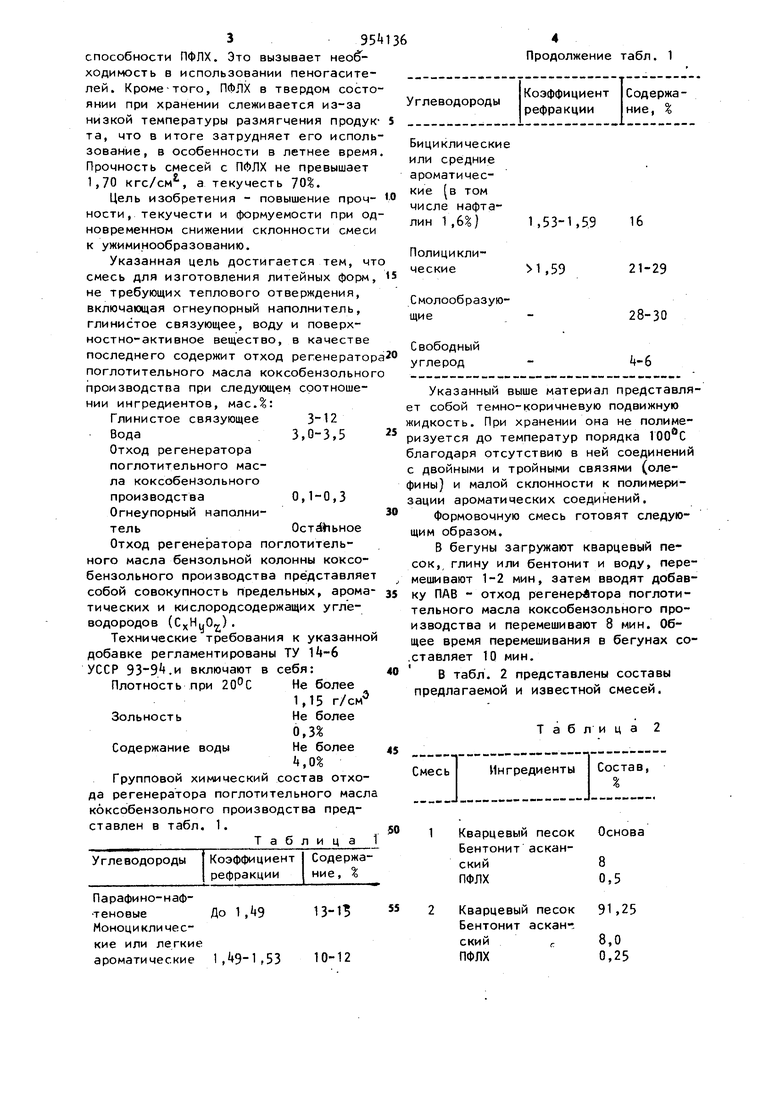
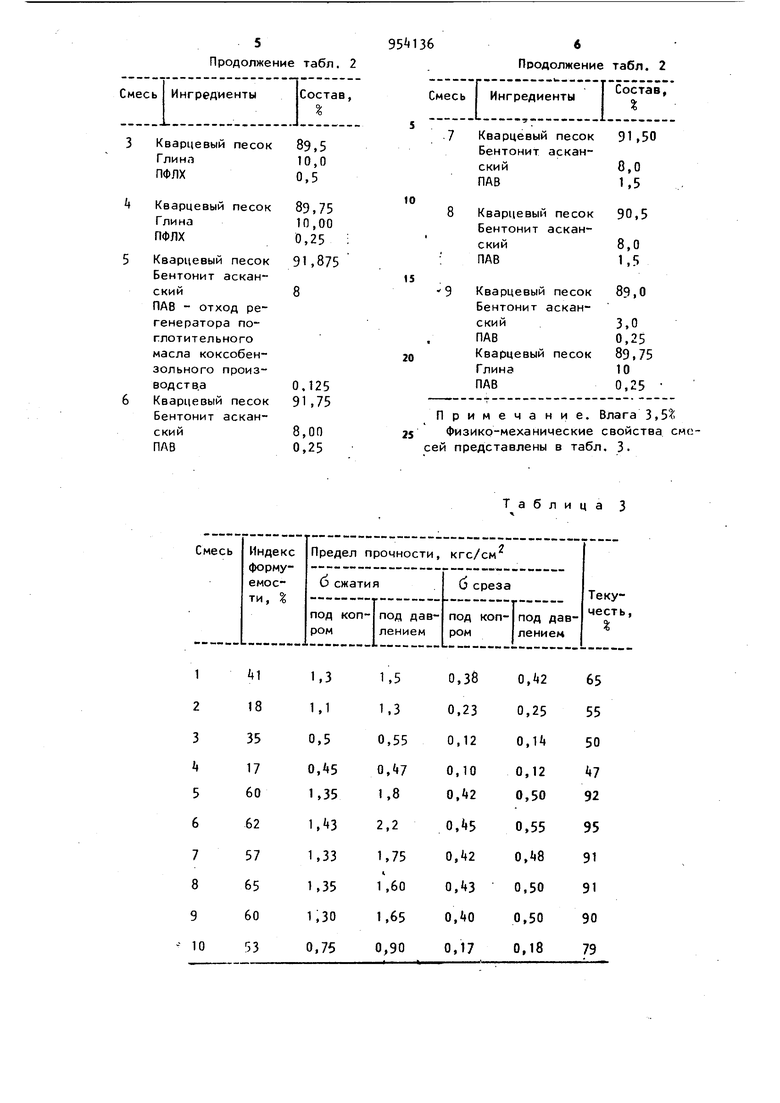
Изобретение относится к литейному производству, в частности к формовочным смесям для сырых разовых форм, т.е. у&орм, не требующих тепловой сушки . Известна формовочная смесь для сырых разовых форм, содержащая огнеупорный наполнитель, глинистое связую щее, воду и поверхностно-активное вещество: понизитель вязкости лесохимический фенольный ПФЛХ), натриевая соль карбоксиметилцеллюлозы и 2 Формовочная смесь должна сочетать в себе высокую прочность и текучесть, низкую влажность и высокую формуемост Немаловажен также фактор технологичности введения в смесь облагораживающих добавок, а именно удобство дозирования ингредиентов смеси, их хранения транспортировки. Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является смесь 3, содержащая, вес.%: Огнеупорный напЬлнитель Основа Глинистое связующее (огнеупорная глина, бентонит) Вода3-3,5 Каменный уголь молотый 1-5 ПФЛХ0,5-1.5 Введение в смесь ПФЛХ - метансульфонированного трехкольчатого новолачного продукта способствует повышению прочности и текучести формовочной смеси . ПФЛХ в формовочную смесь вводят в виде 30 -ного водного раствора или в сухом виде в глинисто-угольной суспензии . Однако наличие в известной смеси добавки ПФЛХ вносит некоторые технологические сложности, например, затруднено введение водного раствора ПФЛХ или глинистой суспензии с ним в формовочную смесь из-за пенообразующей 3Э способности ПФЛХ. Это вызывает необходимость в использовании пеногасите лей. Кроме-того, ПФЛХ в твердом сост янии при хранении слеживается из-за низкой температуры размягчения проду та, что в итоге затрудняет его испол зование, в особенности в летнее врем Прочность смесей с ПФЛХ не превышает 1,70 кгс/см, а текучесть 70. Цель изобретения - повышение проч ности, текучести и формуемости при о новременном снижении склонности смес к ужиминообразованию. Указанная цель достигается тем, ч смесь для изготовления литейных форм не требующих теплового отверждения, включающая огнеупорный наполнитель, глинистое связующее, воду и поверхностно-активное вещество, в качестве последнего содержит отход регенерато поглотительного масла коксобензольно производства при следующем соотношении ингредиентов, мас.%: Глинистое связующее Вода 3,0-3,5 Отход регенератора поглотительного масла коксобензольного 0,1-0,3 производства Огнеупорный наполниОстйЬЬьноетель Отход регене|эатора поглотительного масла бензольной колонны коксобензольного производства представляет собой совокупность предельных, ароматимеских и кислородсодержащих углеводородов (СхНцО). Технические требования к указанной добавке регламентированы ТУ Н-6 УССР 93-9.и включают в себя: Плотность при Не более 1,15 г/см Зольность Не более Содержание воды Не более Групповой химический состав отхода регенератора поглотительного масла коксобензольного производства представлен в табл. 1. Таблица Парафино-нафДо 1 ,9 теновые Моноци кли че ские или легкие ,it9-l,53 10-12 ароматические Продолжение табл. 1 Бициклические или средние ароматические в том числе нафталин 1 ,6%} 1,53-1,5.9 ПолициклическиеСмолообразуюшиеСвободный углерод Указанный выше материал представлят собой темно-коричневую подвижную идкость. При хранении она не полимеизуется до температур порядка лагодаря отсутствию в ней соединений двойными и тройными связями (олеины) и малой склонности к полимериации ароматических соединений. Формовочную смесь готовят следующим образом. В бегуны загружают кварцевый песок, глину или бентонит и воду, перемешивают 1-2 мин, затем вводят добавку ПАВ - отход регенератора поглотительного масла коксобензольного производства и перемешивают 8 мин. Общее время перемешивания в бегунах составляет 10 мин. В табл. 2 представлены составы предлагаемой и известной смесей. Кварцевый песокОснова Бентонит асканский8ПФЛХ0,5 Кварцевый песок91,25 Бентонит аскан-. ский f8,0 ПФЛХ0,25 Как видно, наиболее оптимальным является состав смеси 6. Проведенные испытания показывают, что введение отхода регенератора поглотительного масла коксобензольного производства повышает прочность, текучесть, формуемость и пластичность формовочной смеси. Наличие в добавке свободного углерода снижает склонност к образованию ужимин и в итоге улучшает качество литья, повышая чистоту поверхности отливок. Это поверхностно-активное вещество не обладает пенообразующей способностью и может вводиться в формовочную смесь в виде водно-глинистой эмульсии без специального пеногасителя. Причем формовочная смесь с введением ПАВ в виде отхода регенератора поглотительного масла коксобензольного производства значительно дешевле смеси с ПФЛХ. Введение добавки менее 0,1% не рекомендуется, так как в таком количест ве ее влияние на качество формовочной смеси недостаточно. Использование же добавки в количестве более 0.3 нецелесообразно, так как увеличивает ее расход, не придавая смеси никаких дополнительных свойств и не улучшая перечисленных выше физико-мех ничес ких характерист11к. Реализация изобретения на автомати ческих линиях позволит сократить брак по поверхностным дефектам отливок, улучшить чистоту их поверхности за счет повышения прочности, текучести и формуемости смеси при одновременном снижении склонности ее к ужиминообраз ванию, а также снизить стоимость смес 95 8 лагодаря использованию дешевой и неефицитной добавки. Формула изобретения Смесь для изготовления литейных форм, не требующих теплового отверждения, включающая огнеупорный наполнитель, глинистое связующее, воду и поверхностно-активное вещество, отличающаяся тем, что, с целью повышения прочности, текучести и формуемости при одновременном снижении склонности смеси к ужиминообразованию, она в качестве поверхностно-активного вещества содержит отход регенератора поглотительного масла коксобензольного производства при следующем соотношении ингредиентов, мас.%: Глинистое связующее 3,,0 Вода3,0-3,5 Отход регенератора поглотительного масла коксобензольного производства0,1-0,3 Огнеупорный наполнитель Остальное Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 30216, кл. В 22 С 1/00, 19б7. 2.Авторское свидетельство СССР № 435891, кл. В 22 С 1/00, 1972. 3.Рекомендация по приготовлению, применению и контролю физико-механических свойств формовочной смеси с понизителем вязкости ПФЛХ для изготовления литейных форм методом прессования ;На автоматических линиях, НИИТавтопром, М., 1973, с. 5-Н.
| название | год | авторы | номер документа |
|---|---|---|---|
| Смесь для изготовления литейных форм | 1981 |
|
SU1126353A1 |
| МОДИФИЦИРУЮЩАЯ ДОБАВКА | 1998 |
|
RU2139770C1 |
| Смесь для изготовления литейных форм | 1980 |
|
SU904868A1 |
| Смесь для изготовления литейныхфОРМ | 1979 |
|
SU850251A1 |
| Смесь для изготовления литейных форм | 1980 |
|
SU1171175A1 |
| Смесь для изготовления литейных форм | 1980 |
|
SU900925A1 |
| Смесь для изготовления литейных форм | 1974 |
|
SU486846A1 |
| Смесь для изготовления литейных форм | 1974 |
|
SU539665A1 |
| Смесь для изготовления литейных форм | 1983 |
|
SU1115833A1 |
| Суспензия для литейных формовочных и стержневых смесей | 1975 |
|
SU565772A1 |
