(54) ЗАТОЧНОЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЗАТОЧКИ ФРЕЗ | 1970 |
|
SU266616A1 |
| Заточный станок для заточки дереворежущих насадных фрез | 1989 |
|
SU1673402A1 |
| Станок для заточки дисковых пил | 1988 |
|
SU1782699A1 |
| Заточной станок | 1977 |
|
SU1333543A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ДИСКОВЫХ ПИЛ И НОЖЕЙ | 1996 |
|
RU2120359C1 |
| Устройство для боковой заточки твердосплавных пил | 1990 |
|
SU1780996A1 |
| Станок для заточки концевого цилиндрического инструмента | 1989 |
|
SU1685688A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| Шлифовально-заточный полуавтоматический станок | 1948 |
|
SU87738A1 |
| УСТРОЙСТВО для ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО ИНСТРУМЕНТА | 1969 |
|
SU252874A1 |

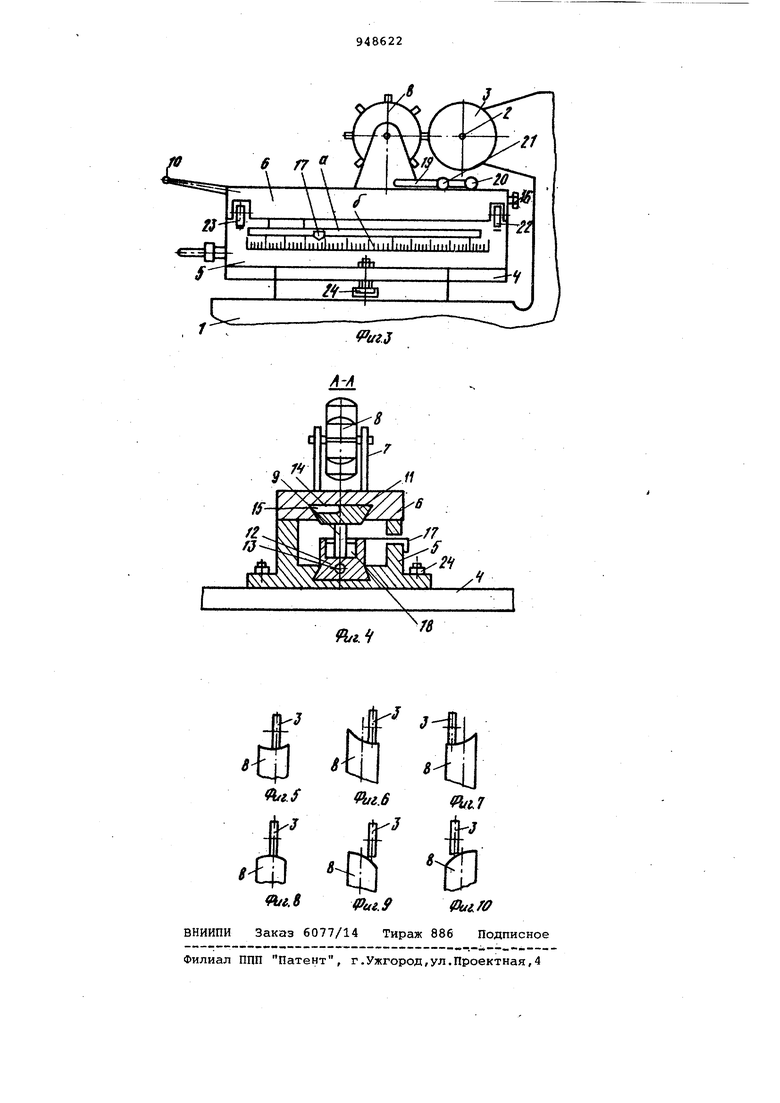
Изобретение может быть исйользовано для заточки фрез, применяемых в деревообрабатывающей прсллышленности-при создании рельефных поверхностей на изделиях.;Известен заточной станок, содерЖс1щий. основания с шпифовгшьной головкой и бабкой изделия, размещенной на качающемся посредством механизма качания в горизонтальной плоскости на вертикальной цапфе суппорте 11. Однако известный станок не обеспечивает заточки зубьев фрезы по заранее заданному криволинейному профи лю. Цель изобретения - повышение производительности и улучшение качества путем обеспечения заточки зубьев фре по заданному криволинейному профилю Для достижения поставленной цели цапфа выполнена в виде подвижной оси с двумя ползунами, один из которых расположен в суппорте, а другой шарнирно установлен на оси и размещен в основании с возможностью перемещения посредством введенного в станок ходового винта, при этом суппорт сна жен двумя клиньями, установленными с возможностью взаимодействия друг с другом и с расположенным в суппорте ползуном. На фиг.1 изображен станок, общий вид; на фиг.2 - то же, вид сверху; на фиг.З - то же, вид сбоку на фиг.4 сечение А-А на фиг.1; на фиг, 5,6 и7вйды кривых заточки фрезы в зависимости от взаимного расположения ее и шлифовального круга при расположении цапфы в положении 00 (фиг.1); на фиг.8, 9, 10 - виды кривых заточки фрезы в зависимости от взаимного расположения ее относительно шлифовального круга пр расположении цапфы в положении (фиг.1). Станок для заточки фрез содержит станину 1, на которой смонтирована шлифовальная головка 2 с абразивным кругом 3, стол 4 с основанием 5, несущим суппорт 6 с бабкой 7 для размещения фрезы 8, суппорт 6, связанный с вертикально расположенной цапфой 9 и рукояткой 10 качения суппорта 6 в горизонтальной плоскости. UaViфа 9 выполнена в виде подвижного центра, один конец которого представляет собой верхний ползун 11, расположенный в суппорте 6, а другой его конец шарнирно соединен с другим (нижним) ползуном 12,связанным с основанием 15 винтом 13. Для фиксирования положения цапфы 9 относительнб. основания 5 в суппорте б помещен блокирующий фиксатор, выполненный в .виде двух клиньев 14 и 15, взаимодействующих друг с другом, с суппортом б и первым (верхним) ползуном 11 с помощью винта 16. Ко второму нижнему ползуну 12 прикреплена стрелка 17, которая пропущена через щель с| суппорта б и подведена к шкале б , расположенной на основании 5.
Цапфа 9 расположенав подшипнике 18, который покоится в основании 5. На суппорте 6 помещена линейка 19, которая своими винтс1ми 20 и 21 может контактировать с плоскостью в абра, зивного круга 3 и плоскос ью i фреэы 8.
Суппорт 6 имеет ролики 22 и 23, на которых он может качаться относительно цапфы 9 на оснс вании 5 Основание 5 крепится к станине 1 болтами 24. Цапфа 9 может с помощью винта 13 занимать крайние положения: 00 правое и - левое.
Станок работает следующим образом.
Вначале винтом 16 освобождают клин 15, тем -самым разблокируют суппорт 6 и верхний ползун 11. Цапфу 9 устанавливают в определенное положение между 00 и с помощью винта 13, при этом контроль за передвижением цапфы 9 осуществляют с помощью стрелки 11 я шкалы 5 , и винтом 16 зажимают клин 15, тем самым блокируют Суппорт 6 с верхним ползуном 11. После этого совмещают в определенном положении плоскости симметрии абразивного круга 3 и фрезы 8 с помощью линейки 19 и винтов 20 и 21 по плоскости в абразивного круга 3 и плоскости г фрезы 8. В таком положении приводят во вращательное движение абразивный круг 3, колеблют с помощью ручки 10
суппорт 6 в горизонтальной плоскости и ведут заточку зубьев фрезы.Фрезу 8 поворачивают известными средствами последовательно шаг за шагом каждого зуба.
Гамму криволинейных профилей заточки зубьев фрезы 8 получают в зависимости от взаимного расположения цапфы 9 (центра вращения) и фрезы 8. Примеры заточки криволинейных профилей при расположении цапфы 9 между положениями 00 и , (фиг.1) показаны на фиг.5,6,7,8,9 и 10.
Таким образом данное изобретение позволит вести заточку зубьев фрезы по заранее заданному профилю.
Формула изобретения
Заточной станок, содержащий основани.е с шлифовальной головкой и бабкой изделия, размещенной на качающемся Посредством механизма качания в .горизонтальной плоскости на вертикалной цапфе суппорте, отличающийся тем, что, с целью повышения производительности и качества путем обеспечения заточки зубьев фрез по заданному криволинейному .профилю, цапфа выполнена в виде подвижной оси с двумя ползунами, один из которых расположен в суппорте, а другой шарнирно установлен на оси и размещен в основании с возможностью перемещения посредством введенного в станок ходового винта, при этом суппорт снабжен двумя клиньями, установленными с возможностью взаимодействия друг с другом и с расположенным в суппорте ползуном.
Источники информации, принятые во внимание при экспертизе
/
ff
I /
I / . xl
kx
,
/J
ff
/
-/y -лг
tst
V/r
-
/
/J
