(54) РЕЖУЩИЙ ИНСТРУМЕНТ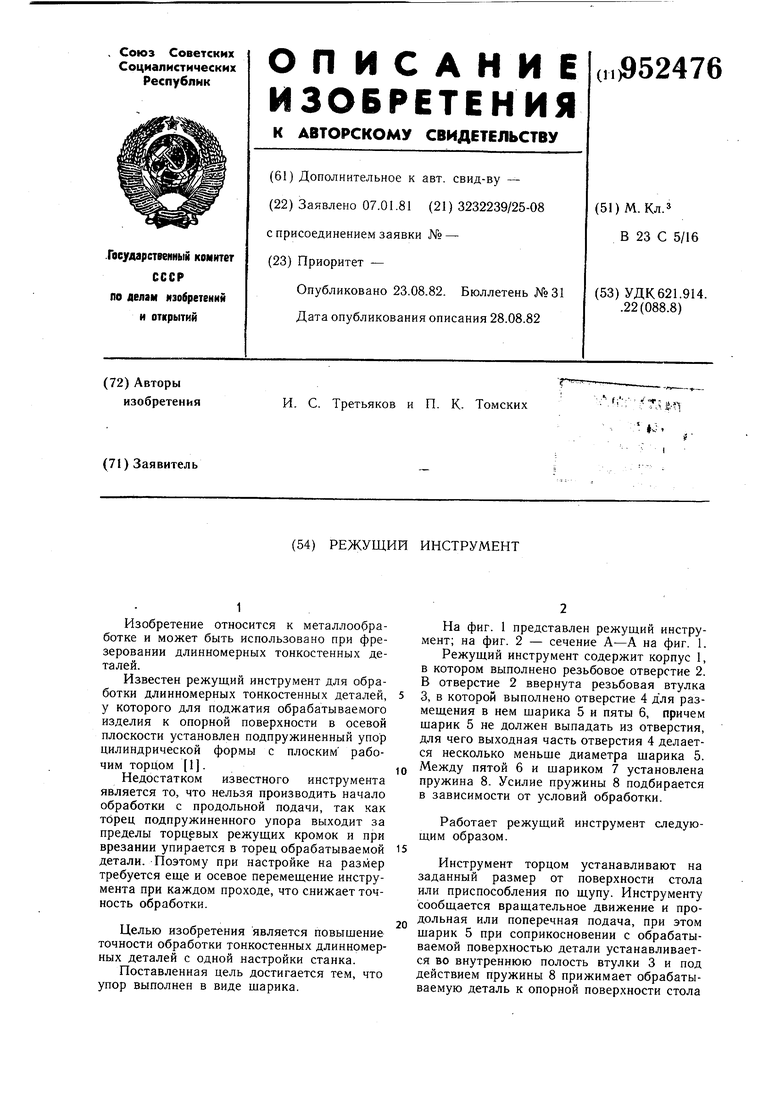
| название | год | авторы | номер документа |
|---|---|---|---|
| Режущий инструмент | 1976 |
|
SU623669A1 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| Режущий инструмент | 1985 |
|
SU1298088A1 |
| СПОСОБ ФИКСАЦИИ НЕЖЕСТКОЙ ЗАГОТОВКИ СЛОЖНОГО ПРОФИЛЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2018 |
|
RU2701815C1 |
| Зажимное устройство с самоцентрирующимся механизмом | 2021 |
|
RU2773979C1 |
| Устройство для чистовой обработки отверстий | 1983 |
|
SU1085688A1 |
| Многоместное делительное устройство | 1980 |
|
SU918024A1 |
| Устройство для торцового зажима полых деталей | 1979 |
|
SU856740A1 |
| РУЧНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ СВЕРЛЕНИЯ И ФРЕЗЕРОВАНИЯ С ТОРЦОВ | 1999 |
|
RU2173612C2 |
| Механизированные тиски | 1978 |
|
SU865595A1 |
1
Изобретение относится к металлообработке и может быть использовано при фрезеровании длинномерных тонкостенных деталей.
Известен режущий инструмент для обработки длинномерных тонкостенных деталей, у которого для поджатия обрабатываемого изделия к опорной поверхности в осевой плоскости установлен подпружиненный упор цилиндрической формы с плоским рабочим торцом 1.
Недостатком известного инструмента является то, что нельзя производить начало обработки с продольной подачи, так как торец подпружиненного упора выходит за пределы торцевых режущих кромок и при врезании упирается в торец обрабатываемой детали. Поэтому при настройке на размер требуется еще и осевое перемещение инструмента при каждом проходе, что снижает точность обработки.
Целью изобретения является повыщение точности обработки тонкостенных длинномерных деталей с одной настройки станка.
Поставленная цель достигается тем, что упор выполнен в виде щарика.
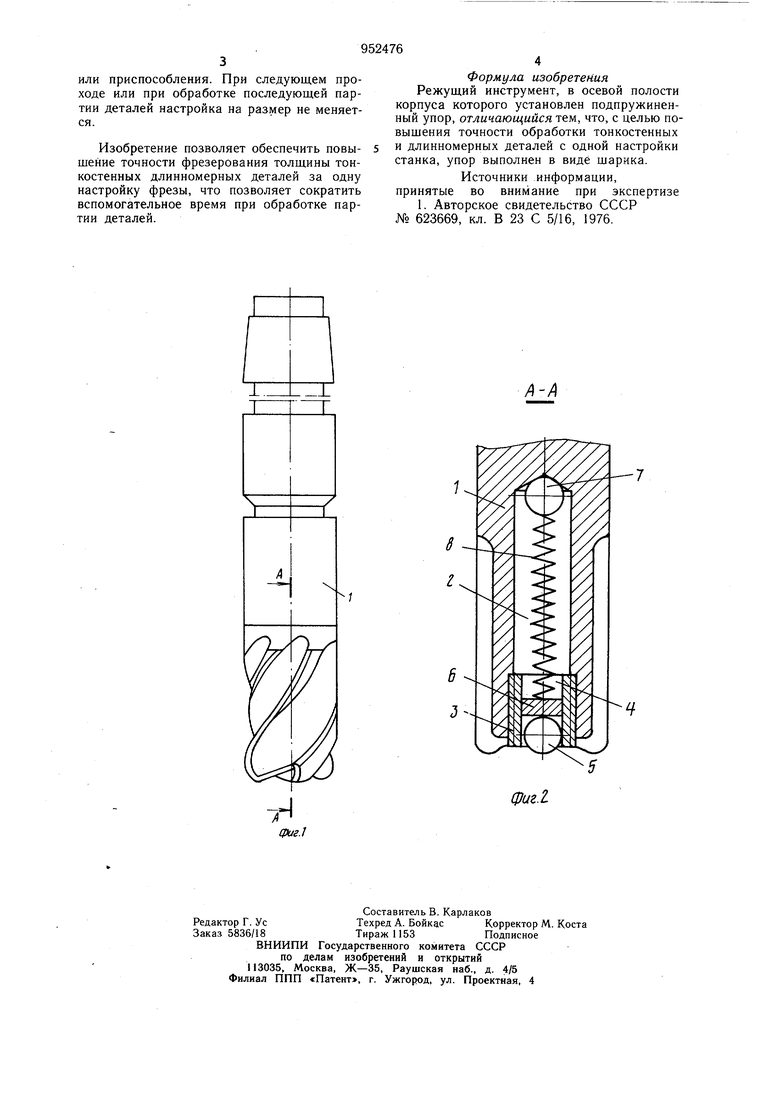
На фиг. 1 представлен режущий инструмент; на фиг. 2 - сечение А-А на фиг. 1.
Режущий инструмент содержит корпус 1, в котором выполнено резьбовое отверстие 2. В отверстие 2 ввернута резьбовая втулка 3, в которой выполнено отверстие 4 для размещения в нем щарика 5 и пяты 6, причем щарик 5 не должен выпадать из отверстия, для чего выходная часть отверстия 4 делается несколько меньще диаметра щарика 5. Между пятой 6 и щариком 7 установлена
10 пружина 8. Усилие пружины 8 подбирается в зависимости от условий обработки.
Работает режущий
инструмент следующим образом.
15
Инструмент торцом устанавливают на заданный размер от поверхности стола или приспособления по щупу. Инструменту сообщается вращательное движение и продольная или поперечная подача, при этом
20 щарик 5 при соприкосновении с обрабатываемой поверхностью детали устанавливается во внутреннюю полость втулки 3 и под действием пружины 8 прижимает обрабатываемую деталь к опорной поверхности стола
или приспособления. При следующем проходе или при обработке последующей партии деталей настройка на размер не меняется.
Изобретение позволяет обеспечить повыщение точности фрезерования толщины тонкостенных длинномерных деталей за одну настройку фрезы, что позволяет сократить вспомогательное время при обработке партии деталей.
Формула изобретения Режущий инструмент, в осевой полости корпуса которого установлен подпружиненный упор, отличающийся тем, что, с целью повышения точности обработки тонкостенных и длинномерных деталей с одной настройки станка, упор выполнен в виде шарика.
Источники информации, принятые во внимание при экспертизе
А-А
фиг.г
