1
Изобретение относится к технике наиесения защитно-яекоративных поЛимернЫХ покрытий на емиости типа «бутыль.
Известен полуавтомат для нанесения поЛиме1р ных покрытий, содержащий ванну напыления с всевдоожиженным порошком полимера, транспортирующий конеейар с подвоска1ми, устройство для нагрева изделий и оплавления покрытия и пульт управления 1.
В известном устройстве печИ нагрева ивделий и оплавления покрытия имеются щели для прохода подвесок с изделиями и -входные и выходные проемы, через которые происходит большая утеч-ка тепловой энергии, что значительно снижает КПД печей. Такие печи громоздки, неудобны в эксплуатации и требуют больщнх затрат энергии, при высокой производительности занимают большие производственные площади.
Для интенсификации прОцесса нанесения полимерных покрытий, повышения КПД и уменьшения габаритов установки в предлагаемом полуавтомате устройство для нагрева изделий и оплавления покрытий выполнено в виде автономнОГО электронагревателя, которым оборз-дована каждая подвеска конвейера.
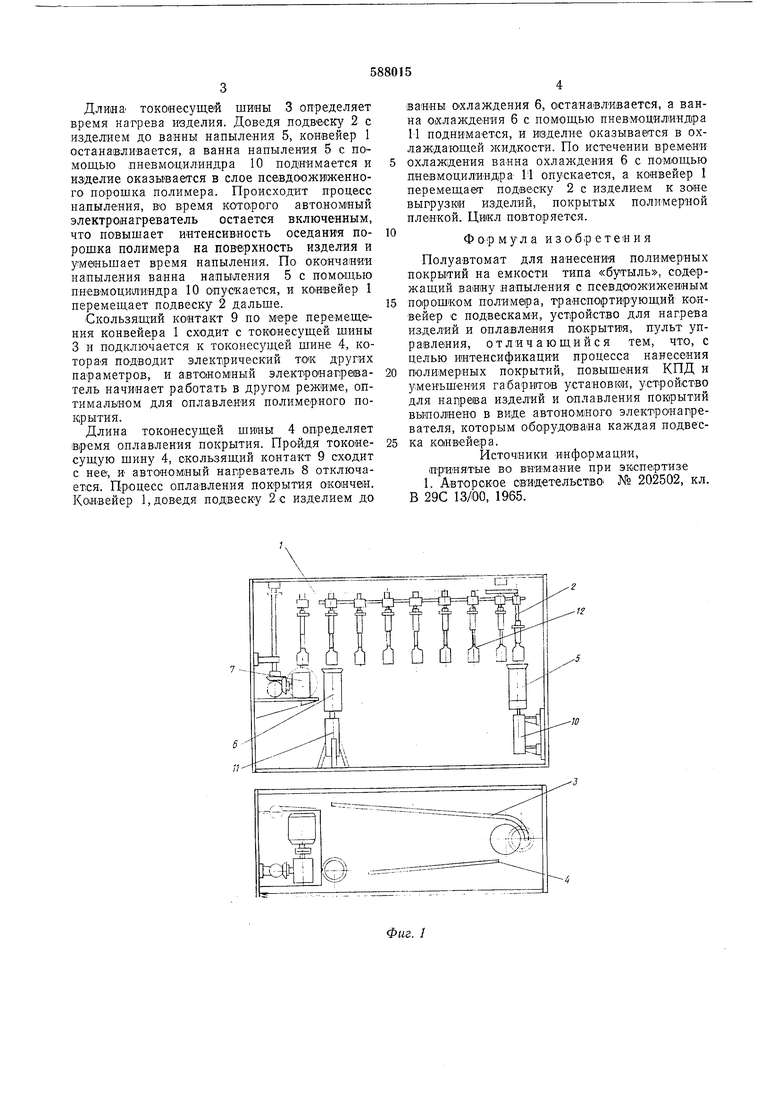
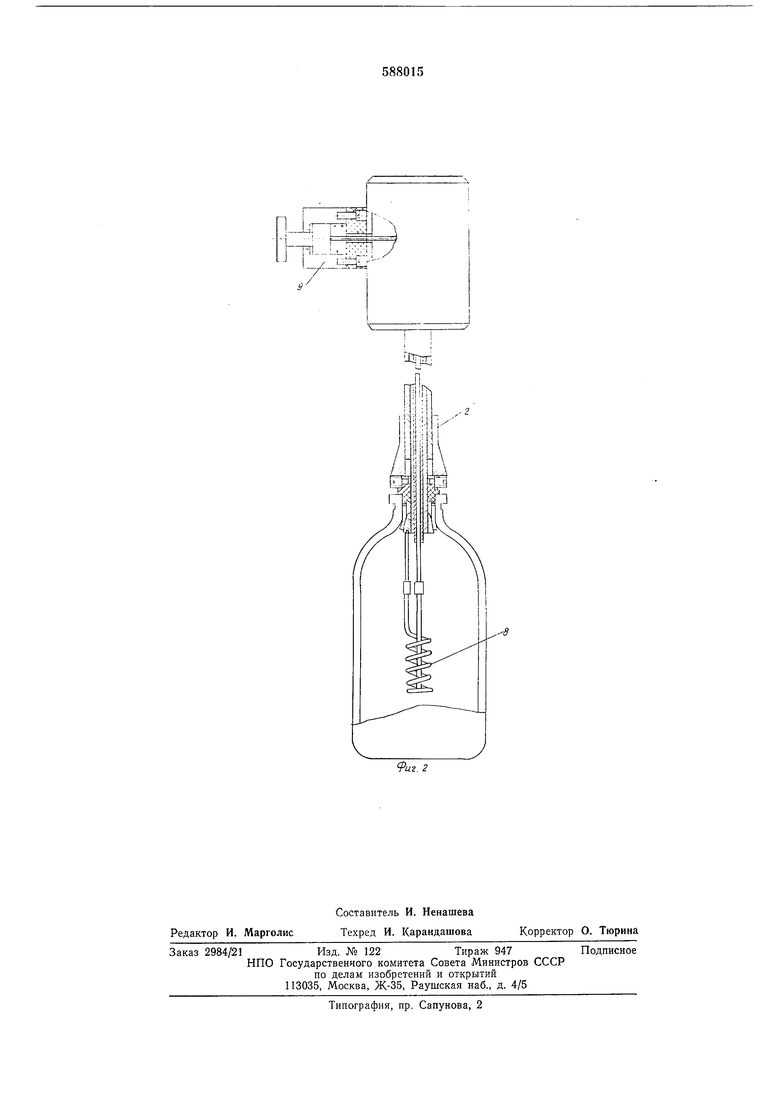
На фиг. 1 изображен описываемый полуавтомат, общий ви1д; на фиг. 2 - автономный
электронагреватель, которым оборудована подвеска с закрепленным на ней изделием (медицинским аэ розольным баллончиком). Устройство содержит замкнутый подвесной конвейер I, о-борудованный автоматическими подвесками 2, токонесущие шины Зи4, ванну напьгления 5 с псевдоожиженным порощком полимера, ваяну охлаждения 6, привод конвейера 7, пульт ттравления (на фиг.
не показан). Автоматическая подвеска 2 оборудована автономным напревателем 8, скользящим контактом 9 и механизмом автоматиче ского зажима и съема изделия (емкости). Пневмоцилиндр 10 предназначен для подъема ванны напыления, а пневмоцилиндр 11 - для подъема ванны охлаждения.
Полуавтомат ра:ботает следующим образом.
Изделия, подготовленные к нанесению покрытия, закрепляют на подвесках 2 в зоне загрузки и выПрузки изделий. Нажатие-м кнопки «пуск на пульте управления конвейер 1 приводится в движение. При этом перемещаются подвески 2 с укрепленными на них
изделиями 12. Подвеска 2, дойдя до токо-несущей шины 3, своим скользящим контактом 9 опирается на щину 3, и электрический ток начинает прохО)ДИ1ТЬ через спираль автономного нагревателя 8, который нагревает изделие.
Длияз токойесущей шииы 3 определяет время нагрева изделия. Доведя подвеску 2 с изделием до ванны напыления 5, коивейер 1 останавливается, а ванна напыления 5 с помощью пневмОЦилиндра 10 подмимается и изделие оказывается в слое псбвдоожвженного порошка полимера. Происходит процесс напыления, во время которого автономный электронагреватель остается включенным, что повышает интенсивность оседания порошка полимера на поверхность изделия и уменьшает время напыления. По окончании напыления ванна напыления 5 с помощью ПЕевМОцишиндра 10 опускается, и конвейер 1 перемеш,ает подвеску 2 дальше.
Скользящий контакт 9 по Мере перемещения конвейера 1 сходит с токонесущей шины 3 и подключается к токонесущей щине 4, котораЯ подводит электрический ток других параметров, и а;вто1номный эле-ктроналреватель начинает работать в другом режиме, оптимальном для оплавления полимерного покрытия.
Длина токонесущей шииы 4 определяет время оплавления покрытия. Пройдя токонесущую щину 4, скользящий контакт 9 сходит с нее, и автономный нагреватель 8 отключается. Процесс оплавления покрытия окончен. Конвейер 1,доВедя подвеску 2-е изделием до
ванны Охлаждения 6, останавливается, а ванна оклалсдения 6 с помощью пневмоцилиндра 11 подниада-ется, и взделие оказывается в охлаждающей жидкости. По истечении врем-ени охлаждения ванна охлал дения 6 с помощью пневмоцилиндра 11 опускается, а конвейер 1 перемещает подвеску 2 с изделием к зоне выгрузюи изделий, покрытых полимерной пленкой. Цикл повторяется.
Ф Ор м у л а и 3 о б р е т е 1Н и я
Полуавтомат для нанесения полимерных покрытий на емкости типа «бутыль, содержащий ваниу напыления с псевдоож-иженным порошком полимера, транспортирующий конвейер с подвесками, устройство для нагрева изделий и оплавления покрыти1я, пульт управления, отличающийся тем, что, с целью интенсификации процесса нанесения полимерных покрытий, повышения КПД и уменьшения габари1тов установки, устройство для напреоза изделий и оплавления покрытий вьшолиено в виде автономного электронагревателя, которым Оборудована каждая подвеска конвейера.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство N° 202502, кл. В 29С 13/00, 1965.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения полимерных покрытий | 1974 |
|
SU579036A1 |
| Установка для нанесения полимерных покрытий на изделия | 1983 |
|
SU1139520A1 |
| НАНЕСЕНИЯ НА ДЕТАЛИ ПОЛИМЕРНЫХПОКРЫТИЙ | 1972 |
|
SU342684A1 |
| Устройство для нанесения полимерных покрытий | 1975 |
|
SU527213A1 |
| Установка для нанесения полимерных покрытий | 1978 |
|
SU749438A1 |
| ВСЕСОЮЗ | 1973 |
|
SU361819A1 |
| ПОЛУАВТОМАТ ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНЫХПОКРЫТИЙ | 1972 |
|
SU355055A1 |
| Устройство для нанесения порошковых покрытий | 1983 |
|
SU1148650A1 |
| Установка для нанесения полимерных покрытий | 1979 |
|
SU891170A1 |
| ПОДВЕСКА ДЛЯ КРЕПЛЕНИЯ СТЕКЛЯННЫХ БАЛЛОНОВ | 1972 |
|
SU355056A1 |
-- l-LJlit L / irau
/
Риг.2
