трещин. Вследствие этого, для увеличения срока службы труб, получаемых данным способом, увеличивают толщину стенки, что приводит к перерасходу сырья.
Целью изобретения является увеличени прочности труб и экономии исходных материалов.
Поставленная цель достигается тем,. что согласно способу непрерывного, изго. товления с теклопластиковых труб путем намотки нитей в поперечном направлении и продолЕэНом направлении зигзагом на вращающуюся оправку и пропитки их в процессе намотки связующим, в поперечном направлении намотку осуществляют, по крайней мере, двумя расположенными одна под другой лентами, каждая из которых состоит из жгутов расположенных друг от друга на расстоянии щирины жгута, причем верхняя лента имеет на один жгут больще нижней, а намотку нитей в продольном направлении осуществляют между нижней и верхней лентами, жгуты последней из которых укладывают в промежутки между жгутами нижней ленты.
Такое техническое решение обеспечивает дополнительное механическое крепление продольных и поперечных жгутов между собой за счет их переплетения, что позволяет увеличить прочность труб., ив связи с этим, уменьшить толщину стенки, а также улучшить структуру этих труб.
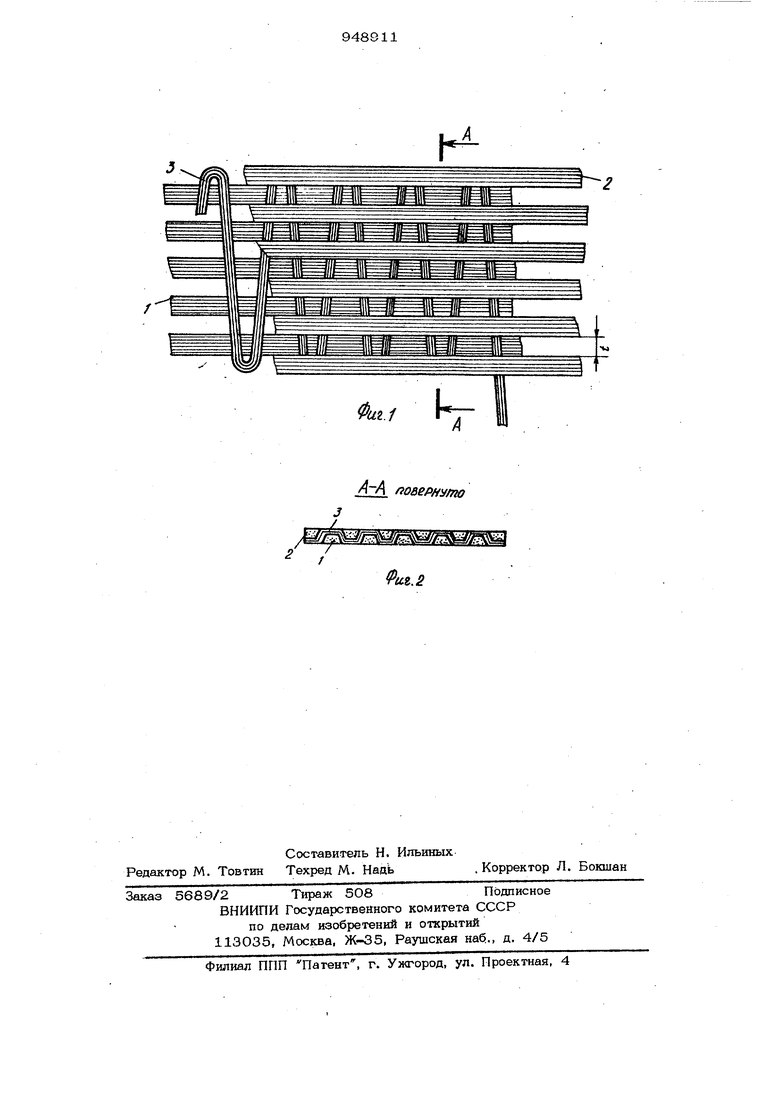
На фиг. 1 изображена развертка многослойной полосы, формируемой в процессе намотки трубы непосредственно на оправке, план; на фиг. 2 - структура многослойной полосы, поперечное сечение.
Многослойная полоса формируется по меньшей мере из двух лент, состоящих из расположенных на определенном расстоянии i. (шаге) друг от друга поперечных жгутов 1 и 2 и уложенных между ними продольных зигзагообразных- жгутов 3. Жгуты 1 образуют верхнюю ленту, а жгуты 2 - нижнюю. Верхняя лента в процессе намотки накладывается на нижнюю ленту Tak, что продольные жгуты 1 верхней ленты укладываются в промежутки, i между жгутами 2 нижней ленты, вдавливая при этом в них зигзагообразные жгуть 3.
Таким образом получается тканая структура с ярко выраженным переплетением н гутов (фиг. 2), где основой служат поперечные жгуты 1 и 2, а утком - продольные зигзагообразные жгуты 3.
С целью проверки указанносо техничсч:кого решения было изготовлено по две rj(y- бы диаметром 48x3 мм по известному способу и предлагаемому.
В обоих случаях использовались следующие одинаковые материалы. Связующее состава, в вес.%:
Смола эпоксидно-
диановая ЭД-20
по ГОСТ 10857/7654,1
Ангидрид изометилтетрагидрофталевый
марки А по ТУ 38-103.
.149-7843,2
Ускоритель ,5
по заводским ТУ 25-780,8
Лапрол марки ЗООЗ
по ТУ 6-О9-1513-771,9
В качестве наполнителя применялись ленты поперечные - стеклоровинг марки РБН-1О-12ОО-4Э по ГОСТ 17139-79 (ровинг из стеклянных комплексных нитей с линейной плотностью 1200 текс на замасливателе № 4Э) и продольные жгуты - стеклоровинг марки РБН-10-800-43 ГОСТ 17139-79.
Намотку труб производят на вращающейся оправке, установленной на токарном станке. Соотношение продольных и поперечных жгутов 1:2. Пропитку наполнителя производили в процессе намотки жидким связующим. Отверждение и полимеризацию связующего проводили в термопечи при 190С в течение 4 ч, при этом соблюдая главный подъем температуры до 17ОС в течение 1ч.
В таблице показаны механические свойства.
Экономия материалов, а точнее - связующего, достигается за счет более плотной укладки наполнителя. Расход наполнителя при этом, естественно, увеличивается Однако, стоимость наполнителя значительн ниже стоимости связующего. Одна тонна стекложгутов стоит 183О руб., а стоимост такого- же количества эпоксидного связующего - 5000 руб.
Наиболее целесообразно использование данного изобретения в электротехнической промьшленности для производства цилиндров для высоковольтных сухих трансформаторов и высоковольтных воздушных выключателей.
fj,
1 Плотность, кг/м (г/см)
182О-185О 195О-1980 (1,82-1,85) (1,95-1,98)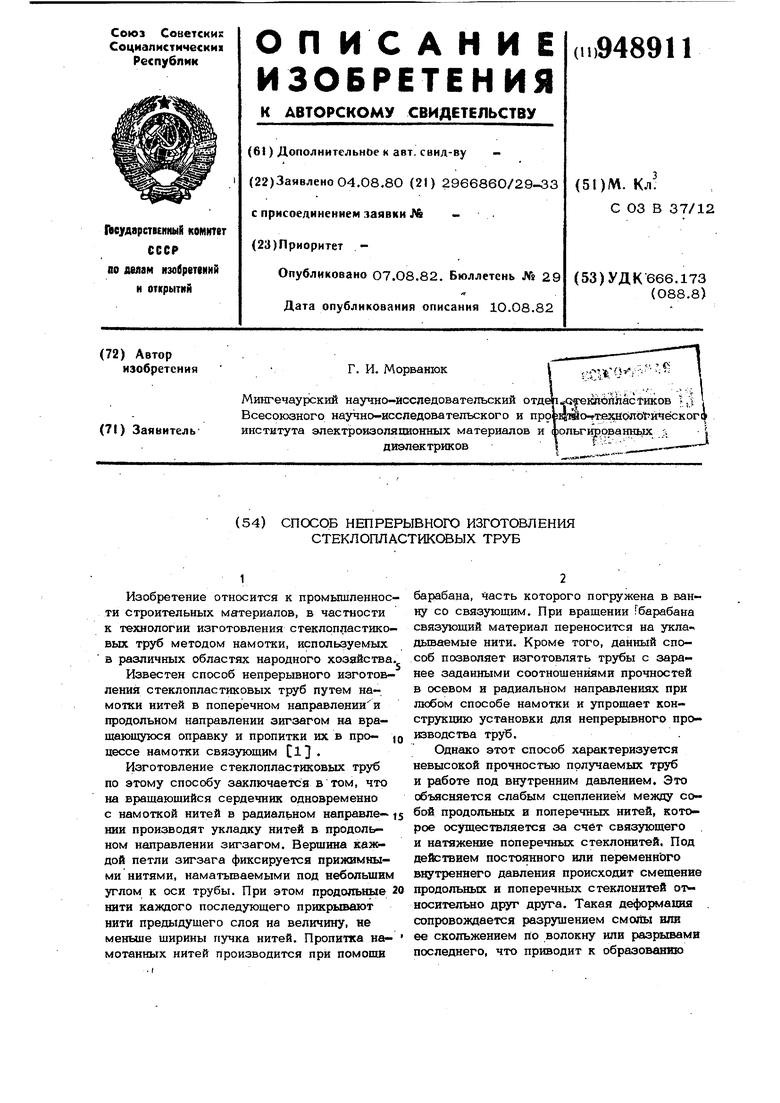


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| Способ изготовления полимербетонной трубы | 1986 |
|
SU1549773A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ДЛЯ МИКРОТОННЕЛИРОВАНИЯ | 2017 |
|
RU2645189C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ С КОНУСООБРАЗНЫМ УЧАСТКОМ И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ С КОНУСООБРАЗНЫМ УЧАСТКОМ В ВИДЕ ОБОЛОЧКИ СООРУЖЕНИЯ ИЛИ КОНСТРУКЦИИ | 2003 |
|
RU2234412C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ В ВИДЕ ОБОЛОЧКИ СООРУЖЕНИЯ ИЛИ КОНСТРУКЦИИ | 2003 |
|
RU2234411C1 |
| ДЛИННОМЕРНЫЙ СИЛОВОЙ КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ ТИПА ВЕРТИКАЛЬНОЙ КОЛОННЫ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2529206C1 |
| НЕМЕТАЛЛИЧЕСКИЙ АРМАТУРНЫЙ ЭЛЕМЕНТ С ПЕРИОДИЧЕСКОЙ ПОВЕРХНОСТЬЮ И СПОСОБ ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКОГО АРМАТУРНОГО ЭЛЕМЕНТА С ПЕРИОДИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2014 |
|
RU2579053C2 |
| ТРУБЧАТЫЙ МЕМБРАННЫЙ МОДУЛЬ ДЛЯ ФИЛЬТРАЦИИ ЖИДКОСТИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2156645C1 |
| Способ пропитки стеклонаполнителя связующим | 1979 |
|
SU858120A1 |
| Способ изготовления полиэфирных стеклопластиковых изделий | 1989 |
|
SU1696309A1 |
Примечание, п. п, 1 и 2 проверяют по ГОСТ 12496-77 п. п. 3 и 4 - по ТУ 16-503.140-79
Формула изобретения
Способ непрерывного изготовления стекпопластиковых труб путем намотки нитей JQ в поперечном и продольном направлениях зигзагом на вращающуюся оправку и пропитки их в процессе намотки связующим, отличающийся тем, что, с целью увеличения прочности труб и экономии исходных материалов, в поперечном направлении намотку нитей осуществляют по крайней мере двумя расположенными одна под другой лентами, каждая из которых состоит из жгутов, расположенных друг от друга на расстоянии ширины жгута, причем верхняя лента имеет на один жгут бопьще нижней, а намотку нитей в продольном направлении осуществляют между нижней и верхней лентами, причем жгуты последней укладывают в промежутки между жгутами нижней ленты.
Источники информации, принятые во внимание при экспертизе
Г---
А-Л
поаерну/по
