Известны способы восстановления изношенных ннлиндричсских протяжек посредстволг давления на переднюю кромку зуба. Однако эти способы могут быть применены только к сборным из отдельных колец протяжкам н имеют тот недостаток, что передняя кромка зубьев остается под постоянным давленнем, вызвавшим 1 еобход11мое увеличение днаметра протяжки.
Предлагаемый способ устраняет указанны недостаток. Кроме того, способ по изобретению одновременно с восстанов.тением рабочего диаметра протяжки увеличивает твердость режугне кромкн зубьев, чем удлиняет срок службы инструмента.
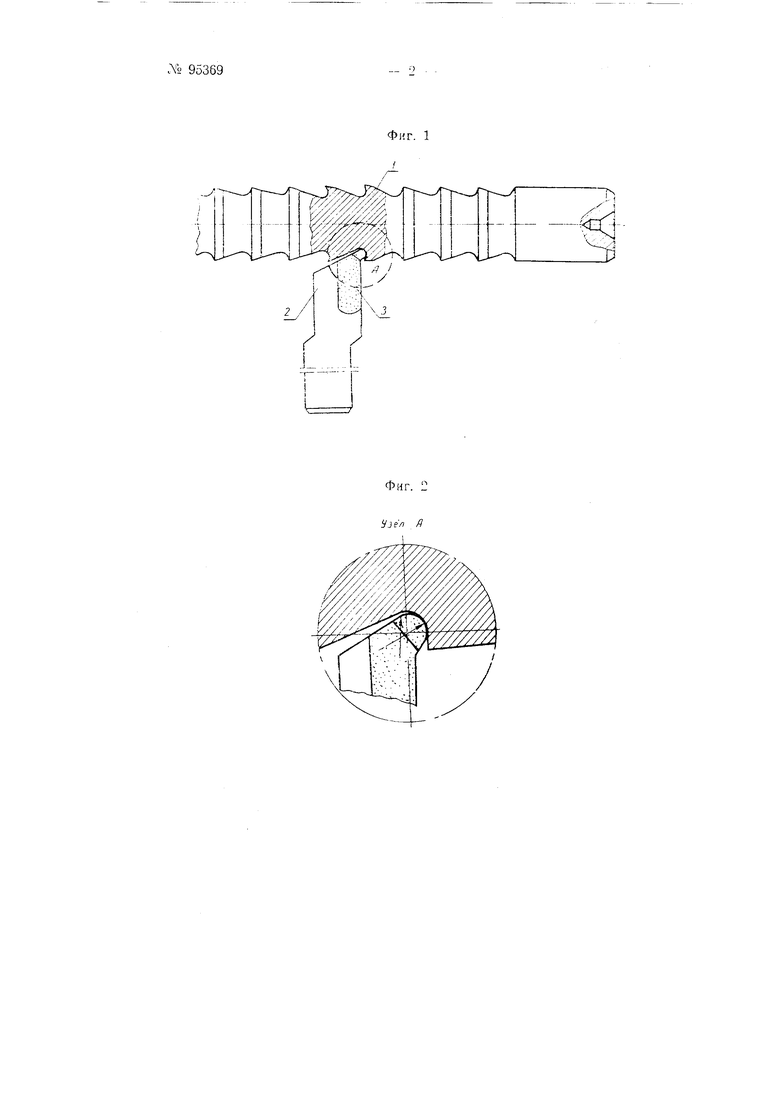
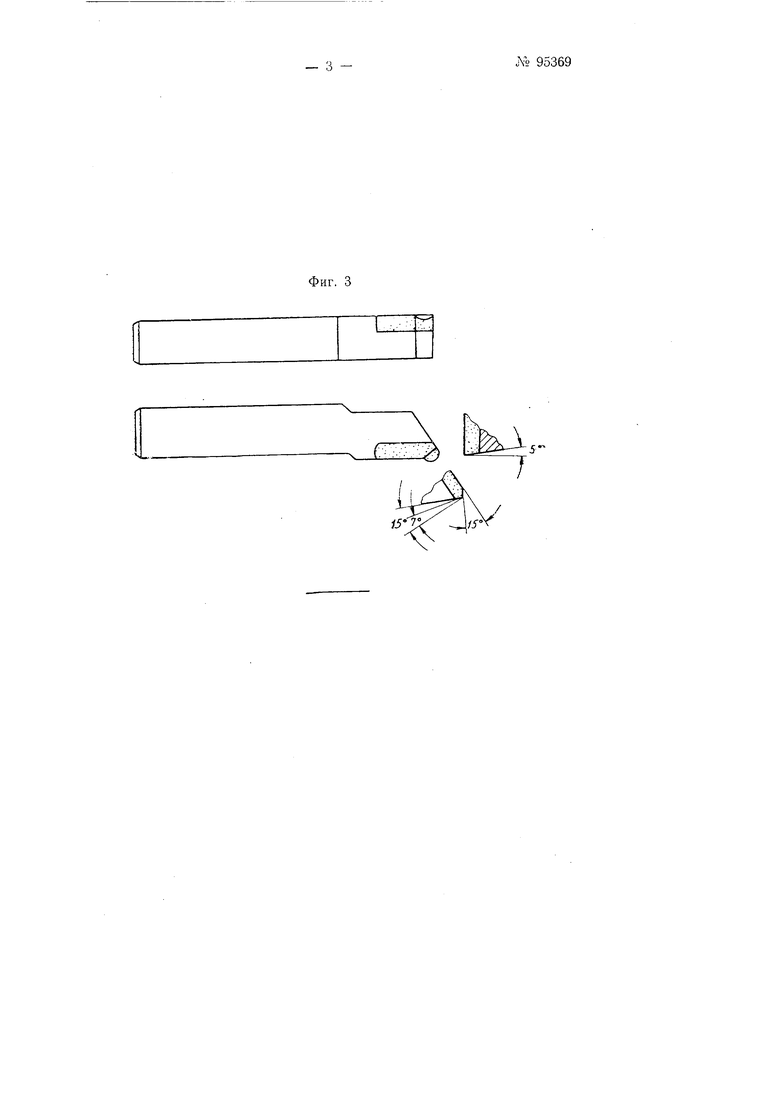
На фиг. 1 представлен продольiibiii вид протяжки с югстру.ментом для увеличения ее диаметра; на фиг. 2-ноложение инструмента (мас.шта.б увеличен) в канавке протяжки; иа фиг. 3-инструмент для восстановления диаметра протяжки.
Протяжка / врашается в нентрах токарного станка. В канавку между ДВУМЯ смежнымн вставле
инструмент 2 с приваренной плаCTiiiiKoii j твердого сплава.
Рабочая часть инструмента выпо.тнена по tl)opMc канавки н при .вращении протяж1;и прнжимается с онредечениоп силон к передне зуба протяжки. Давление нс.трумента вызывает небольшую деформацию зуба с выдавливанием металла к периферии, но без резания металла. При этом увеличивается диаметр протяжки и нагартовывается кролгка зубьев.
П р е д i е т изобретения
Способ восста ;овле ия изно 11енных цилиндрических тротяжек посредством давлен 1я на переднюю грань зубьев, о т л и ч а ю ш н ii с я тем, что, в целях одновременного увеличения твердости режуще кромк зуба, восстаиовле П е диаметра режун1е 1 про зволится тверлосплав1,м введенным в канавку вра1цаюше ся протяжки 1 нструментом, рабочая часть которого, в шолненная по форме канавк, прижимается к псред1 е1 1 rpaini зубца без резания металла.
-V:
Фкг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки отверстий | 1982 |
|
SU1060315A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2220840C2 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
| Способ деформирующе-режущего протягивания | 1987 |
|
SU1493445A1 |
| Способ восстановления цилиндрического режущего инструмента | 1980 |
|
SU903060A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2478456C2 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2487785C2 |
| КОНЦЕВАЯ ФРЕЗА, ОБЛАДАЮЩАЯ ЖЕСТКОСТЬЮ НА КРУЧЕНИЕ | 2005 |
|
RU2394670C2 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 2003 |
|
RU2237552C1 |
| Способ изготовления новых и исправления износившихся шеверов, протяжек, разверток и т.д. | 1937 |
|
SU56995A1 |
Фиг. 3
