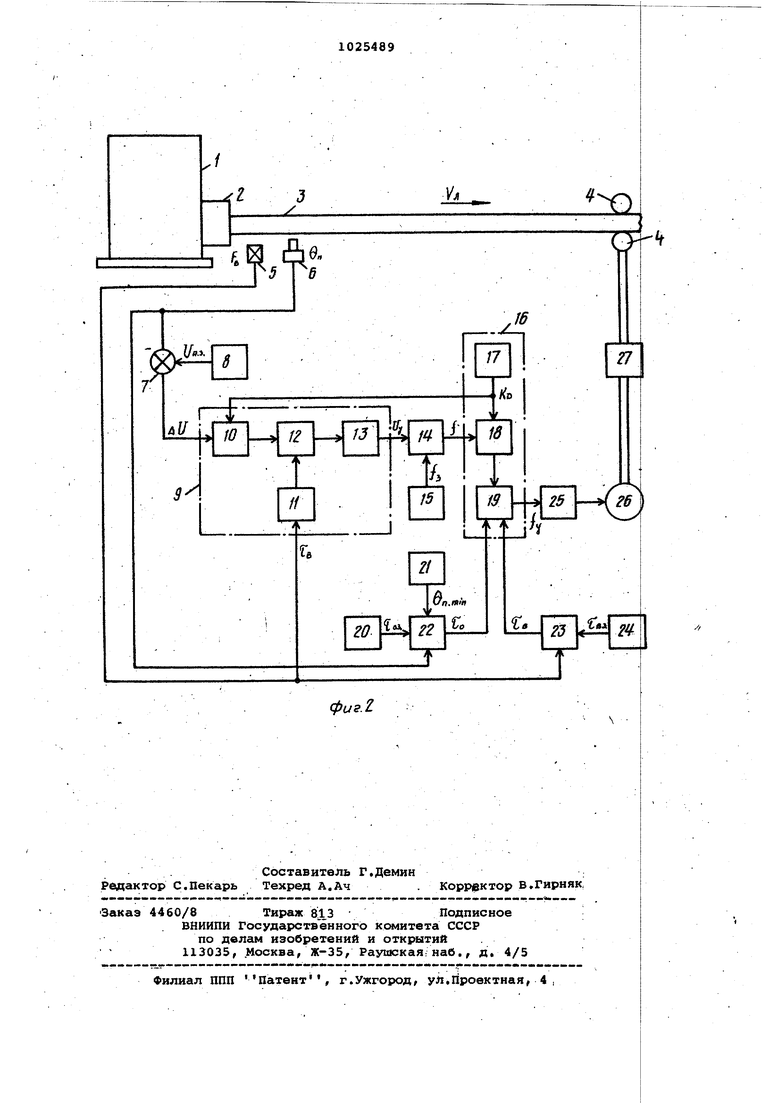
Изобретение относится к литейному производству, а .именно к горизонталь ному непрерывному литью металлов и сплавов и может быть использовано для управления вытягиванием слитка. Известен способ управления вытяги ванием слитка при иепрерьшном литье;, стали, который заключается в измерейии усилия вытягивания слитка из кристаллизатора с помощью силоизмери тельных датчиков и изменения скорости вытягивания таким образом, чтобы, изменяя толщину корочки слитка, поддерживать режим вытягивания при опре деленном напряжении в оболочке слитка {1J . Недостатками этого способа являю.т ся отсутствие контроля теплофиэических -процессов, протекающих в кристал лизаторе, и отсутствие возможности применения зтой информации для управ ления вытягиванием слитка. Наиболее близким по технической сущности к предлагаемому является Способ управления вытягиванием слитка при непрерывном литье, реализован ный при помсэди устройства для автома тического управления установкой непрерывной разливки металла. При таком управлении изменение времени остановок между вытягиванием слитка, а следовательно, и изменение скорости литья происходит в функции от тем пературы поверхности слитка навыходе из кристаллизатора во время вытяг гивания информации, с которой поступает в регулятор времени остановок, запоминается и преобразуется во временные интервалы. По окончании необходимого времени остановки этот регулятор подает сигнал на включение привода механизма вытягивания слитка Известное устройство содержит регулятор времени остановки, измерительный преобразователь температуры поверхности слитка на выходе из кристаллизатора вытягивающее устройство и гидропривод с системой управлекия t21. Недостатками известного способа .являются возможность нарушения ставильности технологического процесса и его срывы, так как время остановки изменяется не в зависимости от температуры поверхности слитка на вы ходе из кристаллизатора в данный момент времениf а в зависимости от информации об этой температуре/ полученной в предшествуххций остановке пе риод вытягивания слитка. Отсутствует возможность регулирования скорости и времени вытягивания Jpлиткa. Кроме . того, к недостаткам относятся отсутствие учета энергосиловых процессов взаимодействияслитка с. кристаллизатором, которые одними из : основных факторов, влияющих на стабильность процесса непрерывного л;1тья и получение слитков высокого качества, и невозможность автоматического получения оптимальных параметров эытягивания слитка. Цель изобретения - повышение п1 оизводительности и стабильности h цесса литья и улучшение качества hoлучаемых слитков путам обеспечении автоматического изменения частоты периодического вытягивания слитка и получение оптимальных параметров е b вытягивания из кристаллизатора. Поставленная цель достигается тем, что согласно способу управления периодическим вытягиванием слитка при непрерывном литье, включающему измерение температуры поверхности слитка на выходе из кристаллизатора, по величине которой задают скорость вытя-. гивания и определяют период остан|овки, в пер1иод вытягивания измеряк усилие вытягивания слитка из кристаллизатора и по его значению определяют конец периода вытягивания и начало периода остановки, а по скорости уменьщения Температуры поверхности слитка на выходе из кристаллизатора в период остановки определяют окснчание периода остановки и начало периода вытягивания, причем скорое вытягивания задают в соответсвии математическим выражением -%l5.-4VVU,-K0e)i/t:J , Vo скорость вытягивания слитка, М/С; коэффициент усиления разсмкнутой системь включающей делителе переключак щее частоты/ устройство, систем) равления приводом, гатель, редуктор и нущие ролики, м/с коэффициент усиления измеритед ного пресбразователя твмперату1 ы В/град; коэффициент усилен1 я операционного усил теля, В/Гц;. коэффициент усиления регулируемого гене1 атора частоты, Гц/В ;-Г коэффициент деления час|время вытягивания, ограничиваемое величиной усилия вытягивания, с; заданное начальное значение частоты г нв-i ратора, Гц; в - температура поверх ости слитка на выход из кристаллизатора в период вытягивания, град; и.,,-Ков сигнал, соответствую в п p jjjjj заданному значению температу л повер ности слитка .3f В. На фиг . 1 изображен график измене ния усилия вытягивания слитка, полученный при одной из конкретных реали заций; на фиг. 2 - функциональная схема устройства, реализующего предл гаемый способ управления. Энергосиловые параметры вытягивания слитка из. кристаллизатора являют ся ОДНИМИиз основных факторов, влия ющих на стабильность процесса иепрерывного 1итья и получение слитков вы сокого качества. Скачок усилия в начале периода вы тягивания (фиг. 1) объясняется боль- ишм коэффициентом трения покоя по сргшнению с коэффициентом трения дви жения. В це|лом характер изменения усилия вытягивания можно объяснить следующим образом. В начале периода вытягивания при движении слитка в по верхностных слоях затвердевающей корочки возникают растягивающие напряжения под действием усилия вытягивания и силы трения. По мере движения слитка и вследствие прилипания короч ки к стенкам кр1исталлизатора и низкой ее прочности при температу1 ах, близких к температуре кристаллизации корочка разрывается. При этом усилие вытягивания падает до нуля..В образо вавшийся разрыв поступает порция жид кого металла, которая мгновенно затвёрдевает на охлажденной поверхности кристаллизатора, образуя перемычку, соединяющую слиток с оторвавшейся частью корочки. Усилие вытягивания опять резко возрастает и далее цикл растяжение - разрыв - сращивание коп рочкй продолжаемся до полной останов ки слитка. Этому циклу соответствуют максимумы и минимумы усилия эы ятгва ния. Анализ полученных экспериментальных данных показывает, что существуют технологические режимы, затрудия10 щие образование разрывов корки и спо собствующие тем сгмым улучшению поверхности слитка. Это достигае я при сокращении длительности и шага вытягивания. К тому же, проведенные опыты показали, что уменьшение абсолютной величины времени остановки слитка также приводит к снижению уси ЛИЯ вытягивания. Таким образсяк полу ,чено теоретическое и эксперименталь|иое подтверждение парспективиости лнтья с мальм шагом и большой часто той вытягивания заготовки. это то,, полученные результаты дгиот возможность определить требуемую из условйя предотвращения раз{швов короч ки частоту вытягивания слитка и гштоматизировать процесс ее изменения в функции технологических параметров литья (температуры жидкого металла, расхода охладителя, скорости вытягивания и т.д.). Устройство содержит металлоприемник 1, кристаллизатор 2, слиток 3, тянущие ролики 4, измерительный пре- . рбразователь 5 усилия вытягивания слитка из кристаллизатора, измерительный преобразователь 6 температуры поверхности слитка на выходе из кристаллизатора, узел 7 сравнения, задатчик 8 температур -поверхности слитка, вычислительное устройство 9, состоящее из операционного усилителя 10 преобразователя 11 время - напряжение, делителя 12 и блока 13 извлечения квадратных корней, регулируемый генератор 14 частоты, задатчик 15 частоты, формирователь 16 режима работы, состоя1Ц1 й из задатчика 17 делителя частоты, делителя 18 частоты и переключающего устройства 19, задатчик 20 времени остановки, задат-. чик 21 температуры поверхности слитка в период остановки, регулятор 22 времени остановки, регулятор 23 врйемени вытягивания, задатчик 24 време|ни вытягивания, система 25 управле|ния злектроприводом, электродвигатель 26 механизма вытягивания слитка и редуктор 27. Жидкий металл из металлоприемника 1 поступает в кристаллизатор 2 и затвердевает. Слиток 3 периодически извлекается из кристаллизатора 2 тянущими роликами 4. Сигнал об усилии вытягивания слитка 3 из кристаллизатора 2, измеряемый измерительгным преобразователем 5, поступает в регулятор 23 времени вытягивания и S вычислительное устройство 9, в частности на вход преобразователя 11 время напряжение. В регуляторе 23 время вытягивания ограничивают продолжительностью первого пика усилия вытя- гивания (фиг. 1), так что когда усилие вытягивания достигает максимального значения и при зтом время вытягивания не более заданного значения Тез, поступающего, с выхода задатчика 24 времени вытягивания, то с выхода регулятора 23 поступает сигнал на фО1 шрователь 16 режима работы, в частности на вход переключающего устройства 19 на выключение электродвигателя 26. Период вытягивания оканчивается и начинается период остановки.. . Сигнал о температуре поверхности выходящего из кристаллизатора 2 слитка 3, измеряемый измерительным преобразователем б, поступает в регулятор 22 времени остановки, а также на узел 7 сравнения, где этот сигнал сравни8аётся с сигналом , соответствуюlMUM .заданн(ху значению температуры &, и полученный сигнал рассогласова ния подается на вход -вычислитель ного устройства 9, в частности на вход операционного усилителя 10. Выходы операционного усилителя 10 и преобразователя 11 соединены с делителём 12, сигнал с которого поступает на вход блока 13 извлечения квадратных корней. На выходе этого блока который является и выходом вычислительного устройства 9, имеется сигнал управления и, поступающий на вход регулируемого генератора 14 частоты. На выходе генератора 14 получается сигнал f, учитывающий изменение температуры поверхности G- слитка и определяющий скорость вытягивания V Этот сигнал подается на вход формирователя 16 режима работы, в частности на вход делителя 18 , коэффици ент деления которого определяется задатчиком 17 делителя частоты. С выхода делителя 18 частоты сигнал поступает на вход переключающего устройства 19, а на другие его входы поступают сигналы, определякмдие продолжител1 ность периода вытягивания и периода остановки. С выхода этого устройства который является и выходом формирователя режима работы, снимается сигнал f , определяквдий скорость литья V . При этом закон изменения скорости литья VJj имеет вид б.Гв (. ,, (и ,г-ХвепЖб. -1 + гв Время вытягиванияTTg зависит от энергосиловых процессов взаимодействия слитка 3 с кристаллизатором 2. А время остановкиП р учитывает теплрфизические процессы, протекающие в {кристаллизаторе 2. Это происходит следуквдим образом. Продолжительно периода остановки определяется пу сравнения сигнала с выхода измери ного преобразователя 6, поступают в регулятор 22 времени остановки, заданным сигналом, соответствуицш температуре поверхности слитка во время остановки 0у, ц . Когда эт сигналы становятся равны, а время достижения этого равенства не мен заданного значения Соз о подает сигнал на вход переключающего уст ства 19 на включение двигателя и чинается очередное вытягивание ел ка 3 из кристаллизатора 2. Кроме этого, в зависимости от продолжительности периода остановки к скорости изменения температуЕиа пов нести слитка в этот период с регулятора 22 времени остановки осу ществляется программируемое уменье ние времени остановки путем подач соответствующих сигналов на вход формирователя 16 режима работы и )чения электродвигателя 26. Использование предлагаемого спбсоба управления периодическим вытяп ванием слитка при непрерывном лнтье |И устройство для его осуществлени; обеспечивают по сравнению с существующими повышение производительное ти и стабильности процесса литья, улучшение качества получаемых слитков , учет теплофизических и энергс силовых процессов в кристаллиэато Штематическое изменение частоты периодического вытягива 1ия слитка и автоматическое получение оптимальных параметров вытяги&ания слитка из кристаллизатора .
788.7
603,г
0,1 иг Од Oif 0,5 Oj6 0.7 0.8 0.9 f.O fT фаеА
фиг.г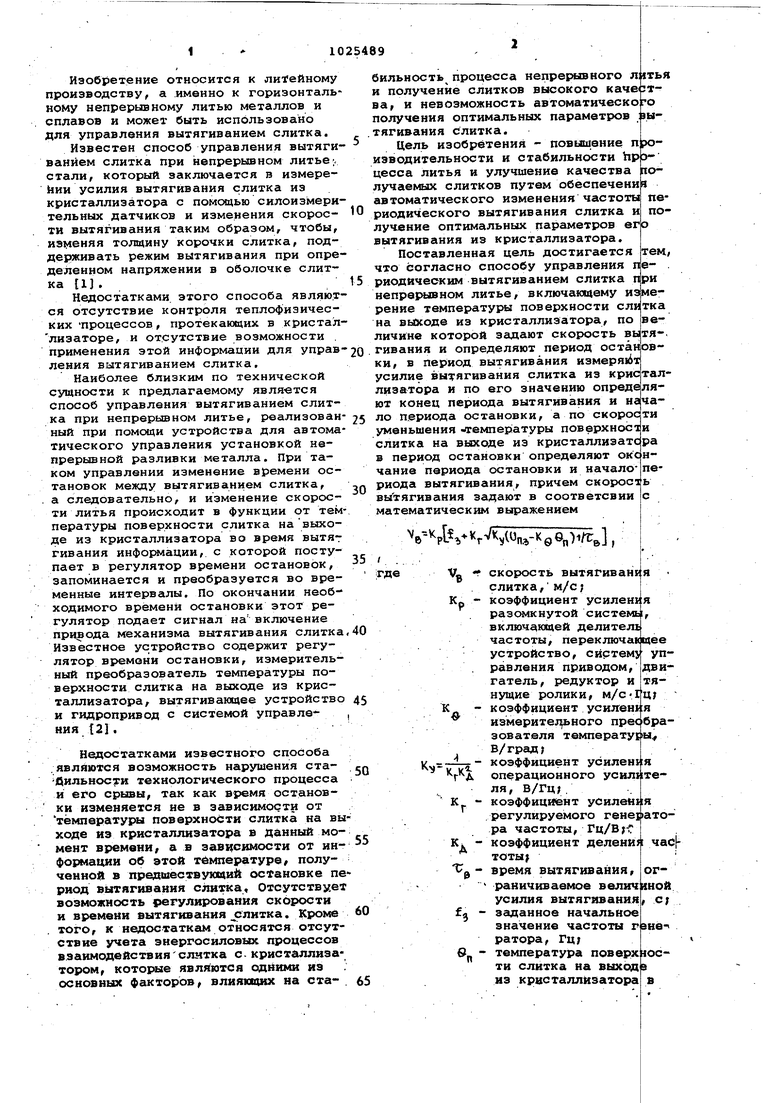
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления машиной непрерывного литья заготовок | 1983 |
|
SU1110541A1 |
| Устройство для автоматического управления периодическим вытягиванием слитка при непрерывном литье | 1981 |
|
SU1039642A1 |
| Способ прогнозирования прорывов металла на машине непрерывного литья заготовок и устройство для его осуществления | 1988 |
|
SU1502179A1 |
| Способ автоматического управления машиной непрерывного литья заготовок и устройство для его осуществления | 1984 |
|
SU1243891A1 |
| СПОСОБ УПРАВЛЕНИЯ МАШИНОЙ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2023530C1 |
| Устройство вытягивания слитка машины непрерывного литья заготовок | 1983 |
|
SU1158285A1 |
| Способ управления машиной непрерывного литья заготовок и устройство для его осуществления | 1987 |
|
SU1519831A1 |
| Устройство для регулирования режима охлаждения непрерывнолитого слитка | 1980 |
|
SU933218A1 |
| Устройство для управления процессом непрерывного горизонтального литья заготовок | 1982 |
|
SU1100042A1 |
| Способ автоматического управления режимом работы установки непрерывной разливки металла | 1981 |
|
SU973226A1 |
1. СПОСОБ УПРАВЛЕНИЯ ПЕРИОДИЧЕСКИМ ВЫТЯГИВАНИЕМ СЛИТКА ПРИ НЕПРЕРЫВНОМ ЛИТЬЕ, включающий измерение температуры поверхности слитка на выходе из кристаллизатора, по. величине которой задают скорость вытягивания и определяют периоды остановки, отличающийся -TeiM, что, с целью повышения производительности и ст,абильности процесса литья и улучшения качества получаемых слитков путем обеспечения автоматического изменения частоты периодического вытягивания слитка и получения оптимальных парг1метров его вытягивания из кристаллизатора, в период вытягивания измеряют усилие вытягивания слитка пэ кристаллизатора и по его значению определяют конец периода вытягивания и начало периода остановки, а по скорости уменьшения температуры поверхности слитка на выходе иэ кристаллизатора в период остановки опрёделя-- ют окончание периода остановки и начало периода вытягивания, пpичe 4 ско рости вытягивания задают в соот;ветствии с математическим выраже.нием V Ч где VB - скорость вытягивания ; слитка, м/с; р - коэффициент усиления разомкнутой системы, включающей делитель частоты, переключакяцее устройство, систему управления приводом, двигатель, редуктор и тянущие ролики, м/с.Гц; -коэффициент усиления & измерительного преобразователя температуры, В/град) -коэффициент усиления операционного усилителя, В/Гц; К, коэффициент усиления регулируемого генератора частоты, Гц/В; К. коэффициент деления частоты; т, время вытягивания, огв раничиваемое величи- I ной усилия вытягивания , с; 1, заданное начальное значение часГтоты генератора , Гц; п температура поверхности слитка на выходе КЗ кристаллизатора в период вытягивания, град; сигйал, соответствующий заданному значе- нию температуры поверхности слитка ©л , В.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Краснов Б.И | |||
| Оптимальное уп равлёние режимами непрерьюной разливки стали | |||
| М., Металлургия, 1975, с | |||
| Ротационный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию, и т.п. работ | 1924 |
|
SU204A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для автоматического управления установкой непрерывной разливки металлов | 1974 |
|
SU482240A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
