колец по вертикали. В результате единичная масса при перемещении в наружных слоях содержимого к центру кон-, тейчера попадает в уплотненные слои гранул абраэивно папируювдей массы, которые притормаживаются колеблющейся конической вставкой. Сокращается путь свободного падения детали, находящейся в наружных слоях и предотвращается ее соударение с днищем, что повышает равномерность и качество обработки.
Дополнительное уплотнение содержимого контейнера при осуществлении колебательного движения центрально го yjjacT ка увеличивает плотность BsaHMotieftcTвпя соседних гранул абразивно-полирующей массы с поверхностями обрабатываемых деталей, создавая дополнительное взаимодействие встречнонаправленных слоев (вниз-вверх) с нарастанием интенсивности этого взаимодействия от периферии контейнера к его центру, к росту производительности процесса обработки.
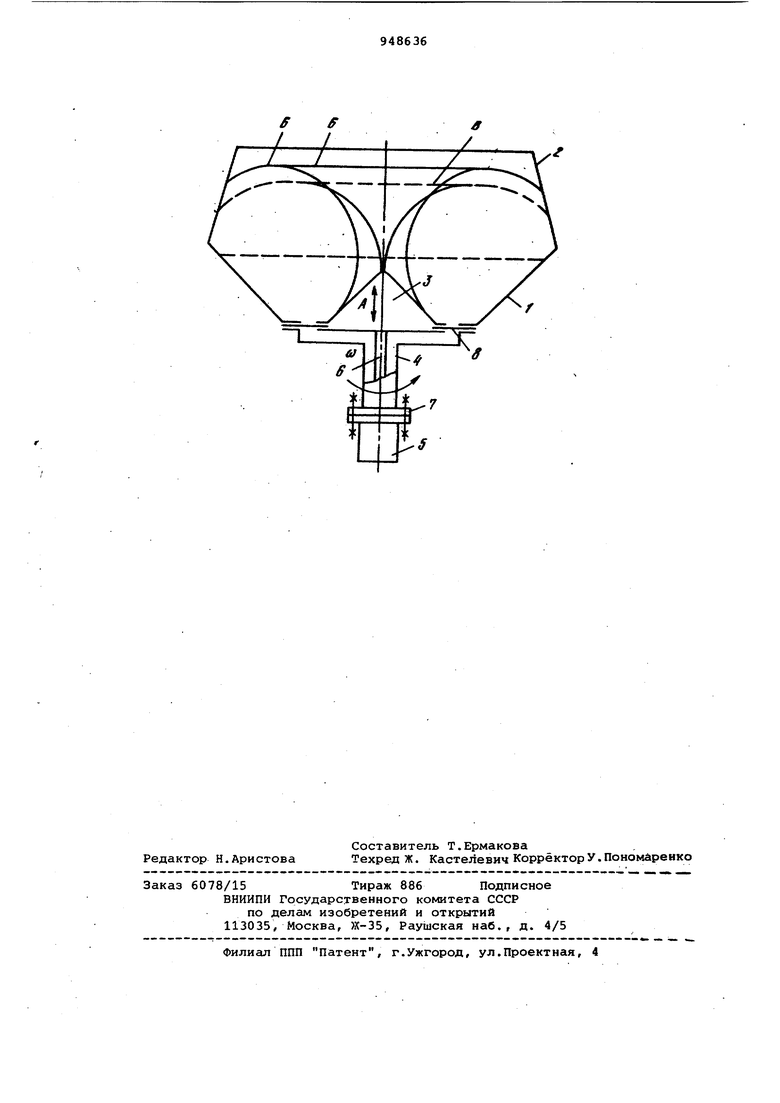
На чертеже схематически показан составной контейнер установки для объемно-абразивной обработки деталей. .
Вращающееся вокруг вертикальной оси чашеобразное днище 1 охватывает неподвижная стенка 2. Центральный участок днища 1 выполнен кони- ческой формы в виде вставки 3, которая соединена с вертикальным: валом 4 вибратора 5.. Вал 4 днища выполнен полым и через его внутреннее отверстие пропущен вал 6 вибратора 5.
Передача вращения валу 4 днища 1 производится через ременную передачу от внешнего привода (на чертеже не показаны). Вибратор 5 жестко крепится в нижней части приводного вала дница 1 посредством фланцевого соединения 7.
Вставка 3 крепится к днищу 1 посредством гибкой связи 8, например резинового кольца с фланцевыми зажимами .
Стрелкой со указано направление вращения вала 4 днища 1. Стрелкой А обозначено направление колебательного движения вставки 3. Тонкой контурной линией Б показан профиль тороида вращения без применения вставки 3. 111трижэвой линией В показан профиль тороида вращения в случае применения вставки 3.
Загрузка контейнера и его выгрузка осуществляется через верхнюю часть неподвижной стенки 2.
Контейнер работает следукадим образом.
В начале приводится во вращение днище 1 с последующим включением вибратора 5 после образования загрузкой контейнера тороида вращения. В этот момент происходит некоторое соединение кольца тороида и расширение витков винтовой линии, по которой перемещается деталь (единичная масса),
Достижение высокой степени равномерности обработки и рост ее производительности обусловлен повышением плоности взаимодействия гранул абразивно-полирующей массы с поверхностями обрабатываемых деталей. Это достигается возникновением встречно-направленных перемещений от колеблющейся вставки.
Формула изобретения
Контейнер для объёмно-абразивной обработки .св. № 712236, о тличающийся тем, что, с целью повышения равномерности обработки деталей, центргшьный участок вращающегося дна выполнен конической формы, связан с дном контейнера гибкой связью и установлен с возможностью возвратно:тпоступательных колебаний вдоль оси контейнера.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 712236,кл. В 24 В 31/08, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для абразивной обработки деталей | 1976 |
|
SU686853A2 |
| Устройство для центробежной абразивнойОбРАбОТКи дЕТАлЕй | 1975 |
|
SU835717A1 |
| Центробежная установка для абразивной поверхностной обработки заготовок | 1985 |
|
SU1313668A1 |
| Линия для жидкостной обработки | 1988 |
|
SU1620509A1 |
| Установка для вибрационной обработки поверхностей | 1972 |
|
SU516515A1 |
| Способ и устройство для отделочно-упрочняющей центробежной обработки поверхностей деталей | 2021 |
|
RU2782589C1 |
| УСТАНОВКА ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2510322C1 |
| СПОСОБ ВИБРОУДАРНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТОНКОСТЕННЫХ ДЕТАЛЕЙ | 2007 |
|
RU2342243C2 |
| Устройство для абразивной обработки деталей | 1978 |
|
SU670423A1 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ | 1990 |
|
SU1826367A1 |