(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦА ТРЕНИЯ ТОРЦОВОГО
УПЛОТНЕНИЯ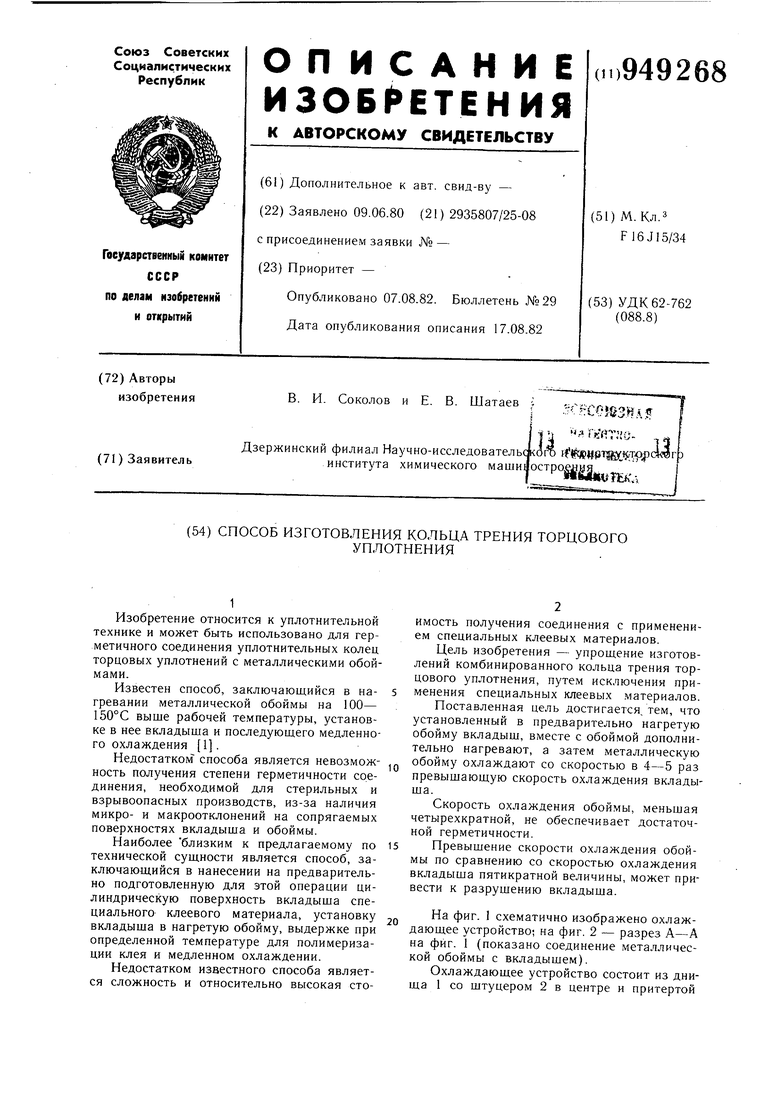
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления кольца трения торцового уплотнения | 1983 |
|
SU1128037A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦА ТРЕНИЯ ТОРЦЕВОГО УПЛОТНЕНИЯ | 2005 |
|
RU2291338C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦА ТРЕНИЯ ТОРЦЕВОГО УПЛОТНЕНИЯ | 2002 |
|
RU2249740C2 |
| Способ изготовления колец трения торцовых уплотнений | 1986 |
|
SU1364809A2 |
| Торцовое уплотнение | 1984 |
|
SU1204849A1 |
| Способ изготовления кольца трения торцового уплотнения | 1986 |
|
SU1328625A1 |
| Торцовое уплотнение | 1982 |
|
SU1057728A1 |
| Способ изготовления кольца трения торцового уплотнения | 1984 |
|
SU1222952A2 |
| Способ изготовления кольца трения торцового уплотнения | 1986 |
|
SU1393973A1 |
| УПОРНО-ОПОРНЫЙ ПОДШИПНИК СКОЛЬЖЕНИЯ | 2024 |
|
RU2837938C1 |
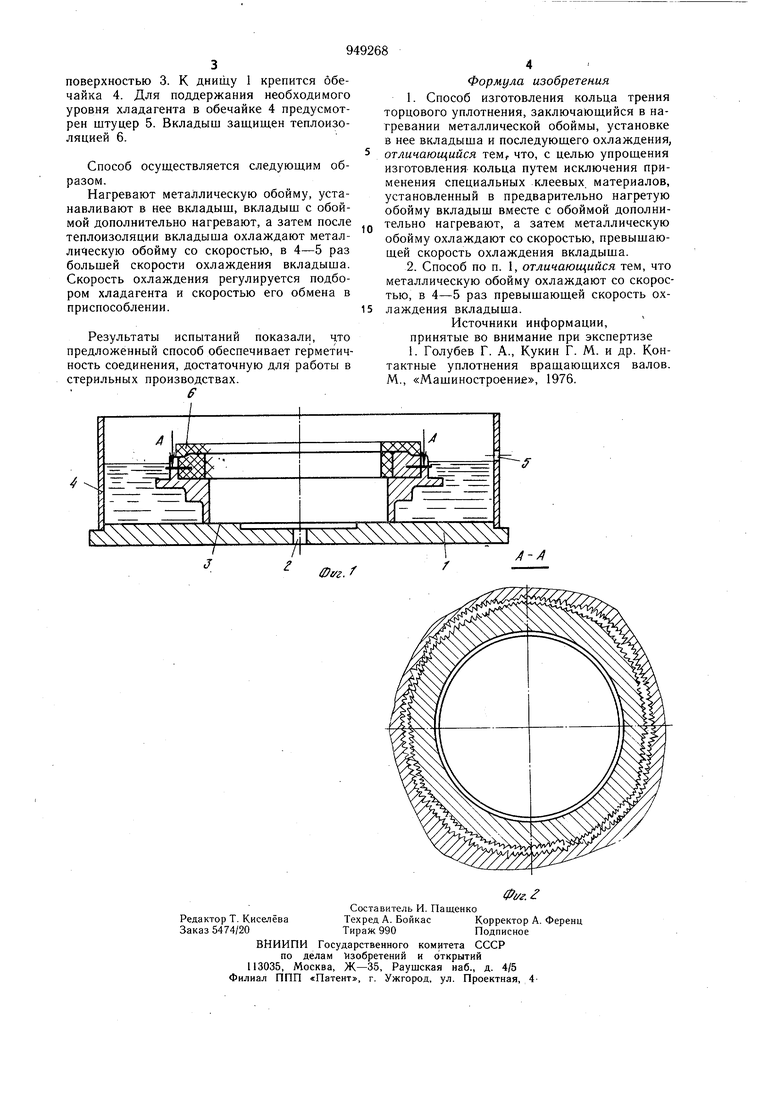
Изобретение относится к уплотнительной технике и может быть использовано для герметичного соединения уплотнительных колец торцовых уплотнений с металлическими обоймами. Известен способ, заключающийся в нагревании металлической обоймы на 100- 150°С выше рабочей температуры, установке в нее вкладыша и последующего медленного охлаждения 1. Недостатком способа является невозможность получения степени герметичности соединения, необходимой для стерильных и взрывоопасных производств, из-за наличия микро- и макроотклонений на сопрягаемых поверхностях вкладыша и обоймы. Наиболее близким к предлагаемому по технической сущности является способ, заключающийся в нанесении на предварительно подготовленную для этой операции цилиндрическую поверхность вкладыща специального клеевого материала, установку вкладыша в нагретую обойму, выдержке при определенной температуре для полимеризации клея и медленном охлаждении. Недостатком известного способа является сложность и относительно высокая стоимость получения соединения с применением специальных клеевых материалов. Цель изобретения - упрощение изготовлений комбинированного кольца трения торцового уплотнения, путем исключения применения специальных клеевых материалов. Поставленная цель достигается, тем, что установленный в предварительно нагретую обойму вкладыщ, вместе с обоймой дополнительно нагревают, а затем металлическую обойму охлаждают со скоростью в 4-5 раз превышающую скорость охлаждения вкладыща. Скорость охлаждения обоймы, меньшая четырехкратной, не обеспечивает достаточной герметичности. Превышение скорости охлаждения обоймы по сравнению со скоростью охлаждения вкладыша пятикратной величины, может привести к разрушению вкладыша. На фиг. 1 схематично изображено охлаждающее устройство на фиг. 2 - разрез А-А на фиг. 1 (показано соединение металлической обоймы с вкладышем). Охлаждающее устройство состоит из днища 1 со штуцером 2 в центре и притертой
