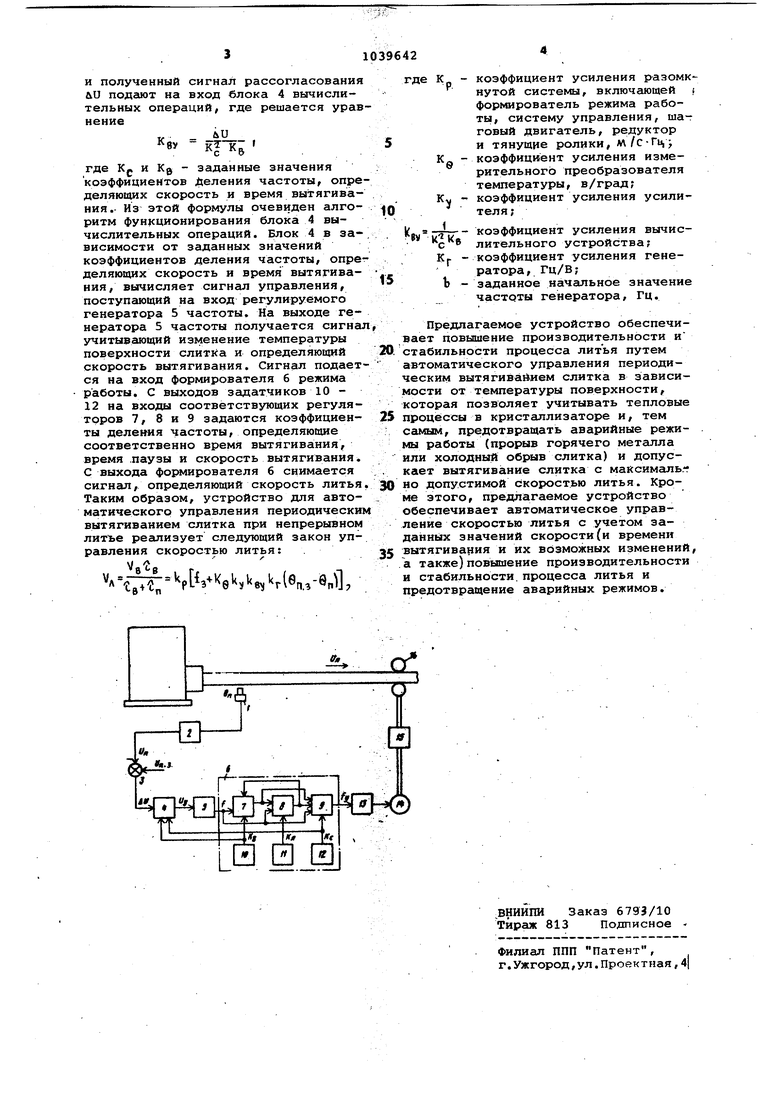
Изобретение относится к литейнрму производству, а именно к непрерывному литью металлов и сплавов, преимущественно, горизонтальному, и может быть использовано для управле ния вытягиванием слитка, Известно устройство для регулирования скорости вытягивания слитка при непрерывном литье, состоящее из измерительного преобразователя температуры поверхности слитка на выхо де из кристаллизатора, усилителя постоянного тока, регулятора скорос ти и приводного устройства тянущих роликов, регулирующего скорость вытягивания слитка i . . Недостаток устройства - невозмож ность подстройки параметров цепи уп равления при изменении заданных величин, определяющих режим вытягивания слитка. Наиболее близким к предлагаемому является устройство для автоматичес кого управления установкой непрерыв ной разливки металла, состоящее из измерительного преобразователя температуры слитка на выходе из кристаллизатора, регулятора Времени пау регулятора времени вытягивания, дат чика положения вытягивающего устрой ства и гидропривода вытягивающего устройства. В известном устройстве изменение времени пауз между вытягиваниями слитка, а следовательно,и изменение скорости литья происходит в зависимости от температуры поверх ности слитка на выходе из кристалли затора во время вытягивания, сигнал о которой поступает в регулятор времени пауз, запоминается и преобра зуется во временные интервалы. По окончании необходимого времени паузы этот регулятор подает сигнал на включение гидропривода вытягивающего устройства с.регулятора времени вытягивания f2.I. Известное устройство характеризуется недостаточной стабильностью процесса и невысокой производительностью. Цель изобретения - повышение производительности и стабильности процесса литья. Указанная цель достигается тем, что устройство для автоматического управления периодическим вытягиванием слитка при непрерывном литье металлов и сплавов, содержащее измеритель и преобразователь температуры поверхности слитка на выходе из кристаллизатора, соединенные с блоко сравнения, регулятор времени вытягивания , регулятор времени пауз, электропривод механизма вытягивания слитка, соединенныйс системой управления, редуктор, тянущие ролики, дополнительно содержит блок вычислительных операций, регулируемый генератор частоты, задатчики времени вытягивания, времени пауз и скорости вытягивания, регулятор скорости вытягивания, причем первый вход блока вычислительных операций соединен с выходом блока сравнения, второй вход - с выходом задатчика скорости вытягивания, третий вход - с выхо цом задатчика времени вытягивания, а выход блока вычислительных операций .соединен с входом регулируемого генератора частоты, первый вход регулятора времени вытягивания соединен с выходом регулируемого генератора частоты, первым входом регулятора времени пауз и первым входом регулятора скорости вытягивания, второй вход - с выходом задатчика времени вытягивания, третий вход - с вторым входом регулятора скорости вытягивания и выходом регулятора времени пауз, у которого второй вход подключен к выхоДу задатчика времени пауз, а третий вход - к выходу регулируемого генера тора частоты и третьему В.ХОДУ регулятора скорости вытягивания,, при этом выход эадатчика скорости вытягивания связан с четвертым входом регулятора скорости вытягивания, а его выход соединен с входом системы управления электроприводом механизма вытягивания слитка. На чертеже представлена функциоНсшьная схема предлагаемого устройства для автоматического управления вытягиванием слитка при непрерывном литье. Устройство состоит из измерителя 1 температуры поверхности слитка на выходе из кристаллизатора, преобразователя 2, блока 3 сравнения, блока 4 вычислительных операций, регулируемого генератора 5 частоты, формирователя 6 режима работы, содержащего регулятор 7 времени вытягивания, регулятор 8 времени пауз, регулятор 9 скорости вытягивания, задатчик 10 времени вытягивания, задатчик 11 времени пауз и задатчик 12 скорости вытягивания, системы управления 13 шаговым электроприводом 14, редуктора 15, тянущих роликов 16. Устройство для автоматического управления вытягиванием слитка при непрерывном литье работает следующим образом. Сигнал, соответствующий температуре поверхности выходящего из кристаллизатора слитка, измеряемый измерителем поступает на вход преобразователя 2. Усиленный сигнал с его выхода поступает на блок 3 сравнения, где его сравнивают с сигналом, соответствующим заданному значению температуры поверхности слитка.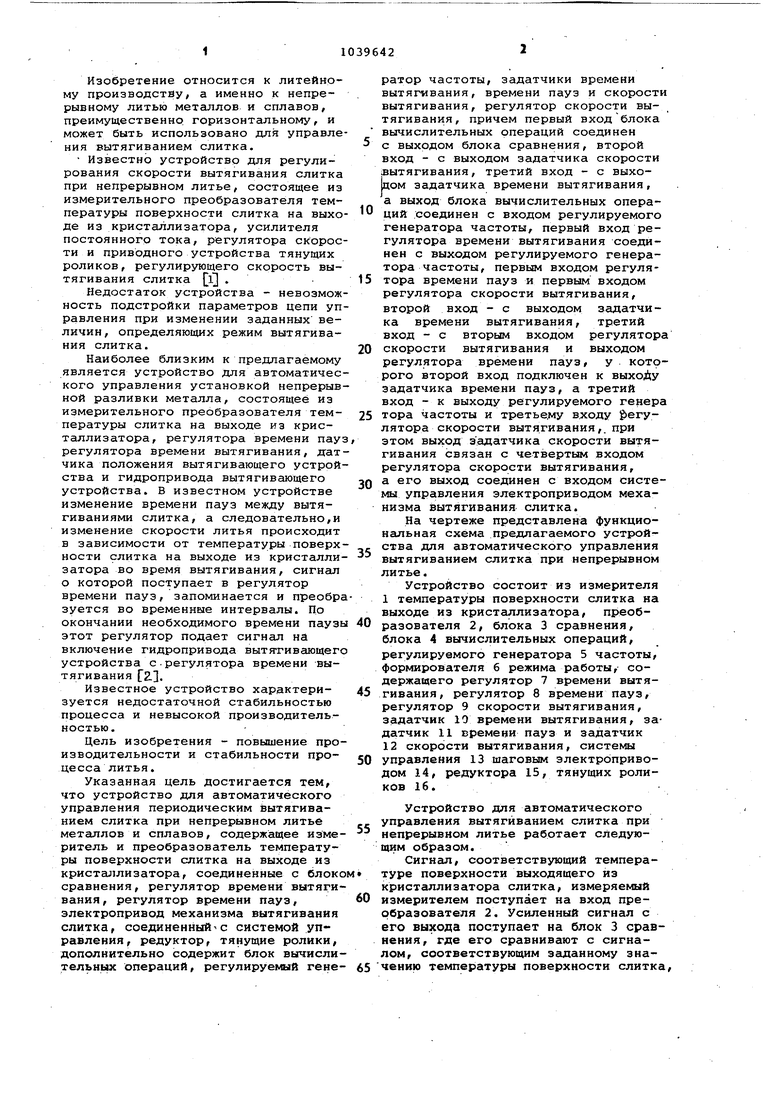
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического запуска и регулирования уровня жидкого металла в кристаллизаторе машины непрерывного литья стали | 1978 |
|
SU730460A1 |
| Устройство для управления процессом непрерывного горизонтального литья заготовок | 1982 |
|
SU1100042A1 |
| Способ управления периодическим вытягиванием слитка при непрерывном литье | 1981 |
|
SU1025489A1 |
| СПОСОБ УПРАВЛЕНИЯ МАШИНОЙ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2023530C1 |
| Электропривод тянущей клетки машины непрерывного литья заготовок | 1977 |
|
SU729796A1 |
| Устройство для автоматического управления машиной непрерывного литья заготовок | 1983 |
|
SU1110541A1 |
| Устройство вытягивания слитка машины непрерывного литья заготовок | 1983 |
|
SU1158285A1 |
| Устройство для автоматического управления процессом вытягивания заготовки в горизонтальной установке непрерывной разливки металлов | 1980 |
|
SU954165A1 |
| Система автоматического регулирования скорости вытягивания слитка на машине непрерывного литья заготовок | 1988 |
|
SU1544524A1 |
| Устройство автоматического регу-лиРОВАНия уРОВНя МЕТАллА B КРиСТАл-лизАТОРЕ МАшиНы НЕпРЕРыВНОгО лиТьязАгОТОВОК | 1979 |
|
SU804189A1 |
УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПЕРИОДИЧЕСКИМ ВЫТЯ- . ГИВАНИЕМ СЛИТКА ПРИ НЕПРЕРЫВНОМ ЛИТЬЕ металлов и сплавов, содержащее измеритель и преобразователь температуры поверхности слитка на выходе из кристаллизатора, соедине,нные с блоком сравнения, регулятор времени вытягивания, регулятор времени пауз, электропривод механизма вытягивания слитка, соединенный о системой управления, редуктор, тянущие ролики, отл ич ающе е с я тем, что, с целью.повышения производительности и стабильности процесса литья, оно содержит блок вычислительных операций, регулируемый генератор частоты, згшатчики време- ни вытягивания, времени пауз и скорости вытягивания, регулятор скорости вытягивания, причем первый вход блока вычислительных операций соединен с выходом блока сравнения, второй вход - с выходом задатчика скорости вытягивания, третий вход - с выходом задатчика времени вытягива ния, а выход блока вычислительных операций соединен с входом регулируемого генератора частоты, первый вход регулятора времени вытягивания соединен с выходом регулируемого гене- . ратора частоты, первым входом регулятора времени пауз и первым входом регулятора скорости вытягивания, второй вход - с выходом задатчика 5 времени вытягивания, третий вход (Л с вторым.входом регулятора скорости вытягивания и выходом регулятора времени пауз, у которого второй вход подключен к выходу задатчика времени пауз, а третий вход - квыходу регулируемого генератора частоты и третьему .входу . регулятора скорости вытягивания, при этом выход задатчика скорости вытягивания связан :о ;о э: с четвертым входом регулятора скорости вЫтягивания, а его выход соединен с входом системы управления электроприводом механизма вытягивания слитка. 1;
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент Великобритании , , 1253043, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для взвешивания транспортных средств во время движения | 1980 |
|
SU870962A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
