Изобретение относится к целлюлозно-бумажному производству и может быть использовано для автоматического размола волокнистой массы.
Известна система автоматического управления размолом волокнистой массы, содержащая датчики температуры массы, размещенные в трубопроводах гидроразбивателя и размалывающего устройства и соединенные с измерителем разности температур, измеритель мощности привода размалывающего устройства, регулятор присадки ротора, соединенный с устройством присадки, регулятор расхода оборотной жидкости и вычислительный блок 1 .
Недостатком такой системы является н4.стабильное качество помола волокнистой массы.
Целью изобретения является повышение стабильности качества помола волокнистой массы.
Указанная цель достигается тем, что систе 1а автоматического управле- ния размолом волокнистой массы, содержащая датчики температуры массы, размещенные в трубопроводах гидроразбивателя и размалывающего устройства и соединенные с измерителем разности температур, измеритель мощности привода размалывающего устройства, регулятор присадки ротора, соединенный с устройством присадки, регулятор расхода оборотной жидкости и вычислительный блок, имеет блок вычисления текущего значения степени помола и расхода оборотной жидкости, задатчик степени помола, сумматор, пороговые блоки концентрации волокнистой массы,
10 коррекции степени помола, при этом измеритель разности температур через блок вычисления степени помола соединен с первым входом регулятора присадки, второй вход которого соединен
15 с выходом сумматора, первый выход которого связан с выходом вычислительного блока, а второй вход - с задатчиком степени помола и первым входом вычислительного блока, второй
20 вход которого через пороговый блок коррекции, степени,, помола связан с измерителем мощности и входом порогового блока концентрации массы, выход которого через блок вычисления расхода оборотной жидкости соединен с регулятором оборотной жидкости.
На чертеже изображена принципиальная схема предложенной системы.
Схема содержит датчик 1 темпера30
туры массы, установленный в трубопро
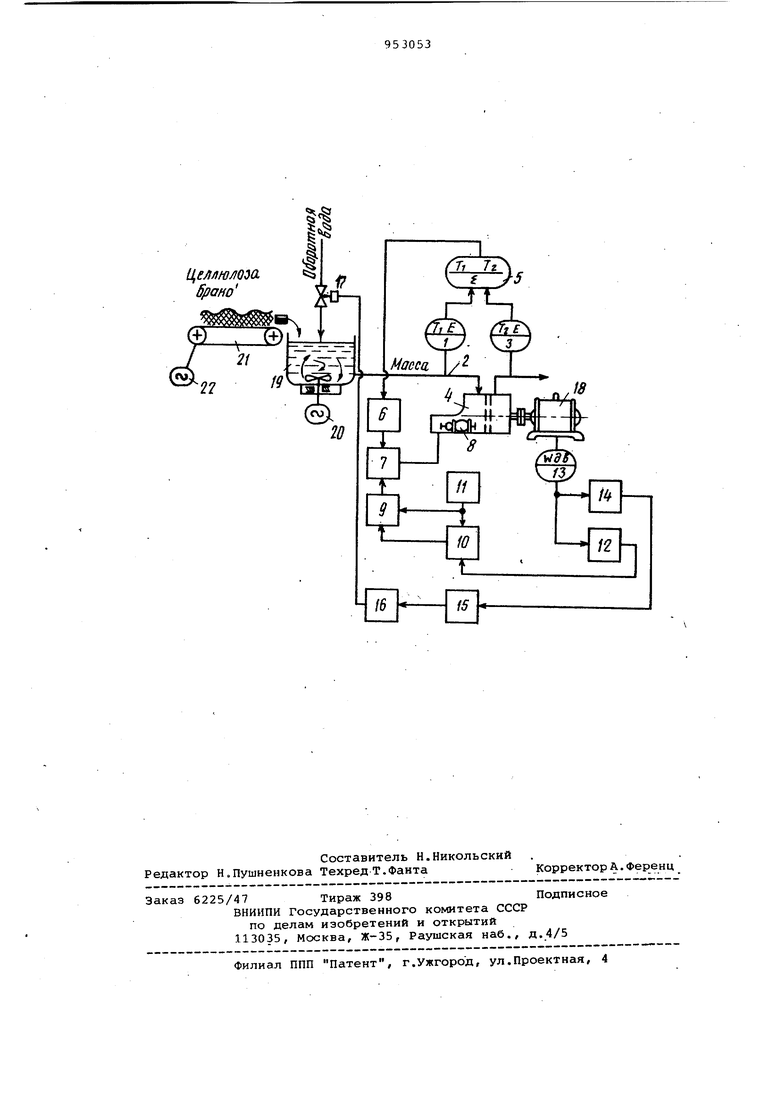
о}{е гидроразбивателя 2, и датчик 3 ччллпературы массы в трубопроводе размалывающего устройства 4, Датчики 1 11 3 соединены с измерителем 5 разiKJCTH температур, выход которого через блок 6 вычисления степени помола связан с первым входом регулятора 7 присадки. Выход регулятора 7 соединен с устройством 8 присадки, а второй вход - с выходом сумматора 9, первый вход которого связан с выходом вычислительного блока Ю, а. второй вход соединен с задатчиком 11 степени помола и первым входом блока 10. Второй вход вычислительного блока 10 через пороговый блок 12 коррекции степени помола связан с измерителем мощности 13 и входом порогового блока 14 концентрации массы,выход которого через блок 15 вычисления расхода оборотной жидкости соединен с регулятором 16 оборотной жидкости. Регулятор 16 связан с клапаном 17. Размалывающее устройство 4 связано с приводом 18. Гидроразбиватель 19 имеет привод ротора 20. Транспортер подачи целлюлозы и брака 21 связан с приводом 22.
Устройство работает следующим образом;
В процессе автоматического управления по величине сигналов температур от .датчиков 1 и 3 в измерителе 5 определяется разность температур, сигнал которой поступает в блок 6, где определяется текущее значение величины степени помола.
Дешее сигнал величины степени помола поступает в регулятор 7 присад, ки и в зависимости от его значения регулируется величина присадки при помощи устройства 8 присадки. Велич-на задающего сигнала присадки от Эйдатчика 11 через сумматор 9 поступает в регулятор 7. Сумматор обеспечивает возможность коррекции величины присадки ротора в зависимости от изменяющегося качества размалываемой бумажной массы. Для этого в вычислительном блоке Ю формируется сигнал коррекции по определенной зависимости. В этот блок от измерителя 13 вводится те сущее значение рН бумажной массы и величина потребляемой мощности приводом через пороговый блок 12 коррекции степени помола, контролируемы пропускаемую величину мощности по ранее заданному уровню. С другой стороны, величина мощности привода
через пороговый блок 14 концентрации волокнистой суспензии после сравнения с заданной величиной поступает в блок 15 вычисления расхода оборотной жидкости. Вычисленное значение задания поступает в регулятор 16/ который изменяет расход воды в ванну гидроразбивателя 2 при помощи клапана 17.
Таким образом, внедрение предложенной системы автоматического управления размолом волокнистой массы позволит повысить стабильность качества помола.
Формула изобретения
Система автоматического управления размолом волокнистой массы, содержащая датчики температуры массы, размещенные в трубопроводах гидроразбивателя и размалывающего устройства и соединенные с измерителем разности температур, измеритель мощности привода размалывающего устройства, регулятор присадки ротора, соединенный с устройством присадки, регулятор расхода оборотной жидкости и вычислительный блок, отличающаяся тем, что, с целью повышения стабильности качества помола волокнистой
массы, она имеет блоки вычисления текущего значения степени помола и расхода оборотной жидкости, задатчик степени помола, сумматор, пороговые
5 блоки концентрации волокнистой массы, коррекции степени помола,при этом измеритель разности температур через блок вычисления степени помола соединен с первым входом регулятора
0 присадки, второй вход которого соединен с выходом сумматора, первый вход которого связан с выходом вычислительного блока, а второй вход с задатчиком степени помола и первым
5 входом вычислительного блока, второй вход которого через пороговый блок коррекции степени помола связан с измерителем мощности и входом порогового блока концентрации массы, выход которого через блок вычисления расхода оборотной жидкости соединен с регулятором оборотной жидкости.
Источники информации, принятые во внимание при экспертизе 55 1. Авторское свидетельство СССР № 489526, кл. В 02 С 25/00, 1975.
и
Г кДДй и
8
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления процессом размола композиционных масс полуфабрикатов в производстве листовых материалов и устройство для его осуществления | 1986 |
|
SU1509470A1 |
| Система автоматического управления размолом волокнистых компонентов полуфабриката | 1984 |
|
SU1210888A1 |
| Система автоматического управления процессом размола волокнистой массы | 1981 |
|
SU1017754A1 |
| Способ автоматического управления процессом размола композиционных масс полуфабрикатов в производстве листовых материалов | 1983 |
|
SU1231092A1 |
| Система автоматической стабилизации работы аппарата для помола многокомпонентного волокнистого полуфабриката | 1988 |
|
SU1544495A1 |
| Способ автоматического управления параллельно расположенными размалывающими устройствами | 1978 |
|
SU717200A1 |
| Система автоматизированного управления процессом в реакторе периодического действия | 1987 |
|
SU1497318A1 |
| Способ автоматического управления процессом непрерывного размола смеси волокнистых компонентов | 1987 |
|
SU1416581A1 |
| Способ автоматизированного управления процессом сульфатной варки целлюлозной массы в котле | 1986 |
|
SU1416580A1 |
| Способ автоматического управления реактором периодического действия | 1986 |
|
SU1377835A1 |