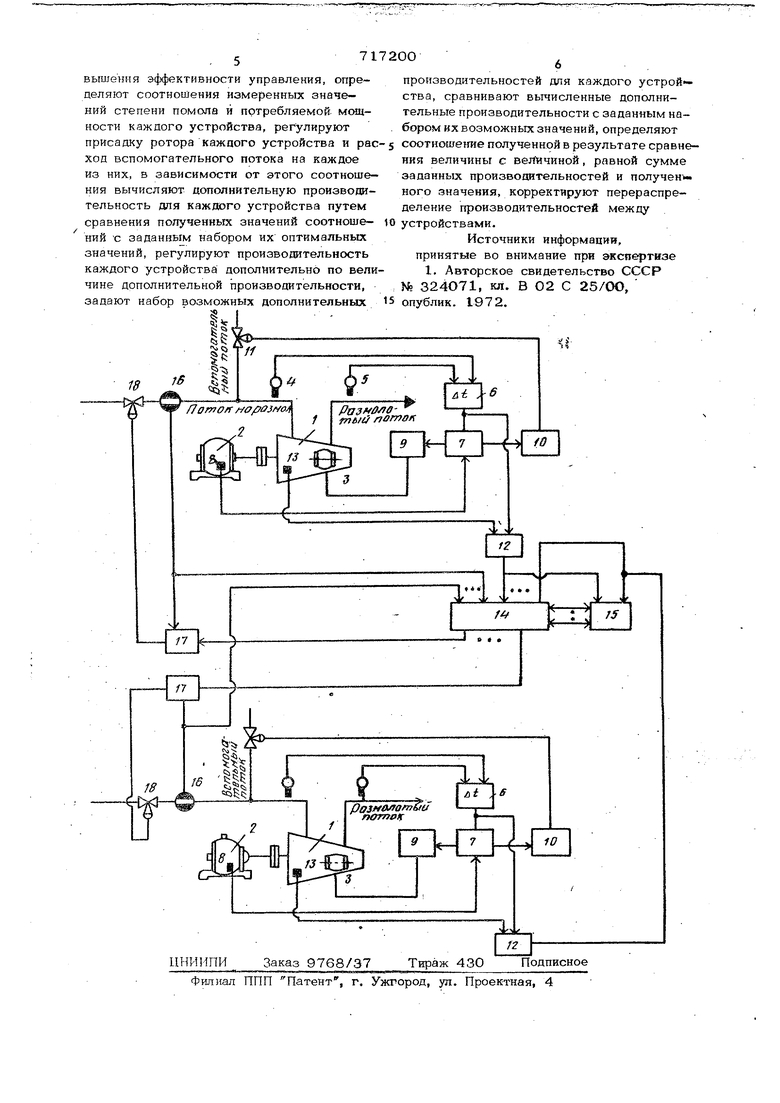
(54) CnOCOIB АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПАРАЛЛЕЛЬНО РАСПОЛОЖЕННЫМИ РАЗМАЛЫВАЮЩИМИ УСТРОЙСТВАМИ тате сравнения величины с величиной, равной сумме заданных производитепьностей, и полученным значением, корректиру перераспределение производительностей между устройствами. На чертеже представлена блок-схема системы, реализующей способ В систему входят paз aлывaющиe устройства 1, приводы 2 размалывающих устройств, приводы 3 присадки ротора, измерители- 4 температуры потока массы, идущей на размол, и измерители 5 температуры размолотого потока, подключенные к соответствующим входам измерителей 6 разности температур, выходы которых подключены к одним из входов блоков 7 соотношения, к другим входам которых подключены выходы датчиков 8 мощности приводов 2. Соответствующие выходы блоков 7 подключены .к регуляторам 9 присадки ротора и к регулятораРи 1О расхода вспомогательного потока с исполтжтельными элементами 11. К соответствующим входам блоков 12 коррекции погзклкиены выходы изме рителей 13 граничного положения подвиж -ных частей размалывающих устройств и выходы блоков 6. Вьтходы блоков 12 подключены к одним из входов вычислите ного устройства 14 и к входам блока 15 коррекции программ перераспределения. К другим .входам устройства 14 подключены выходы датчиков 16 расхода потока на размол. Соответствующие выходы устройства 14 подключены к одним из входов регуляторов 17 расхода потока на размол с исполнительными органами 18., Система работает следующим образом В измерителях 6 перепада температуры по сигналам от датчиков 4, 5 температу ры потока массы до и после размола определяют разность температуры потока массы как косвенный показатель степени помола выходного потока массы для каждого размалывающего устройства, В блоках 7 соотношения определяют величины текущих значений соотношений опуюделенных разностей температуры и мощностей, потребляемых приводами размалывающих устройств, от датчиков 8. Вычисленные значения соотношений в блоках 7 из соответствующих выходов этих блоков пост пают как задание регуляторам 9 приса док роторов, изменяющих присадки путем управления двигателями 3 присадок, и ка задание регуляторам 10 расходов вспомо гательных потрков, которые управляют клапанами на линии подачи вспомогательных потоков в потоки размалываемой массы. Таким образом, два данных контура осуществляют управление техническими характеристиками эксплуатации размалывающего устройства и компенсируют изменение характеристики входного потока. В блоках 12 формируются сигналы вели- -. чин технических характиристик эксплуатируемых размальгоающих устройств. На основании данных сигналов, а тайже сигналов величин расходов от датчиков 16 в вычислительном устройстве. 14 рассчитывается величина изменения производительности для каждого устройства и производится расчет перераспределения производи- тельностей между размалывающими устройствами, осуществляемый при помощи регуляторов 17 расхода, управляющих клапгзнами 18 на линиях подачи потоков на размол. Причем в блоке 15 коррекции перераспределения формируется сигнал, корректирующий перераспределение с учетом реальных возидожностей принять дополнительную производительность каждого из устройства по сигналам коррекции от блоков 12 по специально разработанной программе коррекции. Применение данного способа оптимального управления по сравнению с известным позволит уменьшить время переходных процессов за счет уменьшения количества перераспределений производительностей и дает возможность максимально эксплуатировать каждое из размалывающих устройств, а,следовательно, и всю группу устройств, так как данное оптимальное управление предусматривает минимально возможное занижение производительности каждого устройства в любой из ситуаций. Ожидаемый экономический эффект от внедрения изобретения составит 25-ЗО тыс. руб. в год. Формула изобретения Способ автоматического управления параллельно расположенными размалывающими устройствами, заключающийся в том, что измеряют производительность, степень помола и потребляемую мощность каждого устройства и регулируют степень помола и производительность каждого устройства путем перераспределения производительности между ними в зависимости от суммы .заданных производительностей дан всей группы устройств, отличающийся тем, что, с целью по
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления процессом размола композиционных масс полуфабрикатов в производстве листовых материалов и устройство для его осуществления | 1986 |
|
SU1509470A1 |
| Система автоматического управления размолом волокнистой массы | 1980 |
|
SU953053A1 |
| Система автоматического управления размолом волокнистых компонентов полуфабриката | 1984 |
|
SU1210888A1 |
| Способ автоматического управления процессом размола бумажной массы | 1978 |
|
SU705043A1 |
| Способ автоматического управления процессом размола бумажной массы | 1978 |
|
SU717199A1 |
| Система автоматического управления процессом размола волокнистой массы | 1981 |
|
SU1017754A1 |
| Способ автоматического управления процессом размола бумажной массы | 1982 |
|
SU1134648A1 |
| Способ автоматического управления процессом размола композиционных масс полуфабрикатов в производстве листовых материалов | 1983 |
|
SU1231092A1 |
| Система автоматического управления группой размалывающих аппаратов | 1980 |
|
SU1059040A1 |
| Способ автоматического управления процессом размола массы | 1978 |
|
SU943361A1 |
