взаимодействия между дном отверстия и абразивными брусками. Формула изобретения
Хонинговальная головка для обработки глухих отверстий, содержащая
497296
корпус с разжимным конусом и держателями абразивных брусков, установленных с возможностью осевого перемещения относительно корпуса, отличающаяся тем, что, с целью повышения надежности головки, она снабжена толкателями, предназначенными для контакта с дном глухого от- Ю верстия и установленными на торце корпуса в плоскости, параллельной плоскости расположения торцов абразивных брусков.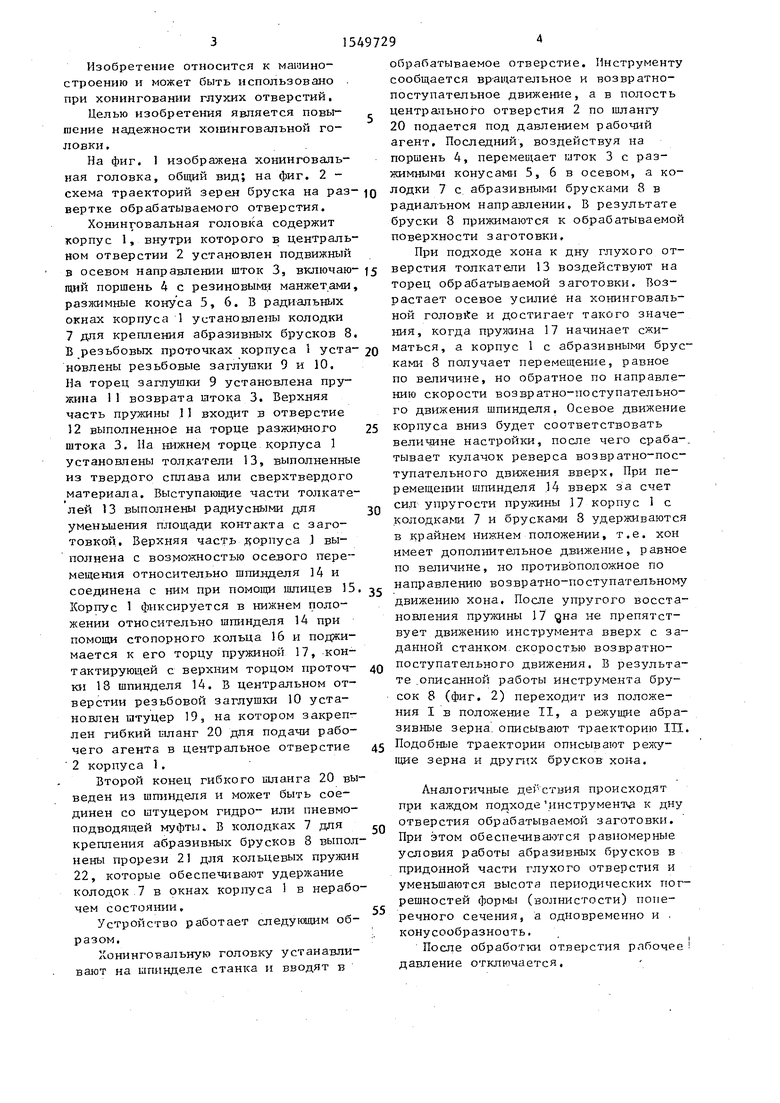
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| Хонинговальная головка для обработки глухих отверстий | 1991 |
|
SU1777981A1 |
| Хонинговальная головка | 1984 |
|
SU1335434A1 |
| Хон для обработки цилиндрических отверстий | 1983 |
|
SU1155429A1 |
| Хонинговальная головка для обработки глухих отверстий | 1988 |
|
SU1611710A1 |
| Хонинговальная головка | 1987 |
|
SU1449328A1 |
| Хонинговальная головка | 1986 |
|
SU1421503A1 |
| Хонинговальная головка | 1988 |
|
SU1604577A1 |
| Хонинговальная головка | 1983 |
|
SU1189667A1 |
| Хон для обработки глухих отверстий | 1984 |
|
SU1250446A1 |
Изобретение относится к машиностроению и может быть использовано при хонинговании глухих отверстий. Цель изобретения - повышение надежности хонинговальной головки. При подходе хона к дну глухого отверстия толкатели 13 воздействуют на торец обрабатываемой заготовки. Возрастает осевое усилие на зоне и пружина 17 начинает сжиматься, а корпус 1 с абразивными брусками 8 получает осевое перемещение, равное по величине, но обратное по направлению скорости возвратно-поступательного движения шпинделя на некоторой определенной длине в соответствии с настройкой станка. При перемещении шпинделя 14 вверх за счет сил упругости пружины 17 корпус 1 с колодками 7 и брусками 8 удерживаются в крайнем нижнем положении, а после упругого восстановления пружины 17 хон перемещается вверх с заданной скоростью возвратно-поступательного движения. 2 ил.
Составитель В.Кравец Редактор М,Бандура Техред Л.Сердкжова
Заказ 234
Тираж 600
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
т ж
фиг. 2
Корректор В.Кабаций
Подписное
| Хонинговальная головка | 1984 |
|
SU1202827A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| I | |||
