1
Изобретение относится к литейному производству, в частности « устройствам для заливки расплавов в литейные формы.
Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемой является машина заливочная магнитодинамичёская, которая включает ванну, поворотную раму, на которой закреплена ванна, индукторы, электромагниты, огнеупорные блоки с каналами, силовые гидроцилиндры и датчик уровня металла.
Поворотная рама выполнена с возможностью поворота её вокруг двух осей - передней и задней. Передняя ось совпадает с осью желоба, по которому металл сливается в формы, а задняя ось предназначена для поворота вокруг нее ванны при аварийном сливе металла l .
Основными недостатками известной машины являются заниженная производительность, обусловленная необходи
мостью прекращения заливки на время пополнения ванны металлом; необходи мость периодических подъемов многотонной ванны для поддержания уровня металла ванны в заданном диапазоне; изменения температуры металла в ванне при пополнении ее большими дозами ; отсутствие собственного механизма для аварийного слива металла из ванны; ручная заливка металла в ванну.
Цель изобретения - увеличение производительности.
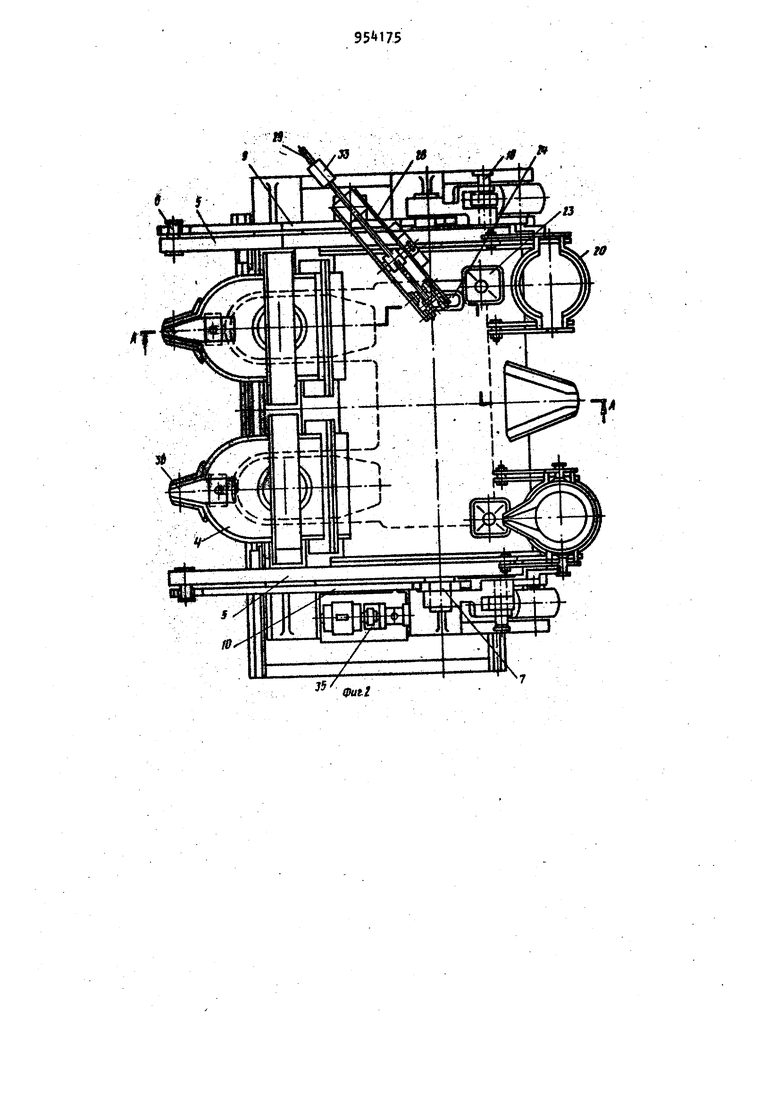
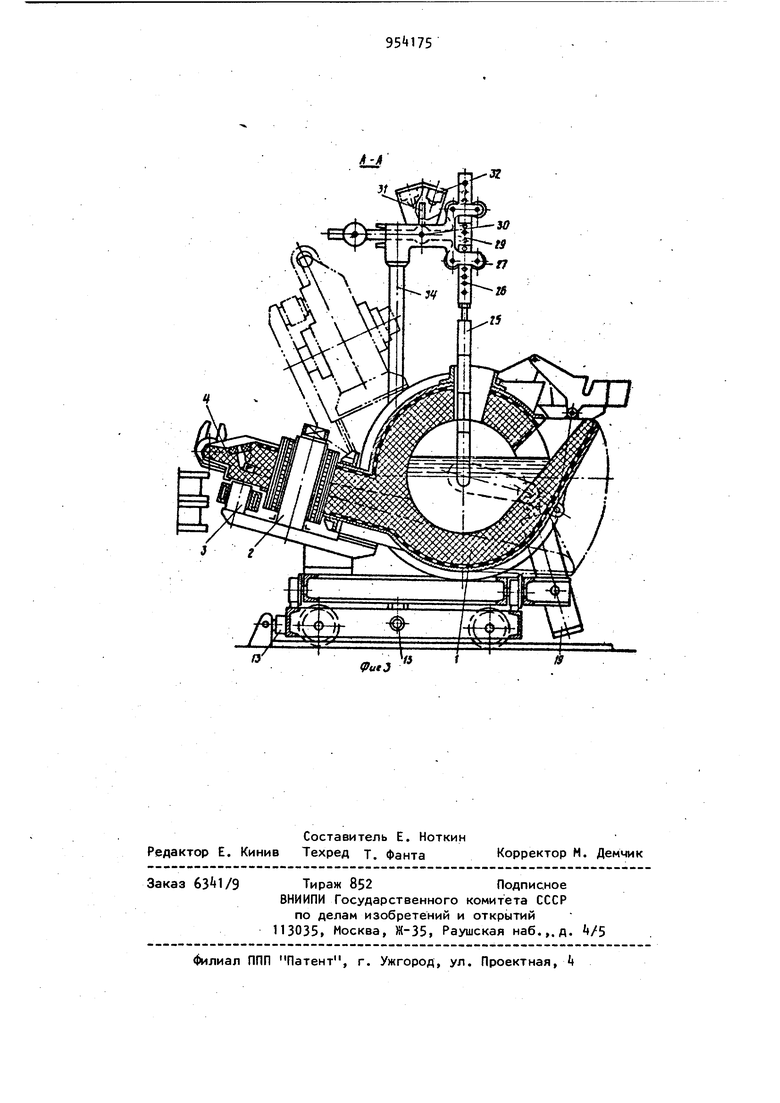
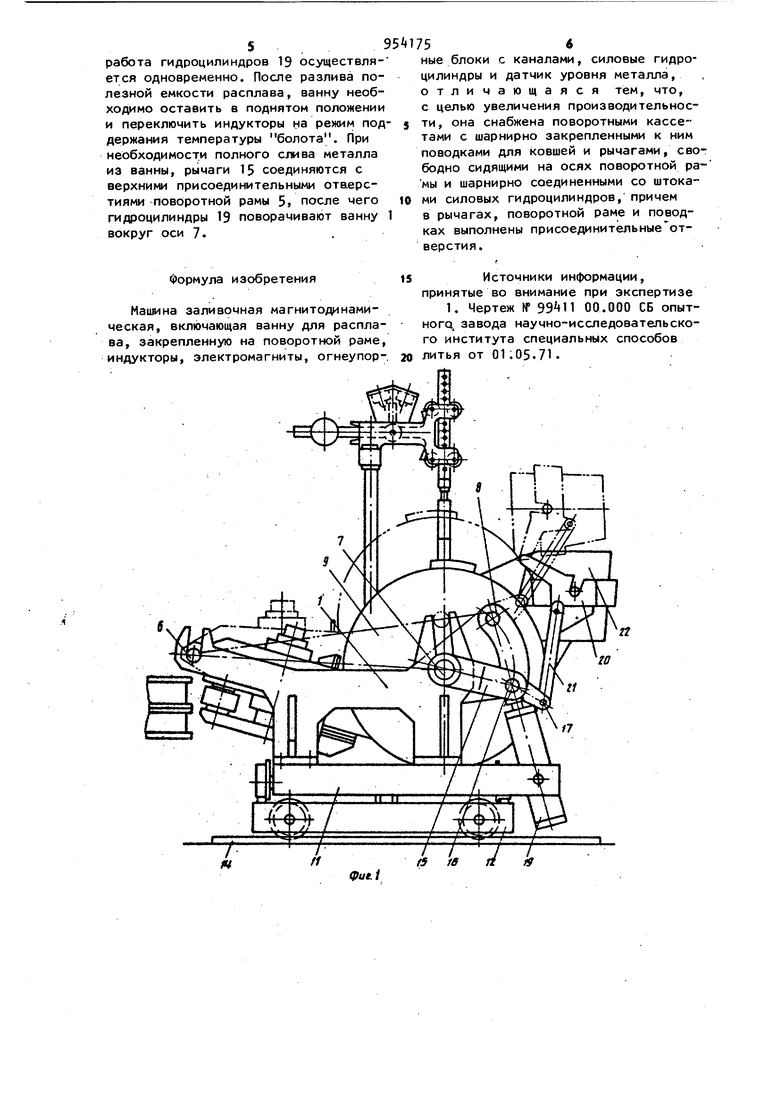
Указанная цель достигается тем, что машина заливочная магнитодинамическая, включающая ванну для расплава, закрепленную на поворотной раме, индукторы, электромагниты, огнеупорные блоки с каналами, силовые гидроцилиндры и датчик уровня металла, снабжена поворотными кассетами с шарнирно закрепленными к ним поводками для ковшей и рычагами, свободно сидящими на осях поворотной рамы и шарнирно соединенными со штоками силовых гидроцилиндров, причем в рычагах, поворотной раме и поводках вы полнены присоединительные отверстия. На фиг. 1 изображена машина заливочная, общий вид; на фиг. 2 - машина, в плане; на фиг. 3 разрез А-А на фиг. 2. Заливочная машина состоит из ванны 1, индукторов 2, электромагнитов 3,огнеупорных канальных блоков 4, по воротной рамы 5 с осями 6 и 7 с верх ними и нижними Присоединительными отверстиями 8, кронштейнов 9 и 10 с опорами для верхней подвижной рамы 1.1, нижней подвижной рамы 12, гидроцилиндров 13 передвижения рам 11 и 12, рельсового пути Н, рычагов 15 с присоединительными отверстиями 16 и 17 и соединительными пальцами 18, силовых гидроцилиндров 19, шарнирно закрепленных на верхней раме 11, поворотных кассет 20 с поводками 21, ковшей 22 для пополнения ванны 1 металлом, воронок 23, через которые металл поступает в ванну 1, от верстия 2А для датчика уровня металла в ванне 1, стопора 25, используемого в качестве поплавка для конт роля уровня металла в ванне 1, цевоч ной рейки 26, к которой закреплен стержень стопора 25, роликов 27 для направления рейки 2б,. закрепленных на кронштейне 28, рычага 29 с зубчатым сектором, взаимодействующим с рейкой 26, вала 30 рычага 29 флажка 31, закрепленного на валу 30, конечных выключателей 32, взаимодействующих с флажком 31, контргруза 33, час тично уравновешивающего поплавок 25 стойки З, в которую вставляется хвостовик кронштейна 28 и гидропривода 35 и желобов Зб. Работа машины осуществляется следующим образом. Перед началом работы ванна 1 долж на быть опущена в нижнее полох{ение, очищена от шлака и заполнена металлом до верхнего уровня, контролируемого датчиком. Рычаги 15 должны быт разъединены с поворотной рамой 5 и соединены с поводками 21 поворотных кассет 20, в одну из которых должен быть установлен ковш с металлом 22. Перемещаемые на позиции заливки формы подают команды на включение электромагнитов 3, после чего, за счет взаимодействия поля электромагнитов и тока в металле в месте пере954 сечения кольцевых каналов с выходными клапанами огнеупорных блоков, возникает сила, поднимающая металл в выходных каналах и выдающая его по желобам 36 в литейные формы. После заполнения форм по сигналам датчиков заполнения форм Злектромагниты отключаются. При этом включение и отключение электромагнитов может осуществляться как одновременно, так и раздельно, и скорость заливки может регулироваться путем изменения напряжения в катушках электромагнита, В процессах заливки часть металла расходуется и уровень расплава в ванне, соответственно, понижается. Вместе с. ним опускается и датчик уровня 25, поворачивающий рычаг 29 с валом 30 и флажком 31, .взаимодействующим с правым (см. фиг. З) конечным выключателем 32, который дает команду гидроцилиндру 19 на поворот кассеты 20, в которой установлен ковш с металлом. Второй гидроцилиндр- 19, отключен от сети управления. После подъема уровня металла до верхнего предела и соответствующего подъема поплавка 25 от второго конечного выключателя поступает команда на прекращение поворота кассеты цилиндром 19 до подачи новой команды на возобновление пополнение ванны металлом. После поворота кассеты в крайнее верхнее положение гидроцилиндр автоматически опускает ее -в нижнее положение до упора на кронштейн ванны, одновременно производится отключение этого гидроцилиндра, подключение второго гидроцилиндра 19 к сети управления. Таким образом осуществляется непрерывная работа заливочной машины при неподвижном положении ванны с поочередным пополнением ее металлом из двух ковшей. Перед окончанием смены, полезный объем металла ванны нужно разлить, оставив в ней так называемое болото. .Для этой цели поводки 21 кассет 20 отъединяются от рычагов 15, а пальцы 18 вводятся в нижние присоединительные отверстия 8 поворотной рамы 5. Оба гидроцилиндра 19 подключаются к сети управления и поддержания уровня металла в ванне осуществляется за счет поворота рамы 5 с ванной 1 вокруг оси 6. При этом датчик уровня металла действует аналогично описанному выше принципу, а 5 . работа гидроцилиндров 19 осуществляется одновременно. После разлива полезной емкости расплава, ванну необходимо оставить в поднятом положении и переключить индукторы на режим под держания температуры болота. При необходимости полного слива металла из ванны, рычаги 15 соединяются с верхними присоединительными отверстиями поворотной рамы 5i после чего гидроцилиндры 19 поворачивают ванну вокруг оси 7.. Формула изобретения Маимна заливочная магнитодинамическая, включающая ванну для расплава, закрепленную на поворотной раме. индукторы, электромагниты, огнеупор56ные блоки с каналами, силовые гидроцилиндры и датчик уровня металла, отличающаяся тем, что, с целью увеличения производительности , она снабжена поворотными кассетами с шарнирно закрепленными к ним поводками для ковшей и рычагами, свободно сидящими на осях поворотной рамы и шарнирно соединенными со штоками силовых гидроцилиндров, причем в рычагах, поворотной раме и поводках выполнены присоединительныеотверстия. Источники информации, принятые во внимание при экспертизе 1. Чертеж № 00.000 СБ опытного. завода научно-исследовательского института специальных способов литья от 01.05.71.
дг
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заливки литейных форм установленных на тележках пульсирующего конвейера | 1983 |
|
SU1131595A1 |
| МАШИНА ТРАНСПОРТИРОВКИ И ОПРОКИДЫВАНИЯ КОВШЕЙ | 2014 |
|
RU2587123C2 |
| Заливочная машина | 1990 |
|
SU1785802A1 |
| УСТАНОВКА ДЛЯ ЗАБОРА И ТРАНСПОРТИРОВАНИЯ ЖИДКОГО АЛЮМИНИЯ | 2001 |
|
RU2207406C2 |
| Двухпозиционная заливочная машина | 1976 |
|
SU725808A1 |
| ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК МЕТОДОМ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2025206C1 |
| Роторная линия для центробежного литья гильз | 1981 |
|
SU1012500A1 |
| Заливочное устройство центробежнолитейной машины | 1980 |
|
SU1012789A3 |
| Устройство для дозирования жидкого металла | 1975 |
|
SU554947A1 |
| ЗАЛИВОЧНАЯ МАШИНА | 1970 |
|
SU263087A1 |