(54) УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Компенсирующее устройство привода транспортной системы | 1985 |
|
SU1301746A1 |
| Полуавтомат для нанесения полимерных покрытий на емкости типа "бутыль | 1973 |
|
SU588015A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОЛИВИНИЛБУТИРАЛЯ НА ДЕТАЛИ СУДОВОГО МАШИНОСТРОЕНИЯ | 1996 |
|
RU2091500C1 |
| ПОТОЧНАЯ ЛИНИЯ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА НАРУЖНУЮ ПОВЕРХНОСТЬ СТАЛЬНЫХ ТРУБ | 1992 |
|
RU2005559C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ | 1970 |
|
SU422639A1 |
| Устройство для нанесения полимерных покрытий | 1974 |
|
SU579036A1 |
| Устройство для напыления полимерных порошковых красок | 1980 |
|
SU939109A1 |
| Устройство для нанесения полимерных покрытий | 1980 |
|
SU910206A2 |
| УСТАНОВКА ДЛЯ НАПЫЛЕНИЯ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 1995 |
|
RU2088341C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ | 1999 |
|
RU2145525C1 |
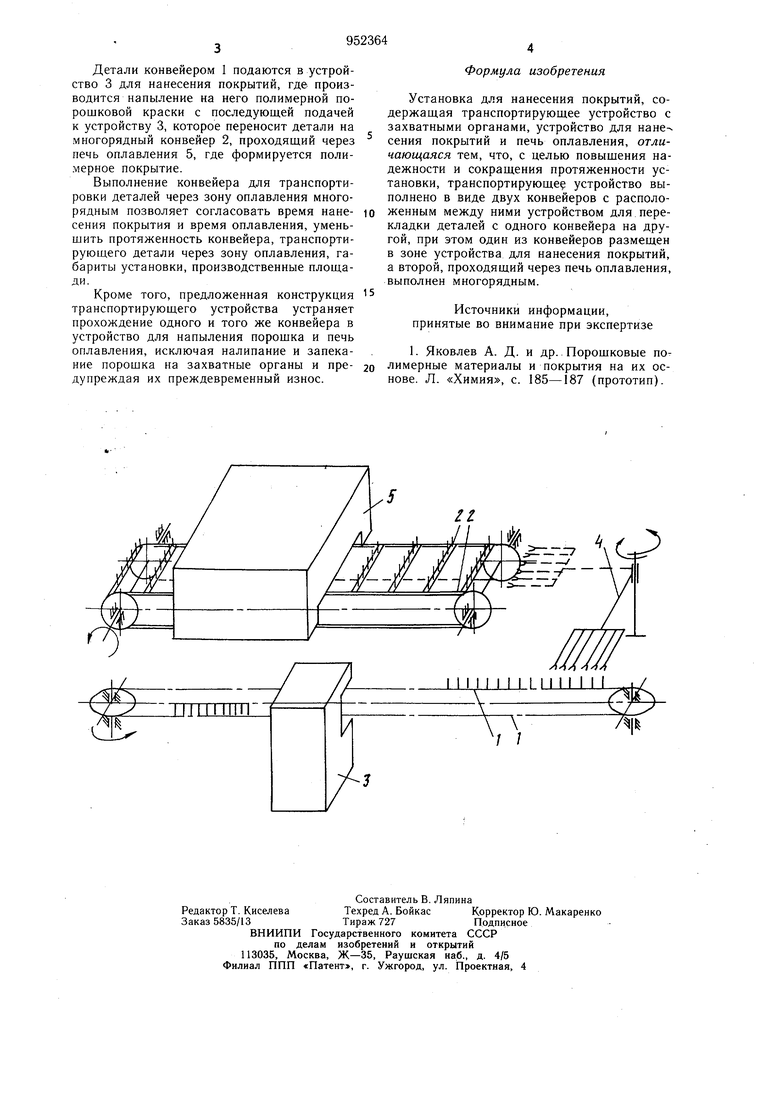
Изобретение относится к оборудованию для нанесения неметаллических покрытий и может быть использовано для нанесения полимерных покрытий на металлические и неметаллические изделия. Известна установка для нанесения покрытий, содержащая транспортирующее устройство с захватными органами, устройство для нанесения покрытий и печь оплавления 1. Недостатком такой установки являются большие габариты и ненадежность ее работы, так как при прохождении транспортируюш:его устройства захватными органами последовательно через устройство для нанесения покрытий и печь оплавления налипшая на захватные органы порошковая краска запекается, что приводит к преждевременному износу и браку изделий из-за повреждения покрытий. Кроме этого, время оплавления т.е. время прохождения через печь оплавления, значительно больше времени нанесения покрытия, что при использовании одного конвейера для транспортировки деталей через обе указанные зоны требует значительной его протяженности, габаритов и производственных площадей. Цель изобретения - повышение надежности и сокращение протяженности установки. Указанная цель достигается тем, что в установке для нанесения покрытий, содержащей транспортируюшее устройство с захватными органами, устройство для нанесения покрытий и печь оплавления, транспортирующее устройство выполнено в виде двух конвейеров с расположенным между ними устройством для перекладки деталей с одного конвейера на другой, при этом один из конвейеров размещен в зоне устройства для нанесения покрытий, а второй, проходящий через печь оплавления, выполнен многорядным. На чертеже изображена предложенная установка. Установка содержит транспортирующее устройство, состоящее из конвейера 1 и многорядного конвейера 2, устройство 3 для нанесения покрытий, устройство 4 для передачи деталей с одного конвейера на другой и печь оплавления 5. Работа установки осуществляется следующим образом.
Детали конвейером 1 подаются в устройство 3 для нанесения покрытий, где производится напыление на него полимерной порошковой краски с последующей подачей к устройству 3, которое переносит детали на многорядный конвейер 2, проходящий через печь оплавления 5, где формируется полимерное покрытие.
Выполнение конвейера для транспортировки деталей через зону оплавления многорядным позволяет согласовать время нанесения покрытия и время оплавления, уменьшить протяженность конвейера, транспортирующего детали через зону оплавления, габариты установки, производственные площади.
Кроме того, предложенная конструкция транспортирующего устройства устраняет прохождение одного и того же конвейера в устройство для напыления порошка и печь оплавления, исключая налипание и запекание порошка на захватные органы и предупреждая их преждевременный износ.
Формула изобретения
Установка для нанесения покрытий, содержащая транспортирующее устройство с захватными органами, устройство для нане сения покрытий и печь оплавления, отличающаяся тем, что, с целью повышения надежности и сокращения протяженности установки, транспортирующее устройство выполнено в виде двух конвейеров с расположенным между ними устройством для перекладки деталей с одного конвейера на другой, при этом один из конвейеров размещен в зоне устройства для нанесения покрытий, а второй, проходящий через печь оплавления, выполнен многорядным.
Источники информации, принятые во внимание при экспертизе
