2. Устройство по п.1, о т л и ч а ю щ е е с я тем, что блок формирования закона управления содержит генератор постоянной частоты,два логических элемента,делитель частоты,дешифратор, каналы задания законов управления , три реле времени, логическую схему ШШ и усилители мощности, причем выходы генераторов постоянной и переменной частот соединены с вхог дами первого логического элемента, первый логический элемент, делитель частоты и дешифратор соединень последовательно, входы каналов задания законов управления соединены с выходом дешифратора, а выходы - с входами воторого логического элемента, выходы первого и второго реле времени соединены с.входами логической схемы ИЛИ, выход первого реле времени через третье реле времени соединен с входом второго реле времени, а вход первого реле времени с выхо дом второго логического элемента, выходы второго логического элемента, логической схемы И.ПИ и третьего реле времени через усилители мощности соединены с выходами блока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом непрерывного горизонтального литья заготовок | 1982 |
|
SU1100042A1 |
| Электропривод тянущей клетки машины непрерывного литья заготовок | 1977 |
|
SU729796A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ | 1995 |
|
RU2082950C1 |
| Способ управления качанием кристаллизатора машины непрерывного литья заготовок | 1982 |
|
SU1097441A1 |
| Способ непрерывного горизонтального литья чугуна и установка для его осуществления | 1983 |
|
SU1118477A1 |
| Устройство для автоматического запуска и регулирования уровня жидкого металла в кристаллизаторе машины непрерывного литья стали | 1978 |
|
SU730460A1 |
| Способ уменьшения ударов в кинематической линии клети прокатного стана и устройство для его осуществления | 1990 |
|
SU1819167A3 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1967 |
|
SU202484A1 |
| ТЯНУЩЕЕ УСТРОЙСТВО УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ ГОРИЗОНТАЛЬНОГО ТИПА | 1978 |
|
SU825273A1 |
| Бесконтактное устройство для фиксации моментов захвата и выброса слитка из валков прокатного стана | 1976 |
|
SU698690A1 |
1. УСТРОЙСТВО ВЫТЯГИВАНИЯ СЛИТКА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК, содержащее регулятор скорости электродвигателя, выход которого соединен с электродвигателем, усилитель мощности, генератор перегт менной частоты и электромагнитную муфту, соединяющую вал электродвигаг теля с валками тянущей клети, отличающееся тем, что, с целью повьпиения качества слитка, оно дополнительно содержит электродвигатель обратного хода с регулятором скорости, тормозную муфту, соединяющую вал электродвигателя с валками тянущей клети, муфту обратного хода, блок формирования закона управления, выходы которого соединены с входами электромагнитной муфты, тормозной муфты и муфты обратного хо(Л да.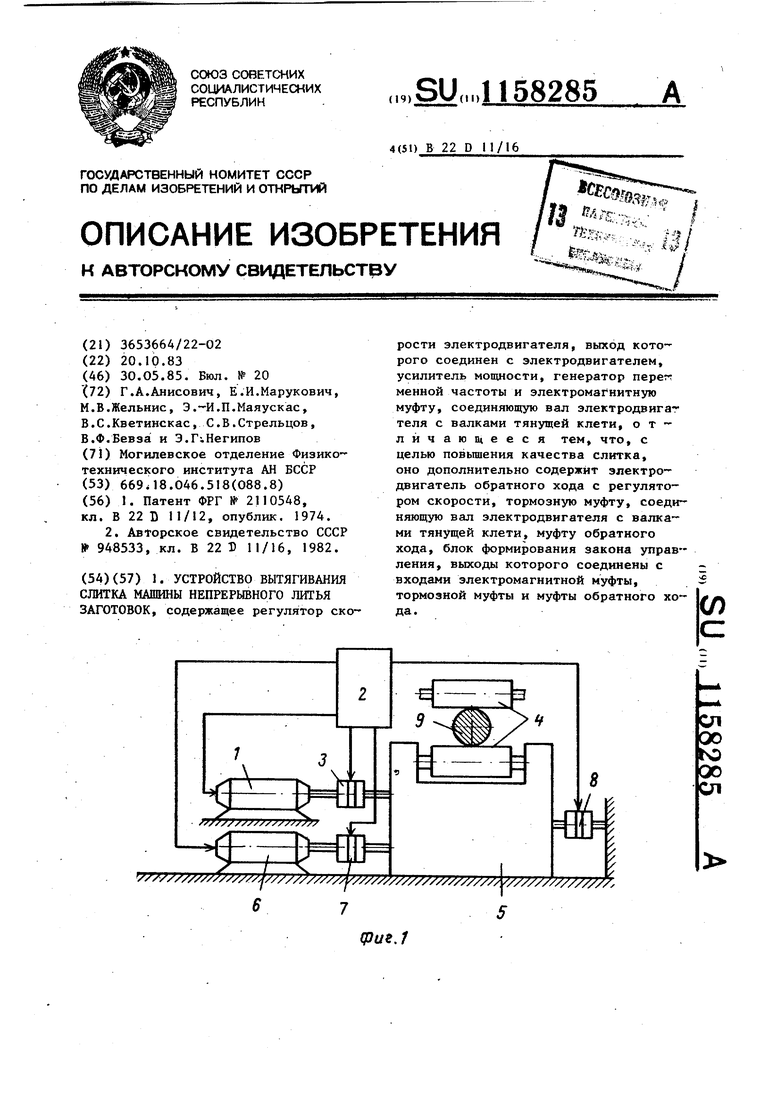
1
Изобретение относится к металлургии, в частьости к машинам непрерьш- ного литья.
Известно устройство для управле- НИН ступенчатым извлечением заготовки из горизонтального кристаллизатора непрерьшной разливки, содержащее датчик программ, сч етчики, логи ческие схемы, преобразователь часто ты напряжения, электрогидравлический шаговый двигатель, гидравлический двигатель, маслонасосную станцию, систему управления шаговым злектро двигателем. Маслонасосная станция . содержит электропривод и систему автоматического регулирования давления масла С }
Недостатками этого устройства являются его низкая надежность применения сложного шагового электро гидродвигателя, необходимость в программе для задания закона вытягивания слитка, а также в устройстве по обработке программы и в устройствах внесения изменений в программу в.neper ходньпс режимах. Регулирование скорости прямого и обратного хода производится одним и тем же потенциометром, что затрудняет установку различных скоростей движения при прямом и обратном ходе. В условиях технологического процесса на работу устройства значительное влияние оказывают моменты инерции слитка, валков клети, редукторов . Это значительно уменьшает
быстродействие устройства и при массах слитка 2-10 т и частоте более 70 циклов в минуту движение слитка становится непрерывным. Все это отрицательно влияет на качество слитка снижает оперативность управления процессом литья, увеличивает стоимость устройства.
Наиболее близким к предлагаемому является устройство вытягивания слитка машины непрерывного литья заготовок, содержащее регулятор скорости электродвигателя, выход которого соединен с электродвигателем, усилитель мощности, генератор переме ной частоты и электромагнитную муфту соединяющую вал электродвигателя с валками тянущей клети. Циклический режим извлечения слитка в этом уст ройстве обеспечивается электромагнитной муфтой, которая преобразует непрерьшное вращательное движение привода в циклическое вращательное движение валков тянущей клети 2 .
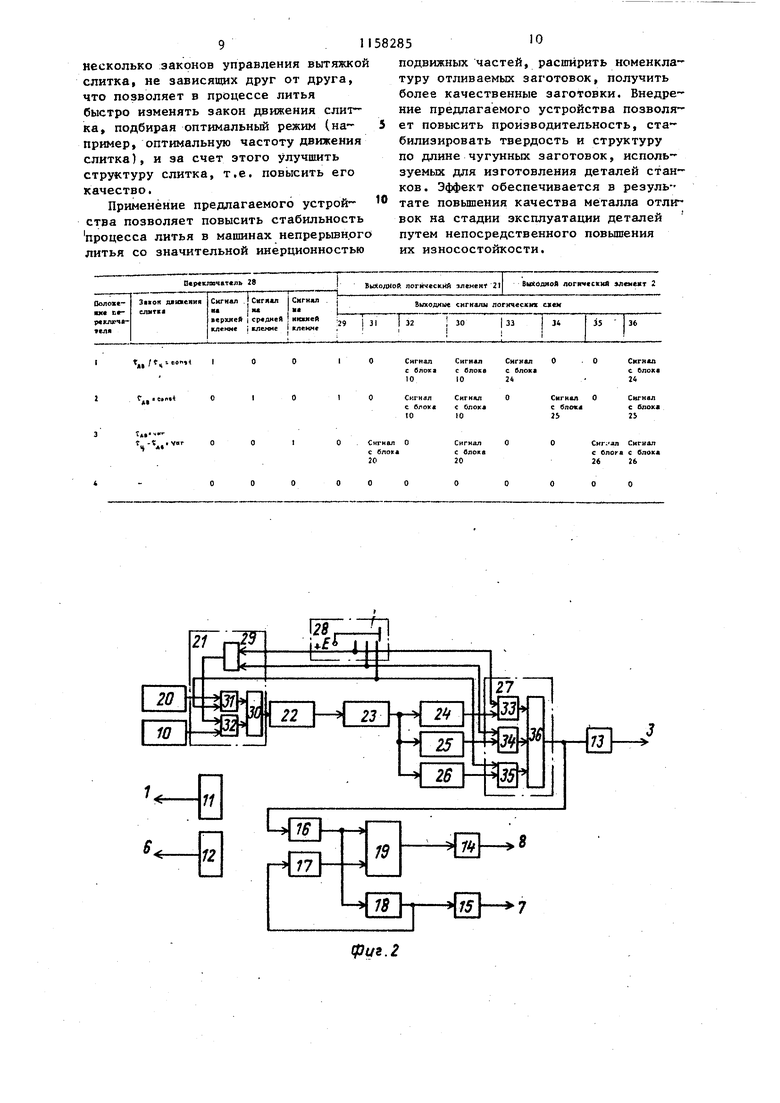
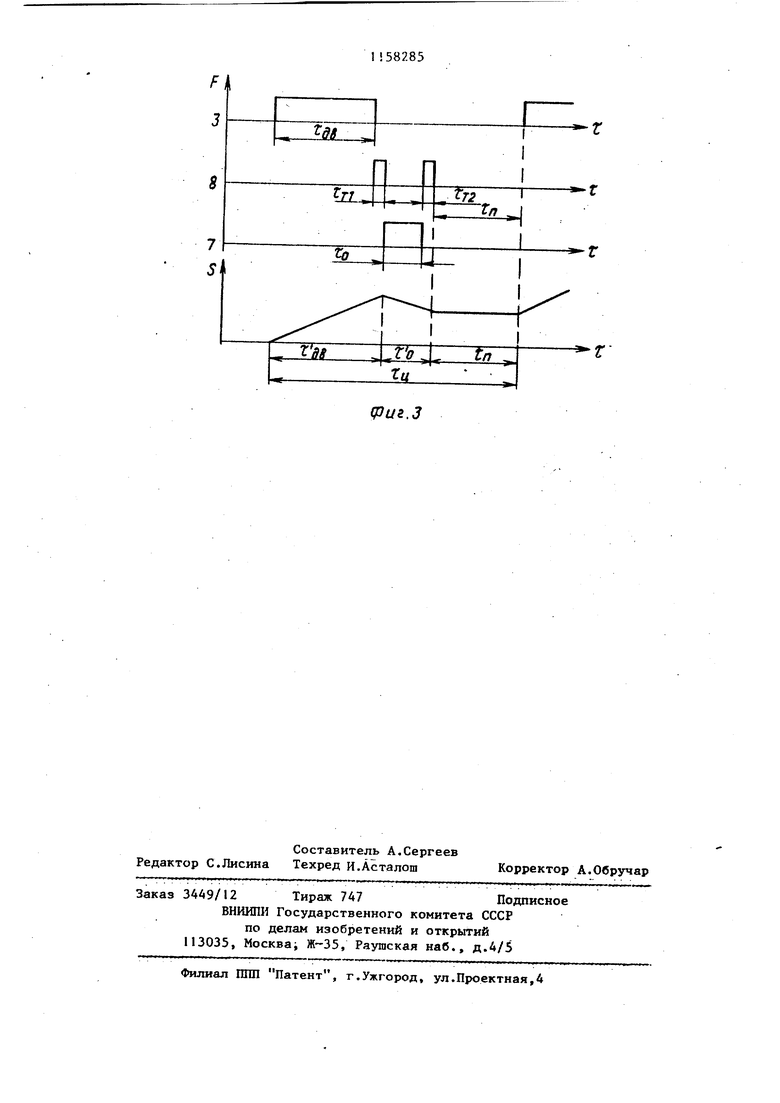
Генератор вырабатьтает электрические импульсы треугольной формы регулируемой частоты, которые, поступая на пороговое устройство, преобразуются в импульсы прямоугольной формы с регулируемой скважностью. Импульсы с порогового устройства управляют работой усилителя мощности и электромагнитной муфтой, которая . задает цикличность движения клети. Устройство ииеет только один закон регулирования длительности движения слитка в зависимости от частоты. В процессе литья, в случае прорыва металла через корочку слитка, необ ходимо сразу подать слиток назад, причем скорость обратного хода слит должна быть значительно большей, че при прямом ходе. Кроме того, если .в течение цикла вытяжки слитка осу ществлять его подачу назад на некоторы небольшой шаг, качество слитка значительно улучшается. Обратный ход слитка в известном устройстве можно получить лишь изменением направления вращения электродвигателя при одновременном увеличении его скорос При этом время, необходимое на реве изменение скорости и разгон электро двигателя составляет примерно 2-5 с в то же время двигатель испытывает недопустимые перегрузки и быстро . выходит из строя, а частота вытяжки слитка с обратным ходом уменьшается ниже технологических норм. Известно устройство не содержит элементов задания фиксированного шага обратного хода, что затрудняет управление процессом литья. Тянущая клеть, рольганги, слиток, привод в целом обладают значительной инерцией, вследствие чего отключение электромагнитной муфты не приводит к полно остановке валков, клети и слиток некоторое время продолжает двигаться по инерции, поэтому на больших частотах работы электромагнитной муфты перемещения слитка из циклических становятся непрерьшными. Эти недостатки приводят к тому, что изв стное устройство не позволяет полу- чать частоты извлечения слитка боль ше 1 Гц, а наличие только одного закона управления затрудняет управление машиной непрерьшного литья заготовки. При вытягивании слитка с обратньм ходом затруднено получение стабильного шага вытягивания, обратный ход происходит медленнее с большим запаздыванием. Следствием указанных недостатков является сниж кие надежности устройства и качества получаемого слитка. Цель изобретения - повышение качества слитка. Поставленная цель достигается тем, что устройство вытягивания слитка машшы непрерывного литья заготовок, содержащее- регулятор скорости электродвигателя, выход которого соединен с электродвигателем, усилитель мощности, генератор переп менной частоты и электромагнитную муфту, соединяющую вал электродвигателя с валками клети, дополнительно содержит электродвигатель iобратного хода с регулятором скорости, тормозную муфту, соединяющую вал электродвигателя с валками тянущей клети, и муфту обратного хода, блок, формирования закона управления,выходы которого соединены с входами Г электромагнитной муфты, тормозной муфты и муфты обратного хода. I Кроме того, блок формирования закона управления содержит генератор постоянной частоты, два логических элемента, делитель частоты, дешифратор, каналы задания законов управления, три реле времени, логическую схему ИЛИ и усилители мощности, причем выходы генераторов постоянной и переменной частот соединены с входами первого логического элемента, первый логический элемент, делитель частоты и дешифратор соединены последовательно, входы каналов задания законов управления соединены с выходом дешиф ратора, а выходы - с входами второго логического элемента, выходы первого и второго реле времени соединены с входами логической схемы ИЛИ, выход первого реле времени через третье реле времени соединен с входом второго реле времени, а вход первого реле времени - с выходом второго логического элемента, выходы второго логического элемента, логической схемы ИЛИ и третьего реле времени через усилители мощности соединены с выходами блока. На фиг.1 приведена блок-схема предлагаемого устройства вытягивания слитка машины непрерьтного литья заготовок; на фиг. 2 - структура блока формирования закона управления; на фиг.З - график движения слитка. Устройство вытягивания слитка машины непрерывного литья заготовок содержит электродвигатель 1, блок 2 формирования закона управления, электромагнитную муфту 3, соединяющую вал электродвигателя.1 с валками 4 тянущей клети 5, электродвигатель 6 обратного хода, муфту 7 обратного хода, соединяющую вал электродвигателя 6 с валками тянущей клети 5, тормозную муфту 8, соединенную с валками 4 тянущей клети 5, и затрав ку ( сгшток ) 9. Блок 2 формирования закона у11рав НИН содержит генератор 10 переменно частоты, регулятор 11 скорости для электродвигателя 1, регулятор 12 ск рости для электродвигателя бобратно хода, усилители 13 15 мощности дагя муфт: электромагнитной муфты 3 тормозной муфты 8 и муфты 7 обратно хода соответственно, реле 16 18 времени, логическую схему 19 ИЛИ, генератор 20 постоянной частоты, пе вый логический элемент 21, делитель 22 частоты, дешифратор 23, каналы 24 26 задания законов управления, второй логический элемент 27, переключатель 28 каналор, причем генератор 20 постоянной частоты, первый логический элемент 21, дели тель 22 частоты и дешифратор 23 соединены последовательно, входы каналов 24 - 26 задания законов управления соединены с выходом дешифратора 23, а выходы каналов 24 26задания законов управления с входом второго логического элемен та 27. Первый логический элемент 21 содержит логические схемы 29 и 30, реализуюп ие логическую функци ИЛИ, и схемы 31 и 32, реализующие логическую функцию И, Второй логиче кий элемент 27 содержит логические схемы 33 35, реализующие функцию И, и схему 36, реализующую функцию ИЛИ. Логическая схема 19 ИЛИ реали зует функцию ИЛИ. Генераторы 10 и 20 переменной и постоянной частот соответственно выполнены на микросхемах К 2 В ГГ1 , регуляторы 11. и 12 скорости - на устройствах типа ЭТ IE, усилители 13-15 мощности на элементах Т-404, реле 16-18 времени и канал 25 задания закона управления - на микросхеме К218АТ, логическая схема 19 ИЛИ, первый и второй логические элементы 21 и 27- на микросхемах К155ЛРЗ, делитель 22 частоты - на микросхеме К155ИЕ8, дешифратор 23 - на микросхеме К155ИД1, канал 24 задания закона управления - на микросхемах К142НД5, канал 26 задания закона управления - на реле ВЛ-36, переклю чатель 28 каналов типа ПШ. Для согласования сигналов по уровню между микросхемш-ш применены схемь) типа эмиттерных повторителей. Элементы управления процессом (переключатели, резисторы регулирования скорости и времени включения) выделены отдельно в пульт управления (не показан). Устройство работает следующим образом. С помощьюрегуляторов 11и 12 скорости устанавливают требуемую скорость вращения электродвигателей 1 и 6. Переключателем 28 каналов устанавливают требуемый закон управления, т.е. зависимость времени прямого хода слитка от частоты его движения. С помощью ручек управления каналами 24 - 26 задания законов управления устанавливают численное значение времени Сдц (.Фиг.З) движения при прямом ходе слитка. С помощью ручек управления реле 16 и 17 времени устанавливают время и f (фиг.З) работы тормозной муфты 8, а с помощью реле 18 времени - время Т работы муфты 7 обратного хода. При этом усилие F3 от электродвигателя 1 через электромагнитную муфту 3 передается на валки 4 клети 5 и на слиток 9 в течение времени после чего электромагнитная муфта 3 отключается и включается тормозная муфта 8, которая тормозным усилием F 8 за время t-j- гасит инерцию и останавливает слиток. Затем включается муфта 7 обратного хода, которая передает тянущее усилие F7 от эл ктродвигателя 6 обратного хода на слиток 9 в течение времени f. Слиток движется в обратном направлении. Через время tj, муфта 7 обратного хода отключается, и на время т включается тормозная муфта 8, которая гасит инерцию и останавливает слиток. После этого наступает время tp паузы, в течение которого слиток неподвижен. С началом следующего цикла процесс работы устройства повторяется. Время движения слитка в прямом направлении LAB Aв в обратном 0 . Закон управления движением слитка 9, т.е. закон изменения длительности включения электромагнитной муфты 3 в зависимости от частоты, формируется в блоке 2 формирования закона управления на основе импульсов генератора 10 переменной частоты для каналов 2А I 25 задания законов управления и импульсов генератора 20 постоянной частоты для канала 26 задания закона управления. Коммутация сигналов с reiiepaTopoB неременной 10 и постоянной 20 частот, а также с каналов 24 - 26 задания законов управления осуществляется логическими элементами 21 и 27 в зависимости от положения переключателя 28 каналов и в соответствии с таблицей состояний логических схем 29-36. Канал 24 задания закона управления осуществляет управление вытяжкой слитка 9 по закону / ц consi , при fu, var . Закон зада ется с помощью переключателя 28 каналов. При этом первый логический элемент 21 пропускает на свой выход только сигнал с генератора IО переменной частоты. Сигнал делится в делителе 22 до периода, равного времени цикла, дешифруется в дешифра торе 23 и формируется в закон / / Сц cons-t , при tu, vc в канале 24 задания закона управления Через второй логический элемент 27, который является коммутатором канало сигнал с выхода канала 24 задания закона управления поступает на усилитель 13 и электромагнитную муфту Закон позволяет получить постоянную скорость прямого хода слитка при изменении его частоты движения. Закон целесообразно применять, если скорость вытяжки слитка строго огран чена и ее надо поддерживать постоян ной при изменении частоты, а Канал 25 задания закона управлени осуществляет управление вытяжкой .слитка по закону ons-i , . при LU, var . Закон задается с помощью переключателя 28 каналов, при этом логический элемент 21 пропускает сигнал генератора 10 переменной .частоты, который делится в делителе 22 на отрезки, равные , и дешифруется в дешифраторе 23. После этого сигнал с дешифратора 23 формиру ется в закон con si , при Гц votir в канале 25 задания закона управления. Сигнал с выхода канала 25 задания закона управления через логический элемент 27 поступает на усилитель 13 и электромагнитную муфту 3. Закон дв cons-l , при позволяет получить посто янньп гааг движения слитка при и: ме-нении частот. Это важно при литье с заданным шагом, когда д.чя ПОЛЬППР,ния качества слитка надо увеличивать частоту вытяжки, не меняя при этом величину шага. При управлении движением слитка по каналу 26 задания закона управления время движения,, сумма времени обратного хода и паузы задается независимо друг от друга. Закон задается с помощью переключателя 28 каналов, При этом первьй логический элемент 21 пропускает на выход сигнал с генератора 20 постоянной частоты. Последний выдает для канала 26 задания закона управления фиксированное значение единицы времени, на основании которой канал 26 задания закона управления производит отсчет необходимого времени движения и остановки слитка 9. Применение генератора 20 постоянной частоты позволяет сделать работу канала 26 задания закона управления независимой от генератора 10 переменной частоты и повысить тем самым точность и стабильность реализации закона управления. Сигнал с выхода канала 26 задания закона управления проходит через второй логический элемент 27, усиливается усилителем 13 и управляет электромагнитной муфтой 3. Канал 26 задания закона управления позволяет задавать независимо друг от друга время и время t УО + п После окончания сигнала с второго логического элемента 27 реле 16 времени вырабатьшает импульс, который, пройдя через логическую схему 19 ИЛИ и усилитель 14, включает тормозную муфту 18. После окончания импульса с реле 16 времени включается 18 времени, которое вырабатывает импульс на включение муфты 7 обратного хода. После окончания импульса с реле 18 времени реле 17 времени вырабатьшает импульс, который проходит через логическую схему 19 ИЛИ, усилитель 14 мошрости и на время торможения вклю чает тормозную муфту 8, после чего наступает время паузы, и цикл заканчивается. С началом нового цикла этот процесс повторяется снова. Применение блока 2 формирован.я закона управления позволяет получит
9II
несколько законов управления вытяжкой слитка, не зависящих друг от друга, что позволяет в процессе литья быстро изменять закон движения слитка, подбирая оптимальный режим (например, оптимальную частоту движения слитка), и за счет этого улучшить структуру слитка, т.е. повысить его качество.
Применение предлагаемого устройства позволяет повысить стабильность процесса литья в машинах непрерывного литья со значительной инерционностью
58285О
подвижных частей, расширить номенклатуру отливаемых заготовок, получить более качественные заготовки. Внедрение предлагаемого устройства позволяет повысить производительность, стабилизировать твердость и структуру по длине чугунных заготовок, используемых для изготовления деталей станков . Эффект обеспечивается в результате повьшения качества металла отли вок на стадии эксплуатации деталей путем непосредственного повышения их износостойкости.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| КЛЕЙ-РАСПЛАВ | 1993 |
|
RU2110548C1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство управления приводом вытягивания слитка машин непрерывного литья заготовок | 1980 |
|
SU948533A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
