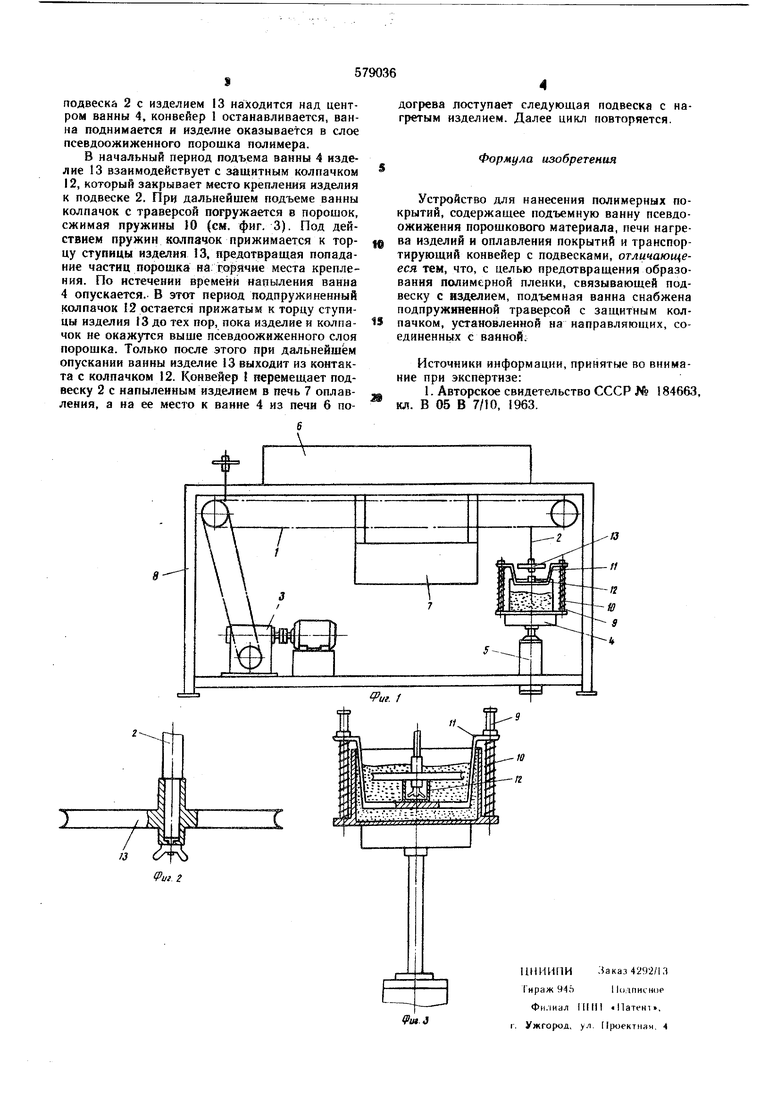
Изобретение относится к технике нанесения защитно-декоративных полимерных оболочек на металлические изделия. Известно устройство для нанесения полимерных покрытий , содержащее подъемную ванну псевдоожижения порошкового материала, печи нагрева изделий и оплавления покрытий и транспортирующий конвейер с подвесками. В известном устройстве изделия в процессе транспортировки проходят печь нагрева и попадают в ванну с порошком полимера, в результате чего образуется полимерная пленка, связывающая подвеску с изделием в месте его крепления. Чтобы снять покрытое полимерной оболочкой изделие с подвески, пленка на подвеске подрезается и место контакта изделия с подвеской зачищается режущим инструментом. Процесс съемки покрытых полимером изделий с подвесок трудоемок, малопроизводителен, плохо поддается механизации. Цель изобретения - предотвра цение образования полимерной пленки, связывающей подвеску с изделием. Указанная цель достигается за счет того, что под1 ем11ая ванна снабжена подпружиненной траверсой с защитным колпачком, установленной па направлякмцих, соодиненных с ванной. На фиг. 1 изображено предлагаемое устройство, общий вид; иа фиг. 2 - часть подвески с закрепленным на ней изделием (колесом); на фиг. 3 - ванна псевдоожижеиия в период нанесения покрытия на изделие. Устройство для нанесения полимерных покрытий содержит замкнутый транспортирующий конвейер I импульсного типа с подвесками 2, оборудованный приводом 3, ванну 4 псевдоожижения порошкового материала с пиевмоцилиндром подъема 5, печь 6 нагрева изделий, аечь 7 оплавления покрытий. Все узлы смонтироваиы на общей станине 8. Печи б и 7 имеют прорези для прохода подвесок и отверстия для входа и выхода изделий. Ванна псевдоожижения 4 оборудована двумя направляющими колонками 9 с пружинами 10. На пружинах 10 свободно покоится подвнж ная относительно ванны траверса 1 с защитным колпачком 12, который находится вын1еслоя псевдоожиженного порошка. Устройство работает следующим образом. Изделия, подготовленные к нанесению покрытия по мере перемещения конвейера последовательно поступают в печь 6 нагрева, ванну 4, печь 7 оплавления и проходят зону естественного ВОЗДУШНОГО охлаждения. В момент, когда
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для нанесения полимерных покрытий на емкости типа "бутыль | 1973 |
|
SU588015A1 |
| ПОДВЕСКА ДЛЯ КРЕПЛЕНИЯ СТЕКЛЯННЫХ БАЛЛОНОВ | 1972 |
|
SU355056A1 |
| Устройство для нанесения полимерных покрытий | 1975 |
|
SU527213A1 |
| Установка для нанесения полимерных покрытий | 1978 |
|
SU749438A1 |
| Установка для нанесения полимерных покрытий на изделия | 1983 |
|
SU1139520A1 |
| Установка для нанесения покрытий на полые изделия | 1981 |
|
SU952376A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОЛИВИНИЛБУТИРАЛЯ НА ДЕТАЛИ СУДОВОГО МАШИНОСТРОЕНИЯ | 1996 |
|
RU2091500C1 |
| Устройство для нанесения порошковых покрытий | 1983 |
|
SU1148650A1 |
| Способ нанесения порошковых полимерных покрытий на металлические изделия и установка для его усушествления | 1974 |
|
SU526396A1 |
| НАНЕСЕНИЯ НА ДЕТАЛИ ПОЛИМЕРНЫХПОКРЫТИЙ | 1972 |
|
SU342684A1 |
