(54) СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РУЛОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Изобретение относится к оборудованию для изготовления слоистых непрерывных полимерных материалов с использованием армирующих слоев.
Известен экструзионный способ непрерывного изготовления длинномерного материала, состоящего из различных слоев, и устройство для его осуществления в виде экструдера, головка которого обеспечивает введение волокна в листовую заготовку l.
Известный способ и устройство предназначены для переработки материалов в вязко-текучем состоянии и не позволяют получить слоистые армированные рулонные материалы.
Наиболее близким к предлагаемому по технической сущности является способ изготовления армированных рулон- . ных -материалов путем наложения.слоев один на другой и обжатия валками.
Известно также устройство для изготовления армированных рулонных материалов, содержащее отпускные механизмы образующих слои материалов, направляющие их элементы, дублирующие валки и отбирающий механизм f2.
Известные способ и устройство для его осуществления-требуют мощного валкового оборудования и при получеНИИ слоистых материалов с верхним и нижним слоями из одного материала узких по ширине приводит к неполному использованию этого оборудования, что усложняет производство таких изделий;
Целью изобретения является упрощение изготовления слоистых изделий с верхним и нижним слоями из одного материала.
Поставленная цель достигается тем, что согласно способу изготовления армированных рулонных материалов путем наложения слоев один на другой и обжатия валками, при наложении слоев средний слой располагают вертикально, а верхний и нижний слои образуют нанесением продольного надреза по толщине полотна и перегибания его на две части, размещенные по обе стороны от среднего слоя.
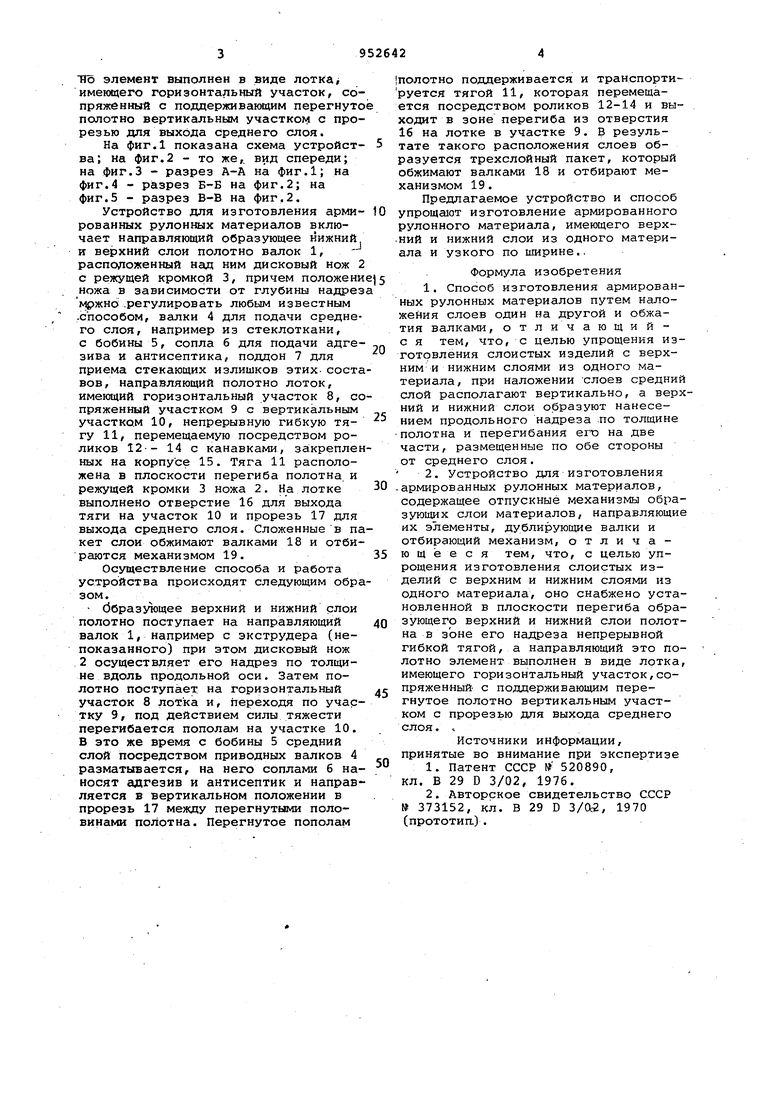
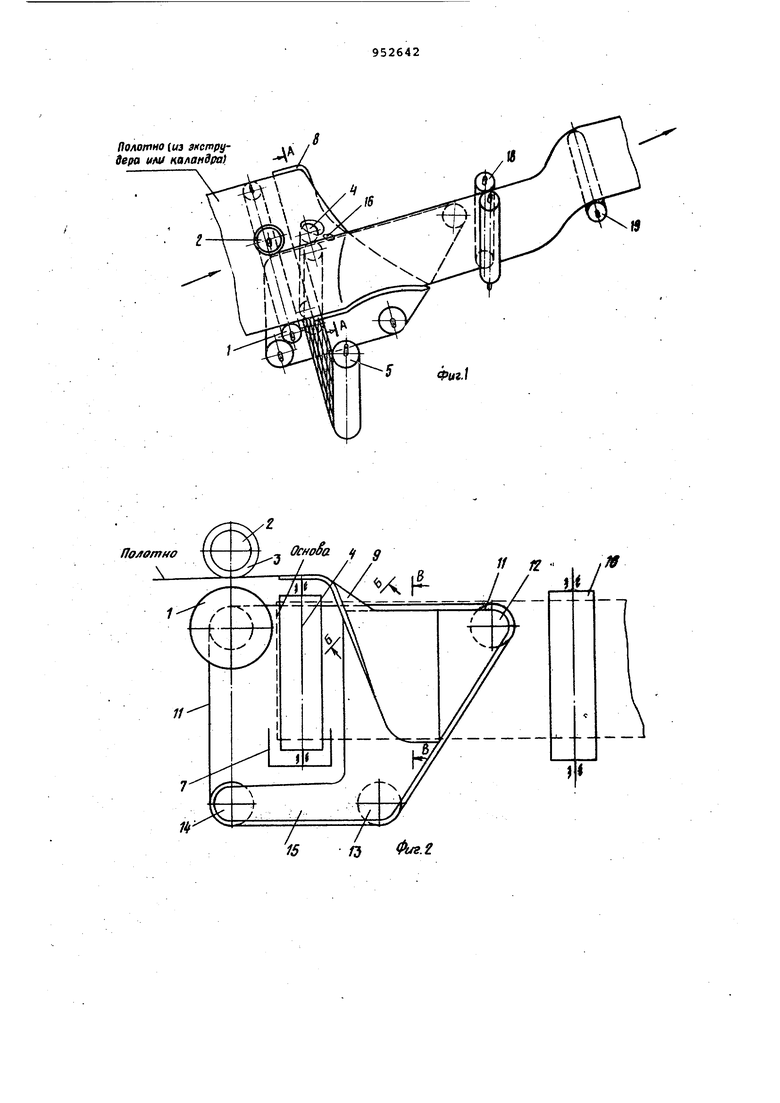
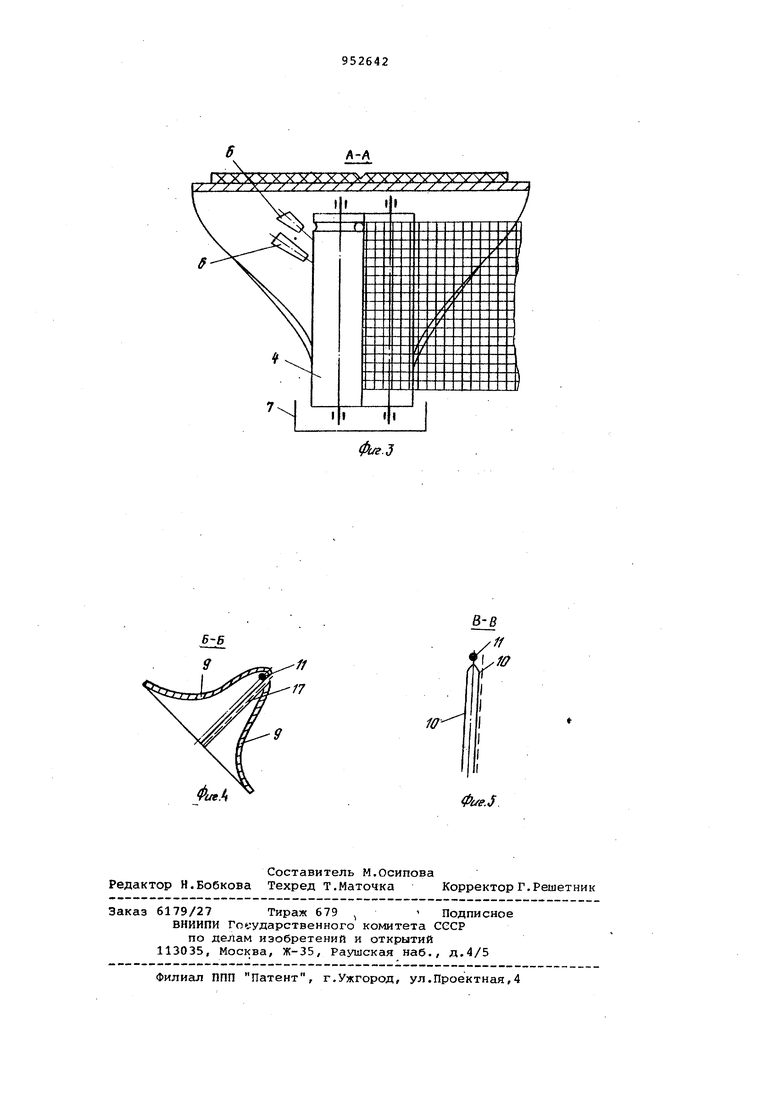
Устройство для изготовления армированных рулонных материалов, содержащее отпускные механизмы образующих слои материалов, направляющие их элементы, дублирующие валки и отбирающий механизм, снабжено установленной в плоскости перегиба образующего верхний и нижний слои полотна в зоне его надреза непрерывной гибкой тягой, а направляющий это полоттго элемент выполнен в виде лотка имеющего горизонтальный участок, сопряженный с поддерживающим перегнуто полотно вертикальным участком с прорезью для выхода среднего слоя. На фиг.1 показана схема устройства; на фиг.2 - то же,, вид спереди; на фиг.З - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б на фиг.2; на фиг.З - разрез В-В на фиг,2. Устройство для изготовления армированных рулонных материалов включает направляющий образующее нижний и верхний слои полотно валок 1, распо юженный над ним дисковый нож 2 с режущей кромкой 3, причем положени ножа в зависимости от глубины надрез мржно .регулировать любым известным .способом, Всшки 4 для подачи среднего слоя, например из стеклоткани, с бобины 5, сопла б для подачи адгезива и антисептика, поддон 7 для приема стекающих излишков этих.соста вов, направляющий полотно лоток, имеющий горизонтальный участок 8, со пряженный участком 9 с вертикальным участком 10, непрерывную гибкую тяГУ 11, перемещаемую посредством роликов 12-- 14 с канавками, за;креплен ных на корпусе 15. Тяга 11 расположена в плоскости перегиба полотна, и режущей кромки 3 ножа 2. На лотке выполнено отверстие 16 для выхода тяги на участок 10 и прорезь 17 для выхода среднего слоя. Сложенныев па кет слои обжимают валками 18 и отбираются механизмом 19. Осуществление способа и работа устройства происходят следующим обра зом. ббразутощее верхний и нижний слои полотно поступает на направляющий валок 1, например с экструдера (непоказанного) при этом дисковый нож 2 осуществляет его надрез по толщине вдоль продольной оси. Затем полотно поступает, на горизонтальный участок 8 лотка и, переходя по участку 9, под действием силы тяжести перегибается пополам на участке 10. В это же время с бобины 5 средний слой посредством приводных валков 4 разматывается, на него соплами б наносят адгеэив и антисептик и направляется в вертикальном положении в прорезь 17 между перегнутыми половинами полотна. Перегнутое пополам полотно поддерживается и транспортиуется тягой 11, которая перемещается посредством роликов 12-14 и выходит в зоне перегиба из отверстия 16 на лотке в участке 9. В результате такого расположения слоев образуется трехслойный пакет, который обжимают валками 18 и отбирают механизмом 19. Предлагаемое устройство и способ упрощают изготовление армированного рулонного материала, имеющего верхний и нижний слои из одного материала и узкого по ширине.. Формула изобретения 1.Способ изготовления армированных рулонных материалов путем наложейия слоев один на другой и обжатия валками, отличающийс я тем, что, с целью упрощения изготовления слоистых изделий с верхним и нижним слоями из одного материала, при наложении слоев средний слой располагают вертикально, а верхний и нижний слои образуют нанесением продольного надреза по толщине полотна и перегибания его на две части, размещенные по обе стороны от среднего слоя. 2.Устройство для изготовления армированных рулонных материалов, содержащее отпускные механизмы образующих слои материалов, направляющие их элементы, дублирующие валки и отбирающий механизм, отличающееся тем, что, с целью упрощения изготовления слоистых изделий с верхним и нижним слоями из одного материала, оно снабжено установленной в плоскости перегиба образующего верхний и нижний слои полотна в зоне его надреза непрерывной гибкой тягой, а направляющий это полотно элемент выполнен в виде лотка, имеющего горизонтальный участок,сопряженный с поддерживающим перегнутое полотно вертикальным участком с прорезью для выхода среднего сЛоя. , Источники информации, принятые во внимание при экспертизе 1.Патент СССР 520890, кл. В 29 D 3/02, 1976. 2.Авторское свидетельство СССР 373152, кл. В 29 D 3/Ot2, 1970 (прототиа). Полотно (мз экстру-. Sepa им MAatidpa) Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Слоистая панель и установка для ее непрерывного изготовления | 1990 |
|
SU1719244A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2170671C1 |
| Устройство для изготовления многослойного пакета из рулонного материала | 1980 |
|
SU942997A1 |
| Устройство для двустороннего нанесения покрытий на гибкие длинномерные основы | 1989 |
|
SU1754225A1 |
| ПЛОСКИЙ МЕТАЛЛИЧЕСКИЙ ЭЛЕМЕНТ И ПРОФИЛЬНЫЙ ЭЛЕМЕНТ | 2003 |
|
RU2303685C2 |
| НАМОТОЧНЫЙ СТАНОК | 2015 |
|
RU2591125C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКОЙ ПЕЧАТНОЙ ОБМОТКИ | 1994 |
|
RU2054783C1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА РУБЕРОИДА | 1999 |
|
RU2165489C1 |
| Способ изготовления слоистого материала | 1975 |
|
SU772476A3 |
| Способ изготовления усиленного гофрированного заполнителя трехслойных конструкций и устройство для его осуществления | 1991 |
|
SU1785914A1 |
П Фиг.
I X X X, X у X X X X X УУ у УУу VV-y у 7 у у Х г / X X / / у /
I I
I I
