Изобретение относится к абразивно-алмазной обработке и может быть использовано при шлифовании различных материалов.
Известно устройство для восстановления режущей способности шлифовального круга, содержащее преобразователь, установленный на суппорте, имеющем возможность продольного перемещения, механизм правки, установленный на волноводе с возможностью возвратно- поступательного движения. [1]
Недостатком данного устройства является то, что процесс правки представляет точение, где имеет место трение по задней поверхности правящего инструмента, что вызывает его износ.
Наиболее близким по технической сущности к задаваемому решению является устройство для восстановления режущей способности шлифовального инструмента, содержащее установленные на механизме перемещения волновод ультразвуковых колебаний, соединенный с преобразователем, и правящий инструмент с выпуклой рабочей поверхностью, связанный с волноводом. Волновод установлен на механизме с возможностью качания относительно оси, перпендикулярной плоскости, проходящей через оси волновода и правящего инструмента, расположенной в этой плоскости на продолжении линии профиля торца волновода, вершина правящего инструмента совмещена с осью поворота. [2]
Недостатком этого устройства является необходимость частой пришлифовки торца волновода под требуемую кривизну поверхности круга, особенно для абразивного круга малого диаметра, что делает невозможным использование устройства в условиях автоматического цикла шлифования.
Задачей предлагаемого технического решения является создание устройства для эффективной правки шлифовальных кругов любых диаметров в условиях автоматического цикла шлифования и повышение стойкости правящего инструмента.
Для решения этой задачи устройство для правки шлифовального круга содержит установленные на механизм перемещения волновод ультразвуковых колебаний, соединенный с преобразователем, и правящий инструмент, связанный с волноводом. Правящий инструмент установлен на оси волновода. Период колебаний преобразователя определен соотношением длины площадки контакта правящего инструмента в направлении скорости резания и скорости резания по формуле
Tпр≅2a/Vр,
где Tпр - период колебаний преобразователя;
a - длина площадки контакта правящего инструмента;
Vр - скорость резания.
Новым в предлагаемом устройстве является то, что правящий инструмент установлен на оси волновода. Период колебаний преобразователя определен соотношением длины площадки контакта правящего инструмента в направлении скорости резания и скорости резания по формуле
Tпр≅2a/Vр.
Таким образом, предлагаемое техническое решение соответствует критерию "новизна" и имеет существенные признаки, которые в совокупности влияют на достигаемый результат, а именно эффективность правки шлифовального круга любых диаметров в условиях автоматического цикла шлифования и повышения стойкости правящего инструмента.
Сущность изобретения поясняется чертежами.
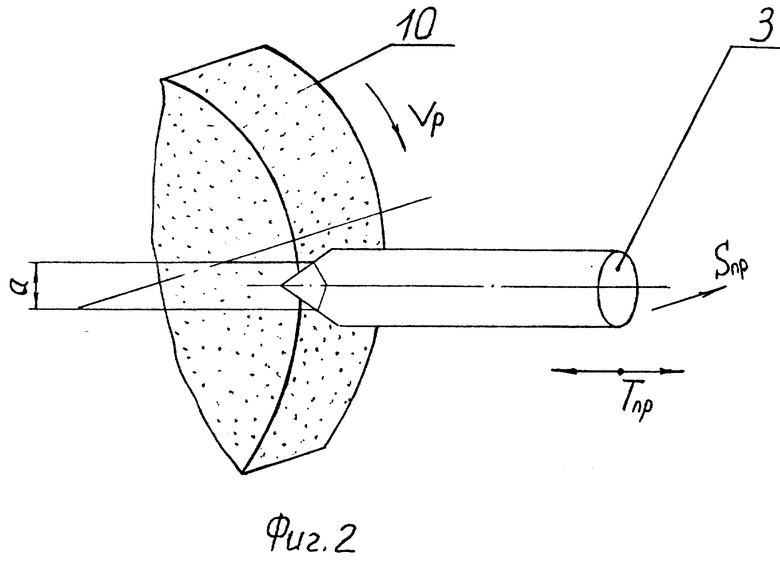
На фиг. 1 показан общий вид устройства, на фиг. 2 - схема правки шлифовального круга.
Устройство содержит ультразвуковой преобразователь 1, волновод 2, к которому присоединен правящий инструмент 3 посредством шпильки 4. Правящий инструмент 3 выполнен с выпуклой вершиной 5, находящейся на оси волновода 2. Преобразователь 1, волновод 2, отражающая гайка 6, контактная пластина 7 установлены в корпусе 8 и стянуты шпилькой 9.
Работает устройство следующим образом.
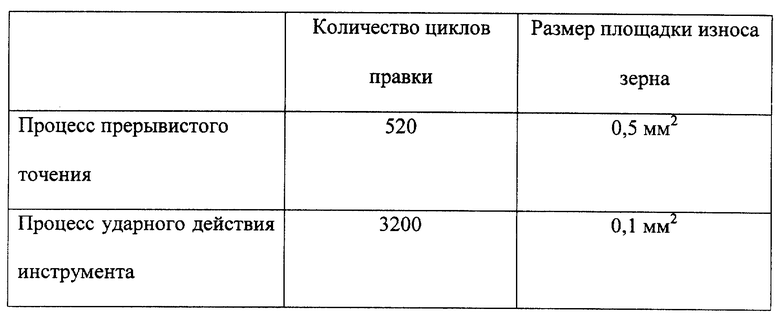
Для правки правящий инструмент 3 устанавливают в заданное положение относительно шлифовального круга 10 и внедряют на глубину правки, которая определяет длину (а) площадки контакта инструмента 3 в направлении скорости резания. На волновод 2 подают ультразвуковые колебания с периодом Tпр≅2a/Vр. При таком соотношении процесс правки из прерывистого точения переходит в процесс ударного действия. Правящий инструмент 3 производит хрупкое разрушение абразивных зерен и связки абразивного круга 10, при этом практически отсутствуют силы трения по задней поверхности правящего инструмента, что повышает его износостойкость.
Например, при правке абразивного круга ПП16х20х6 25А16ПСМ16К50 правящим инструментом с величиной алмазного зерна 0,06 карата при скорости резания Vр= 50-35 м/сек. Полученные результаты при разных методах правки показаны в таблице.
Применение предлагаемого устройства для правки шлифовального круга позволяет повысить эффективность правки шлифовальных кругов и стойкость правящего инструмента. Возможно использование вместо дорогостоящих алмазных правящих инструментов более дешевых сверхтвердых материалов.
Источники информации
1. А.С. СССР N 952537, по кл. МПК6 B 24 B 1/04, B 24 B 53/00, 1980.
2. А.С. СССР N 1526959, по кл. МПК6 B 24 B 1/04, B 24 B 53/00, 1987.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ ЕДИНИЧНЫМ АЛМАЗОМ ШИРОКОГО ВЕДУЩЕГО КРУГА БЕСЦЕНТРОВОГО КРУГЛОШЛИФОВАЛЬНОГО СТАНКА ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ "НАПРОХОД" | 2003 |
|
RU2231436C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРАВКИ С ГИДРОАБРАЗИВНОЙ ОЧИСТКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2190515C1 |
| Способ правки шлифовального круга | 1989 |
|
SU1673415A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО ШЛИФОВАЛЬНОГО КРУГА | 2000 |
|
RU2180283C1 |
| Способ правки шлифовального круга | 1984 |
|
SU1230809A1 |
| СПОСОБ ФОРМООБРАЗУЮЩЕЙ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМИ РОЛИКАМИ НА ШЛИФОВАЛЬНЫХ СТАНКАХ С АВТОМАТИЧЕСКИМ ЦИКЛОМ ОБРАБОТКИ | 2015 |
|
RU2619544C2 |
| Устройство для восстановления режущей способности шлифовального круга | 1980 |
|
SU952537A1 |
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2152296C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ФАСОННОГО ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2076037C1 |
| СПОСОБ ОЧИСТКИ ЗАСАЛЕННЫХ АБРАЗИВНЫХ КРУГОВ | 2003 |
|
RU2237570C1 |
Изобретение относится к абразивно-алмазной обработке и может быть использовано при шлифовании различных материалов. Устройство содержит ультразвуковой преобразователь и волновод ультразвуковых колебаний. К последнему присоединен правящий инструмент, выполненный с выпуклой вершиной, находящейся на оси волновода. Период колебания преобразователя определен по формуле: Tпр ≅ 2a/Vр, где а - длина площадки контакта инструмента в направлении скорости резания Vр. При таком соотношении правка представляет собой процесс ударного действия с хрупким разрушением абразивных зерен и связки круга. При этом отсутствует сила трения по задней поверхности правящего инструмента, что повышает его износостойкость и позволяет осуществлять эффективную правку шлифовальных кругов любых диаметров в условиях автоматического цикла шлифования. 2 ил., 1 табл.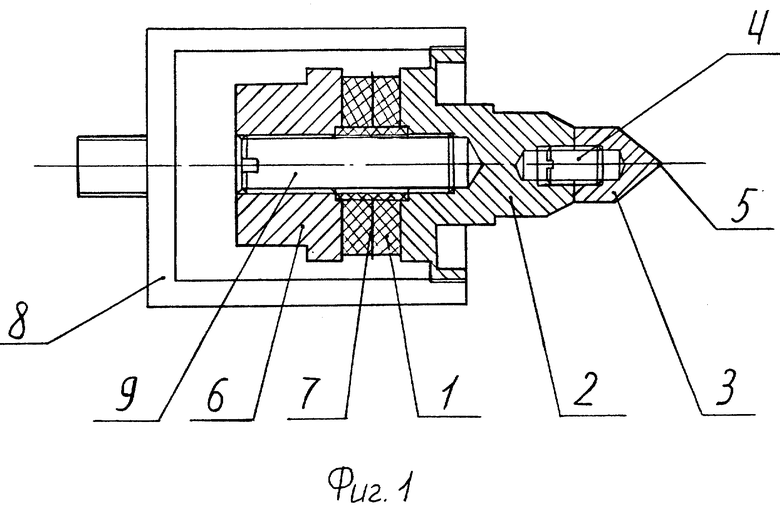
Устройство для правки шлифовального круга, содержащее установленные на механизме перемещения волновод ультразвуковых колебаний, соединенный с преобразователем, и правящий инструмент, связанный с волноводом, отличающееся тем, что правящий инструмент установлен по оси волновода, период колебаний преобразователя определен соотношением длины площадки контакта правящего инструмента в направлении скорости резания и скорости резания по формуле
Tпр ≅ 2a/Vр,
где Tпр - период колебаний преобразователя;
a - длина площадки контакта правящего инструмента;
Vр - скорость резания.
| Устройство для восстановления режущей способности шлифовального инструмента | 1987 |
|
SU1526959A1 |
| RU 98103607 A1, 10.12.1999 | |||
| Способ правки шлифовального круга | 1984 |
|
SU1230809A1 |
| Устройство для правки шлифовального круга | 1976 |
|
SU626943A1 |
| Способ правки шлифовального круга | 1976 |
|
SU630065A1 |
| DE 4334391 A1, 04.05.1995. | |||

