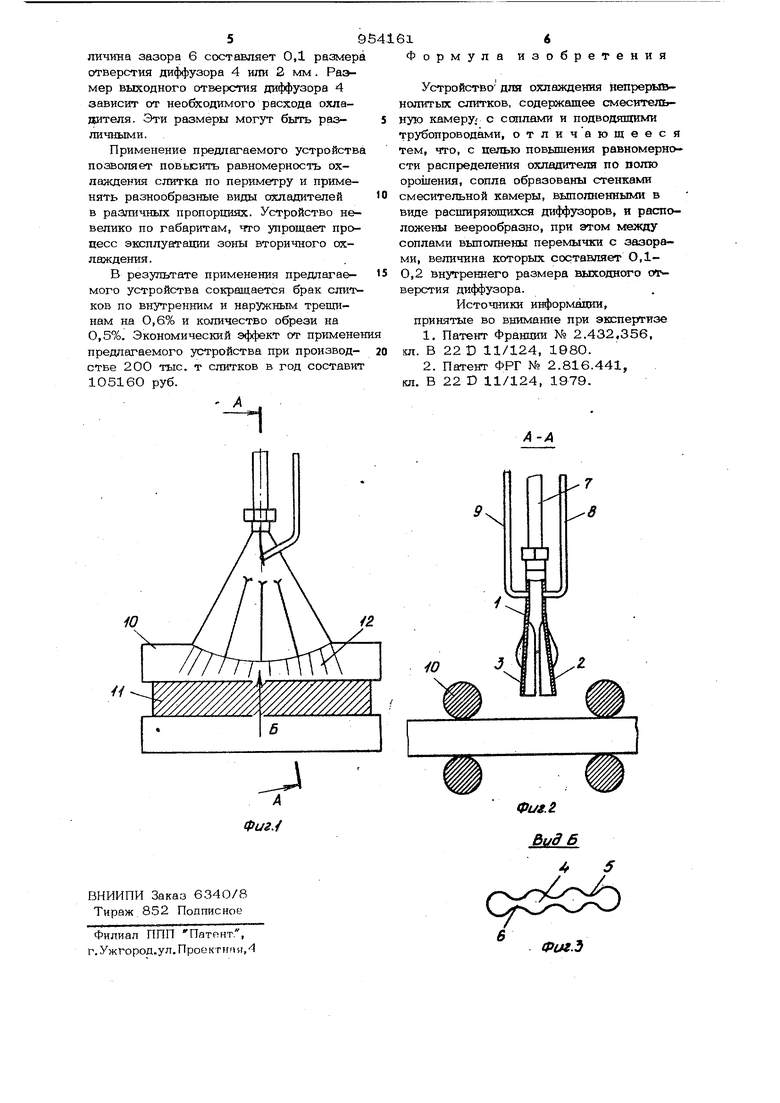
.1 .. Изо)етение относится к металпуртаи, ко1Офетнее к непрерывной разливке метаплов. Известно устройство для непрерывной разливки металлов, включакядее корпус в виде камеры, снабскенной по краям всей ее ширины двумя рядами сопел, направленных навстречу друг другу. В камеру подают во; овоздушнук смесь, которая, выходя из сопел, распыливается jjl . Недостаток этого устройства - необходимость выполнения камеры на всю ширину сляба, чтобы создать соответствующее поле орошения. Такая конструкция устройства является громоздкой и затрудняет эксплуатацию установки непрерывной разливки металлов. Наиболее близким к предлагаемому является устройство для охлаждения не- прерывнолитых слитков, включающее обтую камеру для сопел, находяшЕУюся между соседними роликами, которые поддержи вают слиток, смесительную камеру и тру|бопр6воды для подвода различных видов охладителей. Камера имеет два сопла, выходные отверстия которых направлены навстречу друг другу, но повернуты относительно продольной оси корпуса на 15 . Охлаждающая смесь к соплам подводится по двум различным каналам, сечение которых больше сечения сопел в 1,5-3 раза 2 . Недостатком известного устройства является относительно небольшое по ширине сляба поле орошения, что требует :применения нескольких устройств . ряду . А это приводит к неравномерности охлаждения слябов по их периметру, так как охладитель по каждому полю орошения распределяется неравномерно. Вслед4 ствие этого по периметру слитка возникают локальные переохлажденные и перегретые участки. Все это приводит к возникновению в слитке температурных градиентов и термических напряжений, превосходящих допустимые значения, что вызь1вает брак слитков по внутренним в наружным трешинам. Цель изобретения - повьшхение равномерности распределения охладителя по полю орошения. Указанная цель достигается тем, что в устройстве для охлаждения непрерывно питых слитков, содергказдем смесительну камеру с соплами и подводящими трубопроводами, сопла образованы стенками смесительной камеры в виде расширяющихся диффузоров и расположены веерообразно, при этом между соплами вьшол нены перемычки с зазорами, величина которых составляет 0,1-0,2 внутреннего размера выходного отверстия диффузора. Повышение равномерности распределения смеси охладителей по поверхности слнтка будет происходить потому, что смесь охладителей вькодет из камеры веером, при этом все струи соединены между собой и образуют общее поле орошения.При этом вследсгвие одинаковых раз меров выходных отверстий диффузоров коли чество смеси в каждой струе одинаково и струи не отделены одна от другой. После вых да из диффузоров струи расширяются и соеди няюгся между собой перед поверхностью слитка, эт-ому способствует наличие зазо ров в перемычках, через которые также выходит смесь охладителей. При этом единое поло орошения сосватывает всю ширину слитка. Диапазон размеров зазоров в перемычках в пределах 0,1-О,2 внутреннего .размера выходного отверстия диффузора объясняется аэродинамическими за кономерностями процесса истечения из насадка сложной конфигурации водогазово смеси. Кроме того, наличие зазоров. затрудняет отложение в диффузорах pas лнчных примесей, неизбежно находящихся в объеме охладителя, а также облегчает процесс чистки устройства от накипи и примесей. При большем значении подачи воды не будет происходить эффект распыления смеси охладителей. В этом случае смесь будет выходить из камеры, как из обыч ной щели. При меньших значениях будет исчезать положительный эффект соединения между собой струй охладителя. В этом случае струи охладители будут существовать отдельно и самостоятельно, что приведет к исчезновению единого по ля орошения . На фиг. 1 иЗофажено устройство для охлаждения непрерывнолитых слитков на фиг. 2 - разрез А-А на фиг. 1; на ф;1г. 3 - вид по стрелке Б на фиг. 1. Устройство для охлажде1шя непрерывнолитых слитков состоит из камеры 1, боковых стенок 2 и 3, обргазующих диффузоры 4, соединенные между собой перемычками 5, образующими зазоры 6. К камере 1 подводятся трубопроводы 7-9, Позицией 10 обозначены ролики, поддерживающие и направляющие непрерзлвнолитой слиток 11; 12 - струи смеси охладителей. Устройство для охлаждения непрерьго- нолитых слитков работает следующим об-, разом, В процессе непрерывной разливки в кристаллизатор подают сталь марки Зои и вытяп-тают из него с:гшток 11, который зоне вторичного охлаждения поддерживается и HaripBj-шется ролика1,-ги 1О. Между роликэ-ми 10 установлена камера 1, к которой подведены трубопроводы 7-9. Камера 1 состоит из боковых стенок 2 и 3, которые сдеформнрованы таКИМ образом, что образуют, например, четыре расположенные веером и расширяющихся диф(1зузора 4. Диффузоры 4 соединены между собой перемычками Б, между которыми имеется зазор 6. Диаметр выходного отверстия клждого диффузора 4 составляет 20 мм. Величина зазора 6 составляет 0,15 размера вы- ходното отверстия диффузора 4 или 3 мм. Через трубопровод 7 в камеру 1 подают пар в количестве 6 м /ч. По трубопроводам 8 и 9 подают соответственно воду и воздух в количестве 0,5 и 1,5 м /ч. В камере 1 происходит смещеюте охладителей и через диффузоры 4 на поверхность слитка 11 распылив ается водопаровоздушная смесь 12, вследствие чего происходит его охлагвдение по всей ширине. По тр бопроводам 7-9 могут подаваться различные комбинашки охладителей, при этом в работе могут находиться все тр5бопров6.цы одновременно или часть из них. По мере засорения каналов диффузоров 4 и зазоров 6 в перемычках 5 производится чистка устройства, что облегчается тем, что все диффузоры сообщакэтся. Число диффузоров может быть различным и устанавливается в зависимости от ширины слитка и расхода охладителя. При увеличении расхода пара до 10 , а также других охладителей величина зазора 6 составляет 0,2 размера отверстия диффузора 4 или 8 мм. При уменьшении расхода пара до 2 м/ч, а также других охладителей ве
| название | год | авторы | номер документа |
|---|---|---|---|
| Форсунка для водовоздушного охлаждения непрерывнолитых заготовок прямоугольного сечения | 1982 |
|
SU1101326A1 |
| УСТРОЙСТВО ДЛЯ ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТОГО СЛИТКА | 2003 |
|
RU2236325C1 |
| Способ вторичного охлаждения слябов в процессе непрерывной разливки | 1985 |
|
SU1329900A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2010 |
|
RU2451574C1 |
| ЩЕЛЕВОЕ СОПЛО ДЛЯ ОРОШЕНИЯ ОХЛАЖДАЮЩЕЙ ЖИДКОСТЬЮ ИЗДЕЛИЯ, ПОЛУЧЕННОГО СПОСОБОМ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1998 |
|
RU2213627C2 |
| Способ охлаждения изделий | 1982 |
|
SU1168609A1 |
| Форсунка для вторичного охлаждения непрерывнолитого слитка | 1988 |
|
SU1669632A1 |
| УСТРОЙСТВО ДЛЯ ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 1996 |
|
RU2103106C1 |
| Способ вторичного охлаждения узких граней прямоугольного слитка | 1987 |
|
SU1528608A1 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ РАСПЫЛИТЕЛЬНЫХ СОПЕЛ | 2007 |
|
RU2431542C2 |
