сл
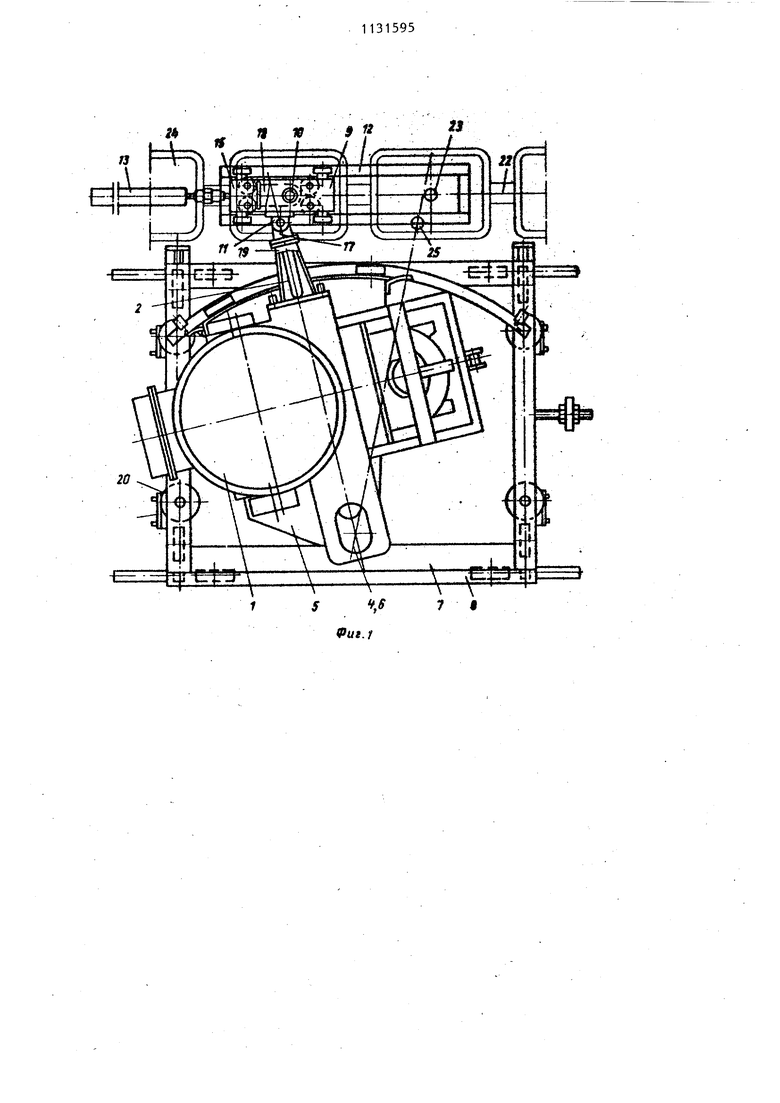
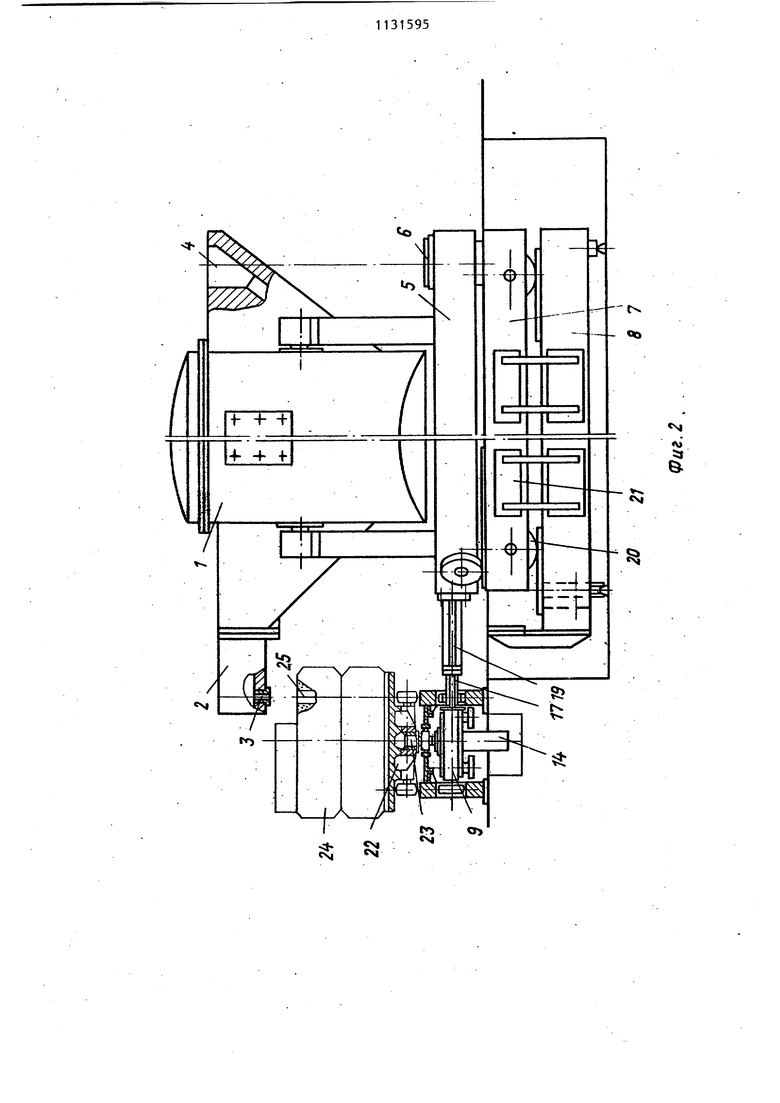
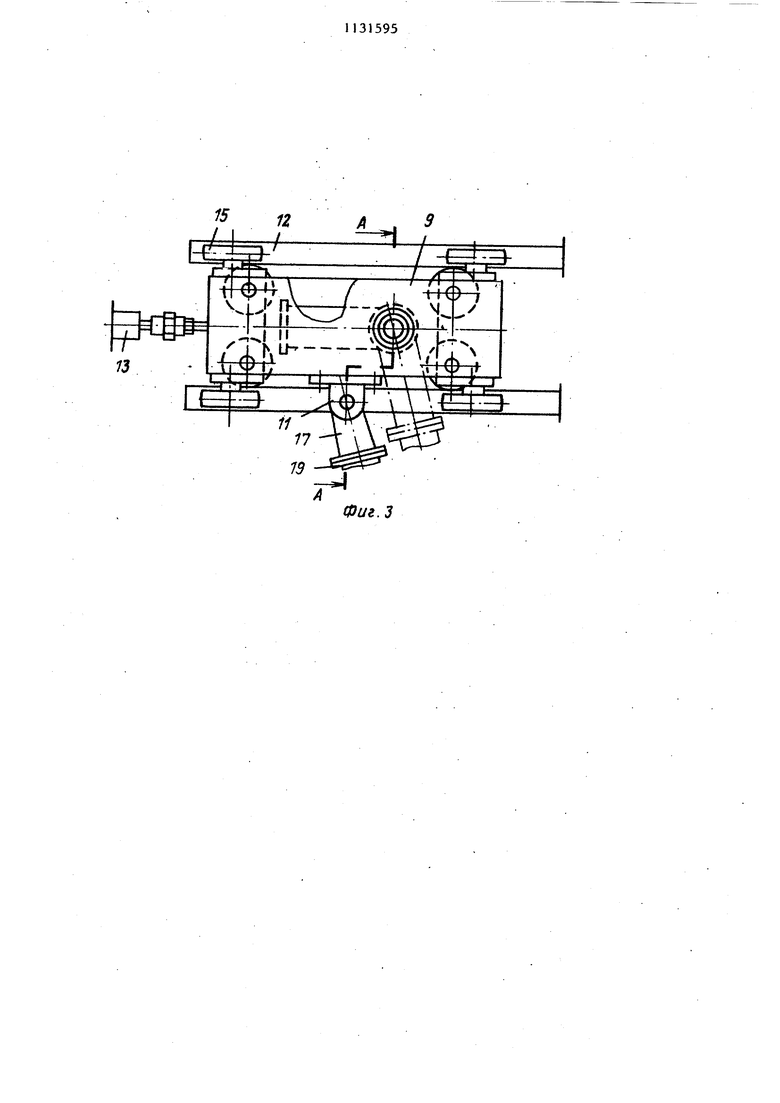
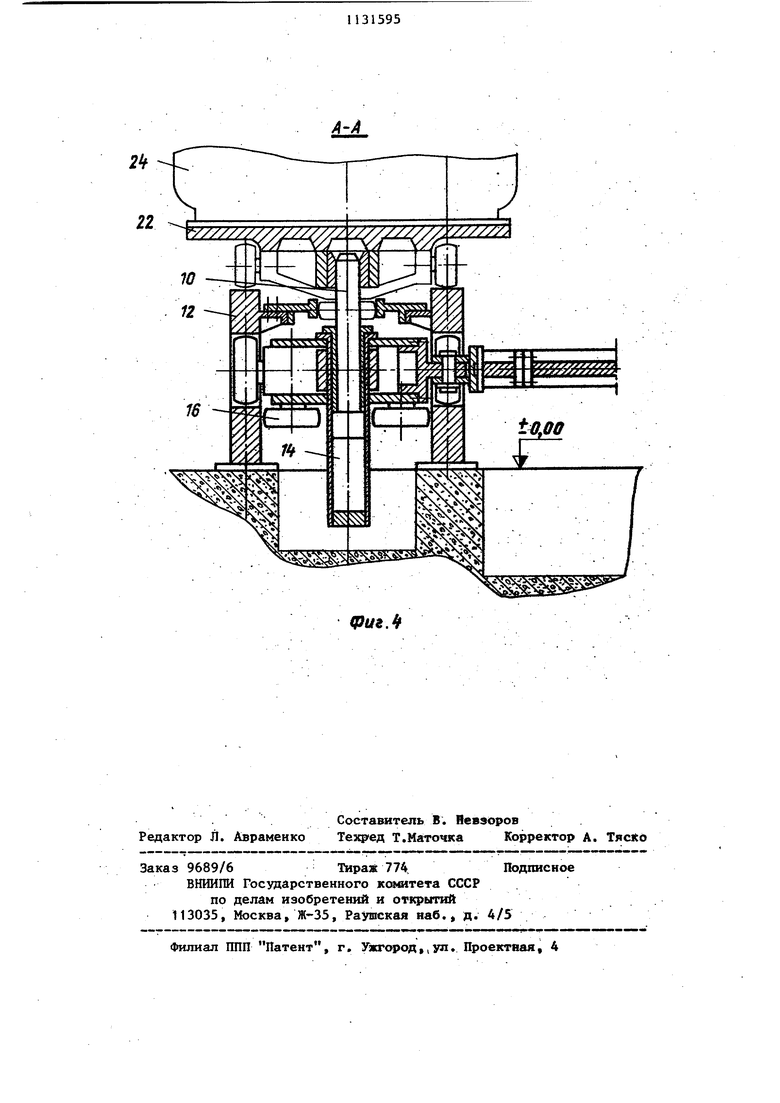
со сл 1 Изобретение относится к литейному производству, в частности к устройствам для заливки металла. Известно устройство для заливки форм на пульсирующих конвейерах состоящее из челночной тележки с дв мя поворотными кассета1|и для раздаточных ковшей и передвижной каретки с дозирующим поворотным ковшом, снабженным индуктором и механизмом поворота. Устройство работает следуюпрад образом. После наполнения дозирующе го ковша металлом из раздаточногоковша во время стоянки конвейера ег каретка сцепляется с тележкой конвейера и перемещается синхронно с формой. Далее ковш наклоняется, заливая металл в форму. После заливки металла каретка расцепляется с теле кой конвейера и с помощью своего привода возвращается в исходное положение. Заполнение дозирующего ковша производится поочередно из нескольких раздаточных ковшей. При этом челночная тележка после разлива каждого ковша пе1 мещается, устанавливая ковш с металлом против дозирующего ковша Л . Недостатком этого заливочного устройства является увеличение времени цикла заливки формы за счет дополнительного перелива металла из раздаточных ковшей в дозируннций, Наиболее близким к предлагаемому является устройство для заливки литейных форм на движущемся конвейере, включающее ванну со сливным носком, заливочньм отверстием и отверстием для пополнения металлом, установленную на поворотную раму, направляющую раму для перемещения ванны в перпендикулярном к оси конвейера направлении и привод поворот ной рамы . Недостатками этого устройства яв ляются отсутствие соосности заливоч ных отвер ртий ковша и формы, невозможность эагтвки металлоемких форм при высокой производительности. Цель изобретения - повышение про из9одительн(сти устройства путем обеспечения запивки форм как во вре мя остановок, так и во время движения конвейера. Поставленная цель достигается тем, что устройство для заливки литейных форм, установленных на тележ 952 ках пульсирующего конвейера, включающее ванну со сливным носком, заливочным отверстием и отверстием для пополнения ее металлом, установленную на поворотную раму, направляющую раму для перемещения ванны в перпендикулярном к оси конвейера направлении и привод поворотной рамы, снабжено кареткой с приводом,установленной на направляющих под конвейером, установленньм на каретке стержнем с приводом его возвратно-поступательного перемещения и водилом, один конец которого жестко соединен с поворотной рамой, а другой - шарнирно с кареткой, причем ось шарнира расположена соосно с осью заливочного отверстия. На фиг. 1 показано заливочное устройство, вид в плане; на фиг, 2 то же, вид сбоку; на фиг. 3 - каретка привода поворотной рамы; на фиг. 4 - разрез А-А на фиг. 3. Устройство для залицки форм, установленных на тележках пульсирующего конвейера, состоит из обогреваемой ванны 1 со съемным носком 2, заливочным отверстием 3 и отверстием для пополнения ванны металлом 4, установленной на поворотной раме 5, оси поворота этой рамы 6, шарнирно Закрепленной в направлйющей раме 7, с которой перемещается поворотная рама в перпендикулярном к оси конвейера йаправлении, опорной рамы 8, по которой перемещается направляющая рама, каретки привода поворотнбй рамь 9, вьвдвижного стержня каретки 10, взаимодействующего с калиброванными отверстиями цепи конвейера, передвижного кронштейна каретки 11, направляющих каретку 12,гидроцилиндра привода каретки 13,гидрощшиндра выдвижного стержня каретки 14, роликов каретки 15 и 16, составных частей водила 17, 18 и 19, роликов направляющей и опорной рам 20 и направляющих 21. Устройство размещено возле пульсирующего конвейера 22, тяговая цепь которого имеет калиброванные отверстия 23; а формы 24 заливочные отверстия 25. Устройство работает следующим образом. Опорная рама 8 устанавливается в положение, при котором ее ось, перпендикулярная к оси конвейера
3
и проходящая через центр оси 6 поворота, рамы 5, делит расстояние между центрами смежных заливочных отверстий форм пополам. В этом положении каретка 9 соединяется водилом состоящим из двух частей 17 и 19, с поворотной рамой 5. При этом в случаях, когда оси заливочных отверстий форм 25 не соосны осям калиброванных отверстий 23 тяговой цепи конвейера, необходимо обеспечить соосность шарнира переставного кронштейна 11 с заливочным отверс- тием -25 формьц Поскольку у конвейерных пульсирующих линий смещение заливочных отверстий форм от продольной оси формы всегда одинаково, для обеспечения соосности аарнира кронштейна 11с заливочным отверстием 25 формы, его необходимо передвинуть только относительно поперечной оси формы.
После этого поворотную раму 5 поворачивают в положение, при котором части водила 17 и 19 соединяются друг с другом болтами.
В случае, когда оси заливочных отверстий форм соосны осям калиброванных отверстий 23 тяговой цепи конвейера, необходимо перемещение Направляющей рамы 7 в перпендикулярном к оси конвейе1 а направлении. После перемещения конвейера на один шаг стержень 10.вводится цилиндром 14 в отверстие 23 тяговой цепи конвейера. Одновременно начинается заливка металла в форму. Через определенное время подаются
954
одновременные команды цилиндрам привода конвейера и цилиндру привода каретки 13 на совместное их перемещение. Производится синхронное перемещение каретки 9 с конвейером 22, поворачивающей раму 5 с ван-г ной 1.
При этом с помощью стержня 10 обеспечивается строгая соосность заливочных отверстий ванны и формы. После совместного перемещения на один шаг конвейер с кареткой 9 останавливаются , стержень 10 выводится из отверстия 23 тяговой цепи,
а заливка продолжается до заполнения формы. После этого цилиндр перемещает каретку 9 с рамой 5 и ванной 1 в исходное положение. Одновременно с пульта управления заливочного
устройства дается команда на перемещение конвейера еще на один шаг. На этом цикл работы устройства заканчивается .
Учитывая, что при заливке форм
на двух стоянках и во время их перемещения время заливки форм больше времени цикла линии, но меньше времени двух ее циклов (для обеспечения цикловой производительности
линии)f требуется два заливочных устройства.
Устройство обеспечивает заливку средних и крупных доз металла на двух стоянках и во время движения форм, а также возможность пополнения ванны металлом, без прекращения разливки.
«М
л 51
Q.
фиг Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для заливки форм на конвейере | 1990 |
|
SU1785801A1 |
| Устройство для синхронной заливки форм на литейных конвейерах | 1982 |
|
SU1071362A1 |
| УСТАНОВКА ДЛЯ ЗАЛИВКИ МЕТАЛЛА В ЛИТЕЙНЫЕ ФОРМЫ | 1989 |
|
RU2033895C1 |
| Устройство для заливки жидкого металла | 1975 |
|
SU546432A1 |
| Устройство для заливки литейных форм на конвейере | 1960 |
|
SU138007A1 |
| Устройство для полуавтоматической заливки форм металлом | 1958 |
|
SU115731A1 |
| Автоматический заливочный конвейер | 1940 |
|
SU76574A1 |
| Устройство для заливки форм на конвейерных линиях | 1985 |
|
SU1397171A1 |
| Машина заливочная магнитодинамическая | 1981 |
|
SU954175A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1986 |
|
SU1438090A1 |
УСТРОЙСТВО ДЛЯ ЗАЛИВКИ ЛИТЕЙНЬК ФОРМ, УСТАНОВЛЕННЫХ НА ТЕЛЕЖКАХ ПУЛЬСИРУЮЩЕГО КОНВЕЙЕРА, . включающее ванну со сливным носком, заливочным отверстием и отверстием для пополнения ее металлом, установленную на поворотную раму, направляющую раму для перемещения ванны в перпендикулярном к осиконвейера направлении и привод поворотной рамы, отличающееся тем, что, с целью повышения производительности путем обеспечения заливки форм как во время остановок, так и во время движения конвейера, оно снабжено кареткой с приводом, установленной в направляющих под конвейером, установленньм на каретке стержнем с приводом его возвратнопоступательного перемещения и &одилом, один конец которого жестко соеS динен с поворотной рамой, а другой шарнирнос кареткой, причем ось щарнира расположена соосно с осью заливочного отверстия.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Foundry Trade Journal | |||
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для заливки жидкого металла | 1975 |
|
SU546432A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| , | |||
