Изобретение относится к черной металлургии, в частности к непрерывной разливке стали.
Цель изобретения - улучшение качества поверхности слитка за счет снижения искажения ее профиля.
Длину зоны орошения узких граней выбирают из условия
X V . С (1
. ).
(1)
где V - линейная скорость вытягивания
сляба, м-мин, ; L - время затвердевания слитка
- в кристаллизаторе, мин; L - ширина сляба, м; Н - толщина сляба, м. Плотность орошения узких граней по длине зоны определяют по зависимости
ах2 + Ьх + с
(2)
где X - текущая координата по длине зоны X;
а,Ь - эмпирические коэффициенты,
зависящие от длины зоны, равные соответственно 0,3 и -2 ,4; с - максимальная плотность орошения, соответствующая текущим координатам х О, х X (м.), определяемая по условию
с р
Н
L
(3)
где р - линейная часовая скорость вытягивания сляба, м-ч . В качестве материальных средств для реализации способа используют систему охлаждения узких граней, сое- тоя1аую из смесительного устройства для получения водовоздушной смеси и однолинейного тракта трубопровода для подачи ее к блоку последовательно соединенных коллекторов с двух противоположных концов, с целью обеспечения регулирования плотности орошения по длине зоны.
(Л
01 1C
00
о:
§
Длину зоны регулируют и изменяют путем отключения необходимого количества послеловательно соединенных коллекторов. Определение плотности орошения и ее распределение по длине зоны на каждый коллектор производят в зависимости от установленной общей длины последовательно соединенных коллекторов системы охлаждения. При этом значение текущей координаты соответствует размещению форсунок по длине системы охлаждения.
Пример. Проводят разливку низколегированной стали 09Г2С в сля- бы сечением 300 « 1850 мм с линейной скоростью вытягивания 0,9 м.мин. Длина зоны составляет X 0,9 1,22
(1 + 6,16) 7,9 м, где 0,9 1,22 - уровень металла в кристаллизаторе.
Максимальная плотность орошения узких граней для слябов указанного сечения, отливаемых с данной скоростью, составляет
чем в 2 раза) снижение искажения профиля узких граней и улучшение качества поверхности узких граней, в ре- i зультате чего достигается увеличение выхода годных штрипсов.
Формула изобретения
Способ вторичного охлаждения узких граней прямоугольного слитка, включающий подачу охладителя с изменением плотности орошения по длине зоны охлаждения,отличаю щи й- с я тем, что, с целью улучшения качества поверхности слитка за счет снижения искажения ее профиля, подачу охладителя осуществляют на длину зоны охлаждения X, определяемую по зависимости
v-€(l + -Ь-),
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства профилей и пластина для локализации ликвационных зон | 1980 |
|
SU900882A1 |
| Способ вторичного охлаждения слябов в процессе непрерывной разливки | 1985 |
|
SU1329900A1 |
| СПОСОБ УПРАВЛЕНИЯ ВТОРИЧНЫМ ОХЛАЖДЕНИЕМ СЛЯБА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК ПРИ СТАЦИОНАРНЫХ И ПЕРЕХОДНЫХ РЕЖИМАХ РАЗЛИВКИ | 2004 |
|
RU2286863C2 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ЗАГОТОВОК В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ КРИВОЛИНЕЙНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2086349C1 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ | 2014 |
|
RU2569620C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ЗАГОТОВОК НА МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ | 2009 |
|
RU2422242C2 |
| СПОСОБ НАРУЖНОГО ОХЛАЖДЕНИЯ РОЛИКОВ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И НЕПРЕРЫВНОГО СЛИТКА (МНЛЗ) | 2008 |
|
RU2382688C1 |
| Установка непрерывной разливки металлов | 1978 |
|
SU772693A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2066586C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2010 |
|
RU2451574C1 |
Изобретение относится к металлургии, в частности к непрерывной разливке стали. Цель - улучшение качества поверхности слитка за счет снижения искажения ее профиля. В зоне вторичного охлаждения на слиток подают охладитель с изменением плотности орошения по длине зоны охлаждения, которую определяют в зависимости от линейной скорости разливки, времени затвердевания, ширины и толщины слитка. 2 табл.
с 5 y| 8,8.мз.м 2.
где 5 - часовая скорость разливки, м-ч- .
Коэффициенты а и b определяют сие- темой линейных уравнений при значений текущих координат.
X О, СО 8,8, G 8,8 X Х/2 3,95, минимальная плотность орошения, соответствующая длине зоны G 3,95. Решением систем линейных уравнений найдены коэффициенты а и Ь, значения которых составляют 0,3 и -2, | соответственно.
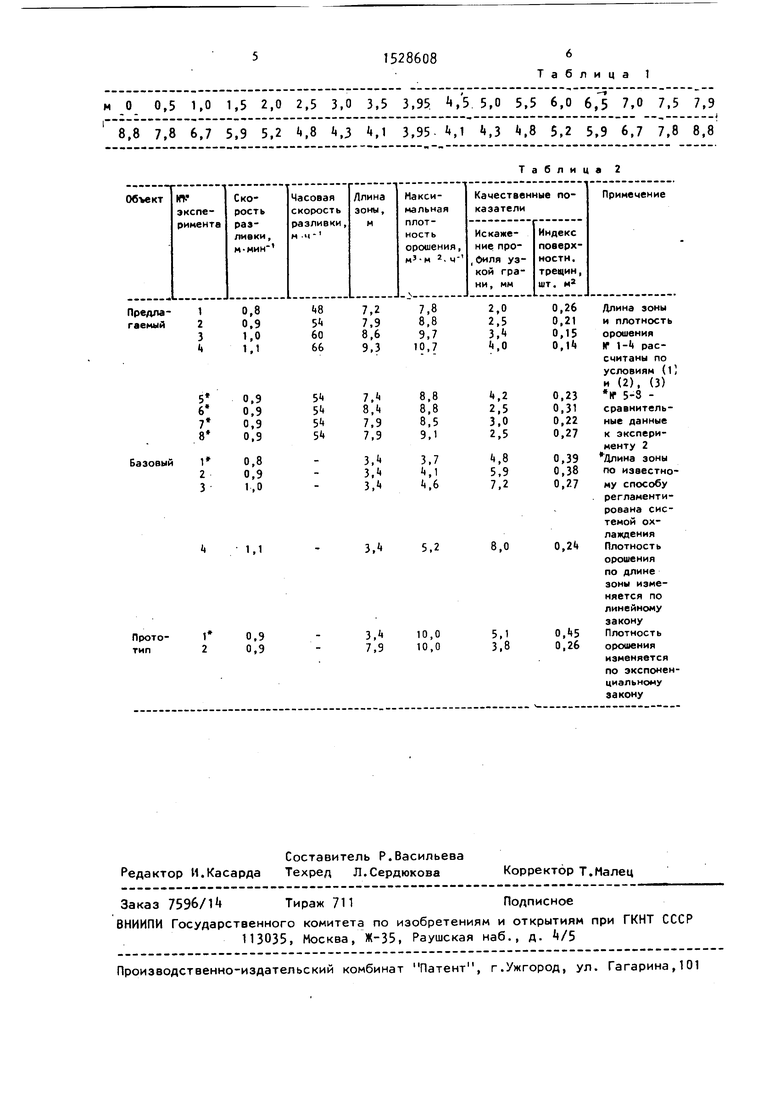
. В табл. 1 приведено изменение плотности орошения узких граней слябов по указанной зависимости.
В табл. 2 приведены качественные показатели опытно-промышленной се рии отлитой с различной линейной скорое- тью по предлагаемому и известному способам.
Использование предлагаемого спосо ба обеспечивает значительное (более,
где V - линейная скорость разливки,
м/мин- ; С - время затвердевания слитка
в кристаллизаторе, мин; ЬиН - ширина и толщина слитка, м
соответственно,
при этом плотность по длине зоны охлаждения определяют по зависимости
G ах2 + Ьх + с,
где X - текущая координата по длине зоны охлаждения; а,Ь - эмпирические коэффициенты, зависящие от длины зоны, равные соответственно 0,3 и -2,4;
с - максимальная плотность орошения, соответствующая текущим координатам х О и х X (м.м.ч), определяемая по
условию
Е ,
где р - часовая линейная скорость разливки, м -с .
м О 0,5 1,0 1,5 2,0 2,5 3,0 3,5 3,95 «.З 5,0 5,5 6,0 6,5 7,0 7,5 7,9 8,8 7,8 6,7 5,9 5,2 .,8 ЧЗ Ч 3,95 41 «,3 48 5,2 5,9 6,7 7,8 8,8
Таблица 1
6 л
и ц а
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
