(54) ХОНИНГОВАЛЬНАЯ ГОЛОВКА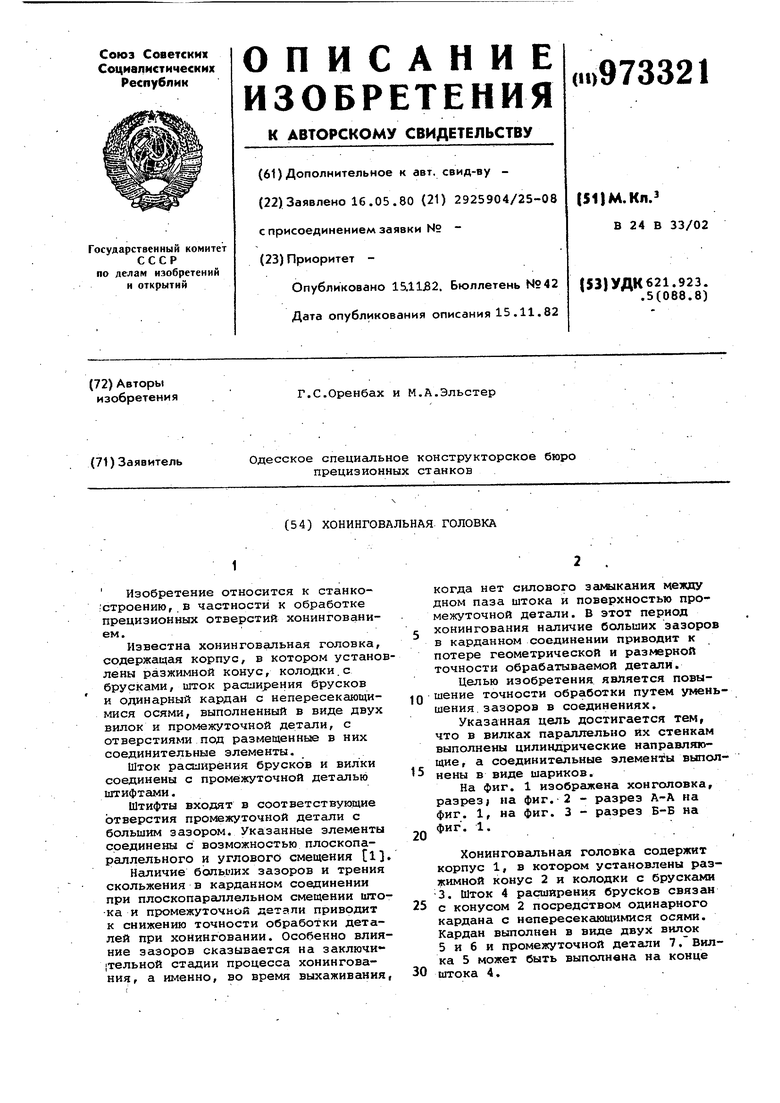
| название | год | авторы | номер документа |
|---|---|---|---|
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1966 |
|
SU214323A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1985 |
|
SU1291376A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1973 |
|
SU478711A1 |
| Хонинговальная головка для предварительной и окончательной обработки | 1986 |
|
SU1404298A1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| Хонинговальная головка | 1990 |
|
SU1821340A1 |
| Хонинговальная головка | 1990 |
|
SU1729737A1 |
| Хонинговальная головка для обработки глухих отверстий | 1988 |
|
SU1611710A1 |
| Станок для хонингования шлицевых отверстий | 1972 |
|
SU484974A1 |
| Хонинговальная головка | 1984 |
|
SU1276481A1 |
Изобретение относится к станко;строению,.в частности к обработке прецизионных отверстий хонингованием.
Известна хонинговальная головка, содержащая корпус, в котором установлены разжимной конус, колодки.с брусками, шток расширения брусков и одинарный кардан с непересекающимися осями, выполненный в виде двух вилок и промежуточной детали, с отверстиями под размещенные в них соединительные элементы.
Шток расширения брусков и вилки соединены с промежуточной деталью штифтами.
Штифты входят в соответствующие отверстия промежуточной детали с большим зазором. Указанные элементы соединены с возможностью плоскопараллельного и углового смещения 1.
Наличие больших зазоров и трения скольжения в карданном соединении при плоскопараллельном смещении штока и промежуточной детали приводит к снижению точности обработки деталей при хонинговании. Особенно влияние зазоров сказывается на заключи|тельной стадии процесса хонингования, а именно, во время выхаживания,
когда нет силового замыкания между дном паза штока и поверхностью промежуточной детали. В этот период хонингования наличие больших зазоров в карданном соединении приводит к потере геометрической и размерной точности обрабатываемой детали.
Целью изобретения является повышение точности обработки путем умень10шения зазоров в соединениях.
Указанная цель достигается тем, что в вилках параллельно их стенкам выполнены цилиндрические направляющие, а соединительные элементы выпол15нены в виде шариков.
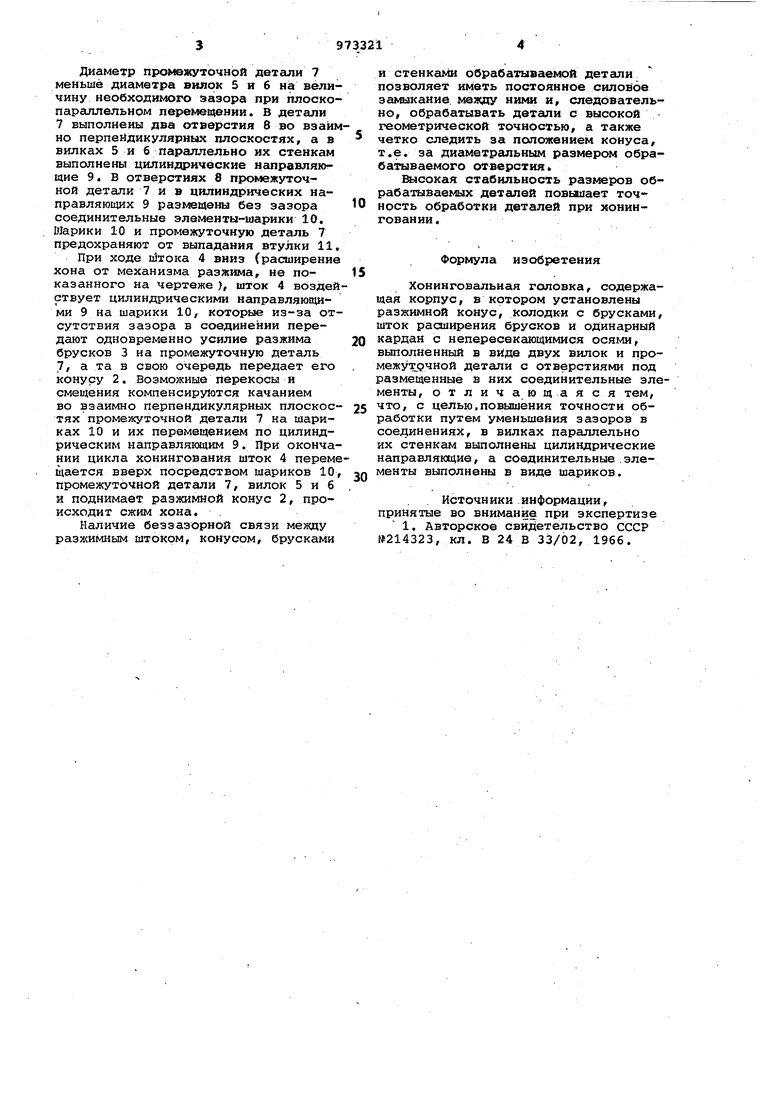
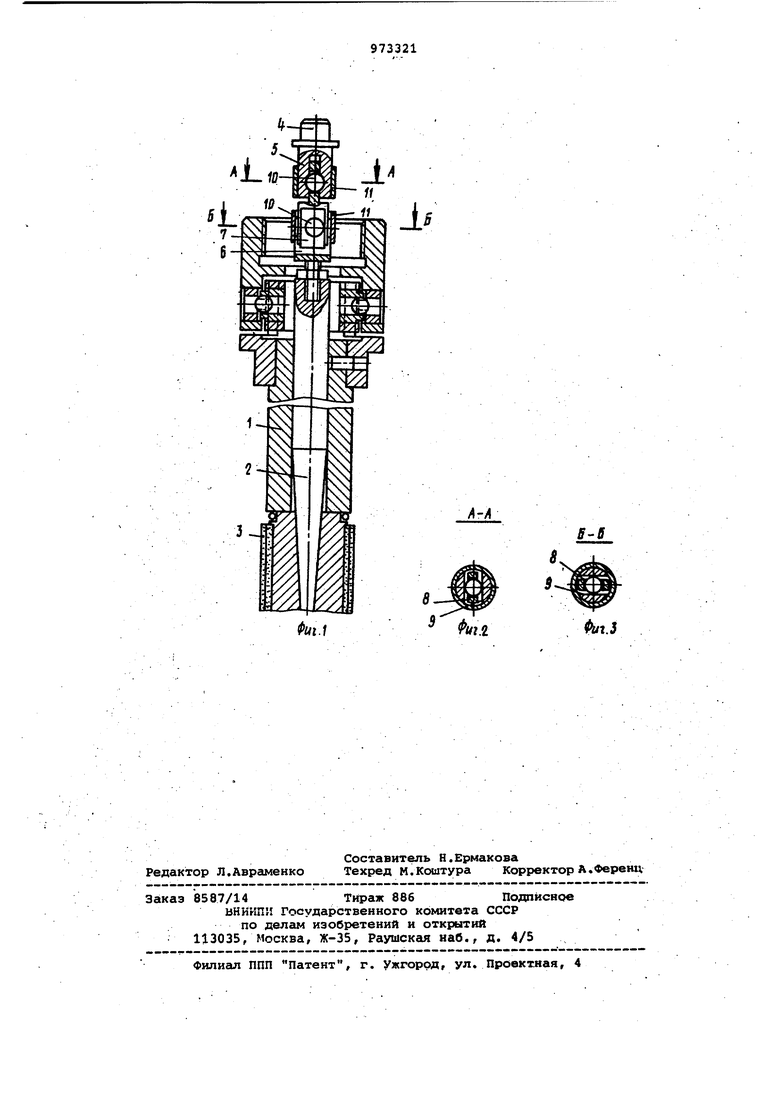
На фиг. 1 изображена хонголовка, разрезJ на фиг. 2 - разрез А-А на фиг. 1, на фиг. 3 - разрез Б-Б на фиг. 1.
20
Хонинговсшьнсш головка содержит корпус 1, в котором установлены раззримной конус 2 и колодки с брусками 3. Шток 4 расширения брусКов связан
25 с конусом 2 посредством одинарного кардана с непересекающимися осями. Кардан выполнен в виде двух вилок 5 и 6 и промежуточной детали 7. Вилка 5 может быть выполнена на конце
30 штока 4.
Диаметр промежуточной детали 7 меньше диаметра вилок 5 и 6 Hia величину необходимого зазора при плоскопараллельном пореслещении. В детали 7 выполнены два отверстия 8 во взаимно перпейдикулярных плоскостях, а в вилках 5 и б параллельно их стенкам выполнены цилиндрические направляю щие 9. В отверстиях 8 промежуточной детали 7 и в цилиндрических направляющих 9 размещены без зазора соединительные элементы-шарики 10. Шарики 10 и промежуточную деталь 7 предохраняют от выпадания втулки 11.
При ходе иЗтока 4 вниз (расширение хона от механизма разжима, не показанного на чертеже ), шток 4 воздействует цилиндрическими направляющими 9 на шарики 10, которые из-за отсутствия зазора в соединении передают одновременно усилие разжима брусков 3 на промежуточную деталь 7, а та в свою очередь передает его конусу 2. Возможные перекосы и смещения компенсируются качанием во взаимно перпендикулярных плоскостях промежуточной детали 7 на шариках 10 и их перемещением по цилиндрическим направляющим 9. При окончании цикла хонингования шток 4 перемещается вверх посредством шариков 10 промежуточной детали 7, вилок 5 и б и поднимает разжимной конус 2, происходит сжим хона. .
Наличие беззазорной связи между разжимным штоком, конусом, брусками
и стенкакш обрабатываемой детали позволяет иметь постоянное силовое замыкание, между ними и, следовательно, обрабатывать детали с высокой геометрической точностью, а также
четко следить за положением конуса, т.е. за диаметральным размером обрабатываемого отверстия
Высокая стабильность размеров обрабатываемых деталей повышает точность обработки деталей при хонинговании.
Формула изобретения
Хонинговальная головка, содержащая корпус, в котором установлены разжимной конус, колодки с брусками, шток раоиирения брусков и одинарный
кардан с непересекающимися , выполненный в виде двух вилок и промежут рчной детали с отверстиями под размещенные в них соединительные элементы, отличающаяся тем,
что, с целью,повышения точности обработки путем уменьшения зазоров в соединениях, в вилках параллельно их стенкам выполнены цилиндрические направляющие, а соединительные.элементы выполнены в виде шариков.
Источники информации, принятые во внимание при экспертизе
В-б
ferJ
