Изобретение относится к литейному производству, конкретно к конструкциям машин, предназначенным для заливки расплава в литейную форму.
Известна заливочная машина которая выполнена двухпозиционной. содержит станину, колонну, поворотную траверсу с кассетами для ковшей, привод поворота траверсы с позиции наполнения ковшей расплавом на позицию заливки форм, а также механизм наклона кассет на позиции заливки форм. Известное устройство обеспечивает возможность одновременной заливки расплава в литейную форму и смену ковшей на позициях.
Недостаток известного устройства состоит в том, что оно не может быть использовано для наполнения ковшей расплавом непосредственно из миксера, установленного возле заливочной машины. Это связано с тем, что перед наполнением ковша расплавом из миксера необходимо слить остатки расплава из ковша и обслужить его. Выполнение указанных операций в известном устройстве невозможно, поскольку позиция смены ковшей не оборудована
механизмом наклона кассет. Кроме того, расположение рабочего при обслуживании ковша между миксером и ковшом приводит к нарушению требований безопасности к обслуживанию ковшей на заливочной ма- -шине.
Известное устройство не приспособлено для останова траверсы в промежуточном положении, т. е. между позициями, и не оборудовано механизмом наклона кассет для обслуживания ковшей при останове траверсы в промежуточном положении.
Наиболее близкой по технической сущности является двухпозиционная машина, содержащая траверсу с двумя кассетами, в которые грузоподъемным устройством устанавливаются наполненные расплавом ковши. Кроме того, ковши могут постоянно находиться в кассетах, если наполнение их расплавом производится из миксера, установленного возле заливочной машины. Известное устройство содержит позицию заливки форм и позицию смены ковшей (наполнения ковшей расплавом), механизм кассет и привод поворота колонны с траверсой, осуществляющий поворот траверсы с
Ё
VI
00
ел со о
ю
ковшами на 180° поочередно по часовой и против часовой стрелки, устанавливая каждый ковш на позицию заливки форм либо на позицию наполнения ковшей расплавом, где производится слив расплава из ковша в емкость, например изложницу.
Известное устройство предусматривает заливку расплава в литейную форму на одной позиции при одновременном наполнении ковша расплавом на другой позиции.
Недостаток известного устройства состоит в том, что при использовании его в варианте наполнения ковшей расплавом непосредственно из миксера отсутствуют условия, отвечающие требованиям безопас- ности к обслуживанию ковшей на заливочной машине. Это связано с тем, что рабочий вынужден производить осмотр ковша, чистку стенок от шлака и восстановление, при необходимости, футеровки носка ковша, на- ходясь в пространстве, ограниченном на- гретым ковшом и миксером с жидким расплавом.
При использовании известного устройства невозможно обслуживать ковши вне позиции наполнения ковшей расплавом из- за того, что привод поворота колонны с траверсой не обеспечивает фиксированных промежуточных положений траверсы.
Целью изобретения является улучше- ние условий труда и повышение надежности в работе заливочной машины.
Указанная цель достигается тем, что известная заливочная машина, содержащая станину, колонну с траверсой и кассетами для ковшей, привод поворота колонны с траверсой с позиции наполнения ковшей расплавом на позицию заливки форм, механизм наклона кассет на позиции заливки форм, снабжена позицией обслуживания ков- шей, размещенной между упомянутыми выше позициями, дополнительным механизмом наклона кассет, размещенным на позиции обслуживания ковшей, обоймой с четырьмя радиальными отверстиями, закрепленной на траверсе, поводком, закрепленным на колонне, и механизмом периодического зацепления поводка с обоймой, выполненным в виде зацепа и фиксатора, размещенных соосно с возможностью взаимодействия с отверстия- ми обоймы и соединенных между собой посредством двуплечих рычагов и тяги, цилиндра, шток которого соединен с фиксатором, и Г-образного двуплечего рычага,связанного одним концом с фиксатором, а другим - имеющим возможность взаимодействия с зацепом.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемая заливочная машина отличается
тем, что снабжена позицией обслуживания ковшей, размещенной между позицией наполнения ковшей расплавом и позицией заливки форм, дополнительным механизмом наклона кассет, размещенным на позиции обслуживания ковшей и используемым для слива остатков расплава из ковшей, их осмотра и обслуживания. Как следствие, появляется возможность наполнять ковши расплавом непосредственно из миксера, установленного возле заливочной машины. При этом привод поворота колонны с траверсой выполнен с возможностью поворота траверсы с ковшами на 90°, останова и точной фиксации их на позициях за счет того, что заливочная машина снабжена обоймой с четырьмя радиальными отверстиями, закрепленной на траверсе, поводком, укрепленным на колонне, и механизмом периодического зацепления поводка с обоймой, выполненным в виде зацепа и фиксатора, размещенных соосно с возможностью взаимодействия с отверстиями обоймы. Синхронность ввода и вывода зацепа и фиксатора из отверстий обоймы обеспечивается тем, что зацеп и фиксатор соединены между собой посредством двуплечих рычагов и тяги, цилиндра, шток которого соединен с фиксатором, и Г-образного двуплечего рычага, связанного одним концом с фиксатором, а другим - имеющим возможность взаимодействия с зацепом.
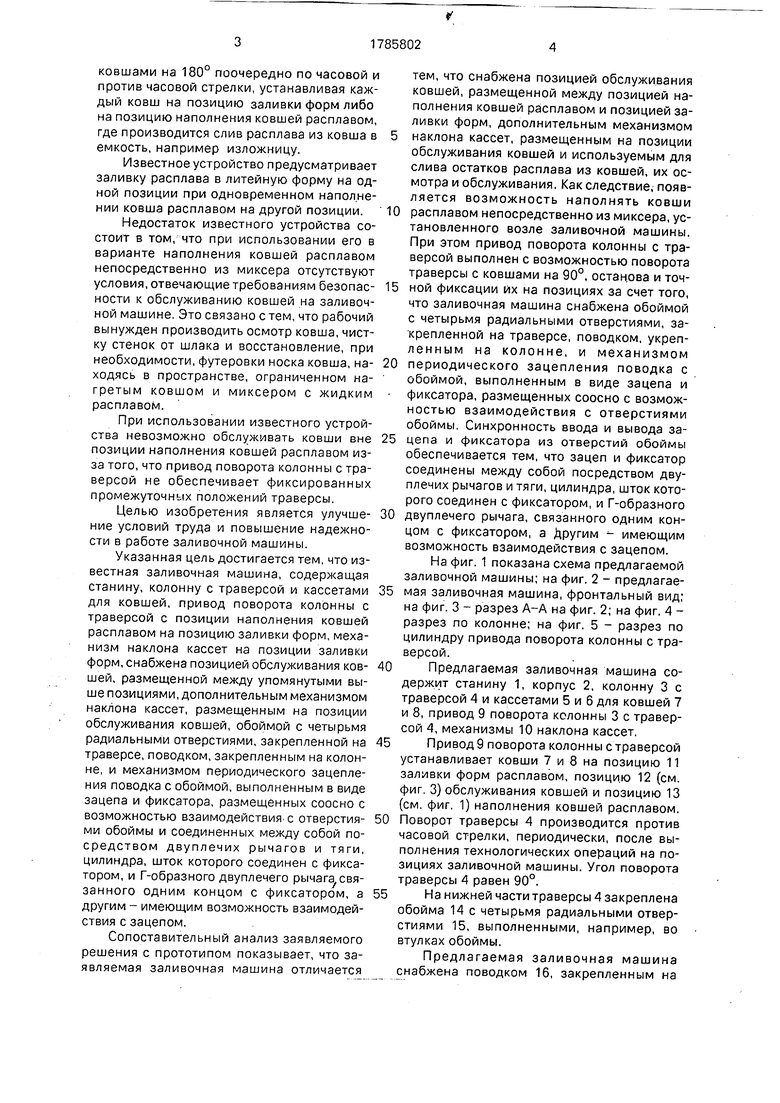
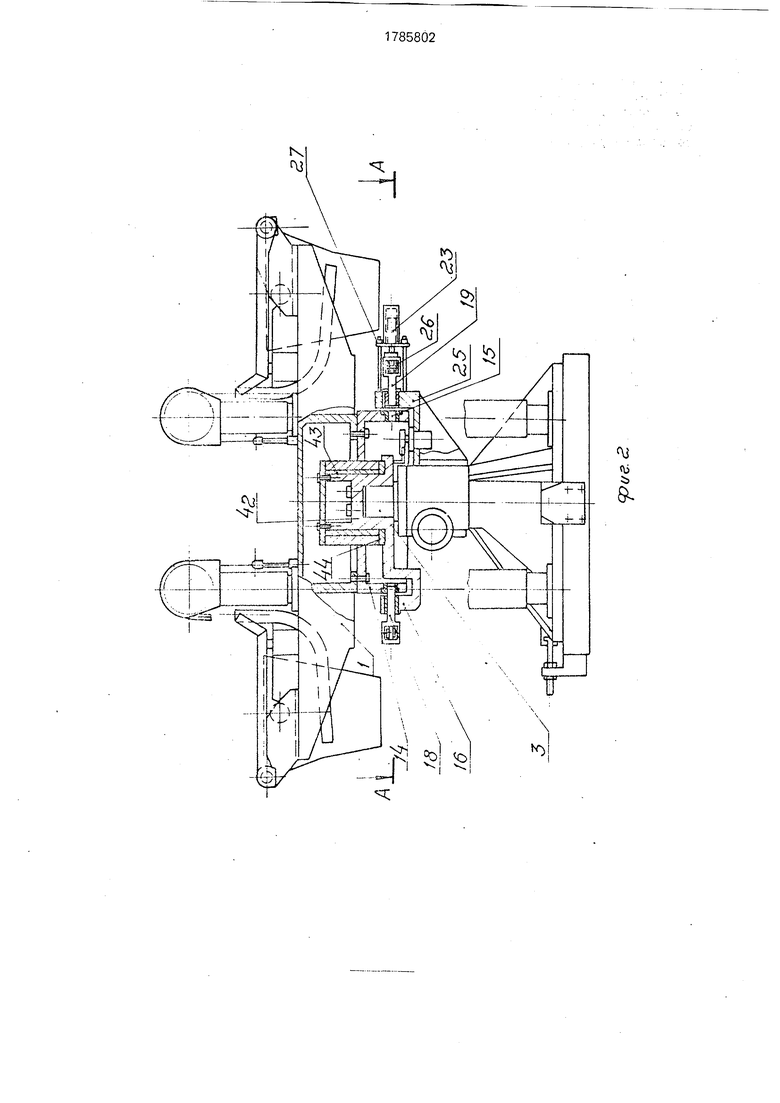
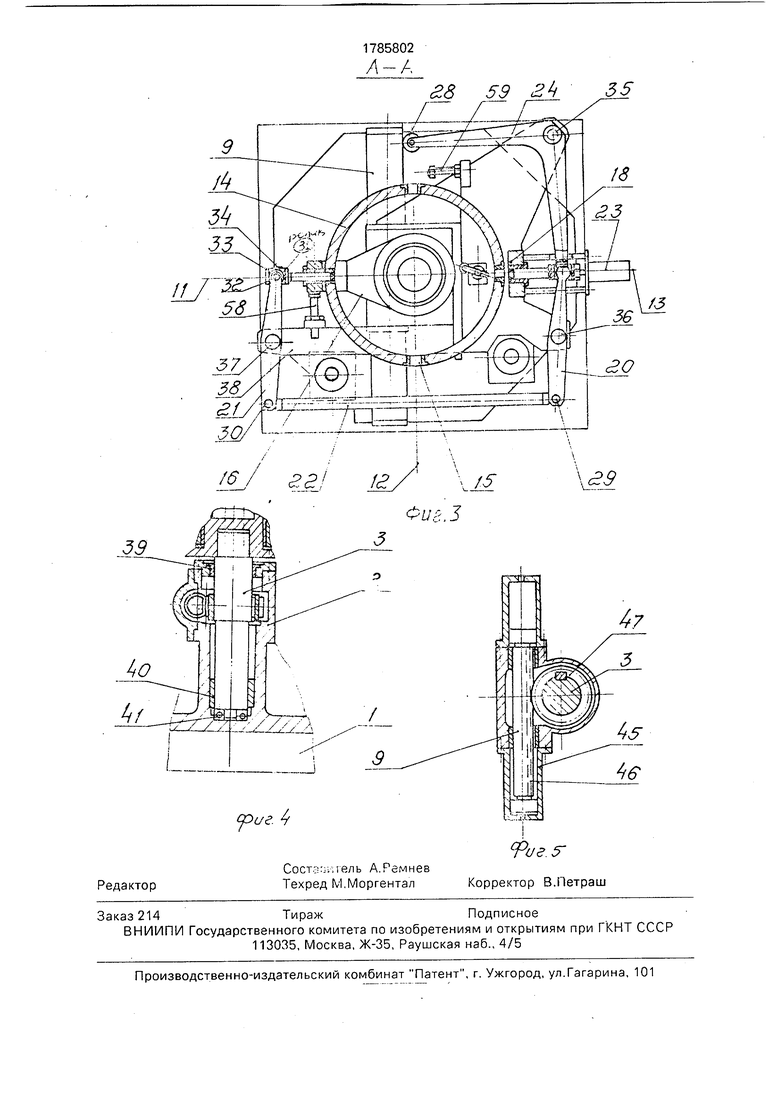
На фиг. 1 показана схема предлагаемой заливочной машины; на фиг. 2 - предлагаемая заливочная машина, фронтальный вид; на фиг. 3 - разрез А-А на фиг. 2; на фиг, 4 - разрез по колонне; на фиг. 5 - разрез по цилиндру привода поворота колонны с траверсой.
Предлагаемая заливочная машина содержит станину 1, корпус 2, колонну 3 с траверсой 4 и кассетами 5 и 6 для ковшей 7 и 8, привод 9 поворота колонны 3 с траверсой 4, механизмы 10 наклона кассет.
Привод 9 поворота колонны с траверсой устанавливает ковши 7 и 8 на позицию 11 заливки форм расплавом, позицию 12 (см. фиг. 3) обслуживания ковшей и позицию 13 (см. фиг. 1) наполнения ковшей расплавом, Поворот траверсы 4 производится против часовой стрелки, периодически, после выполнения технологических операций на позициях заливочной машины. Угол поворота траверсы 4 равен 90°.
На нижней частитраверсы 4 закреплена обойма 14 с четырьмя радиальными отверстиями 15, выполненными, например, во втулках обоймы.
Предлагаемая заливочная машина снабжена поводком 16, закрепленным на
колонне 3, и механизмом 17 периодического зацепления поводка 16 с обоймой 14, служащим для соединения поводка 16с обоймой 14 и освобождения обоймы 14 от фиксации перед рабочим ходом поводка 16, отсоединения поводка 16 от об.оймы 14 и фиксации обоймы 14 перед холостым ходом поводка 16.
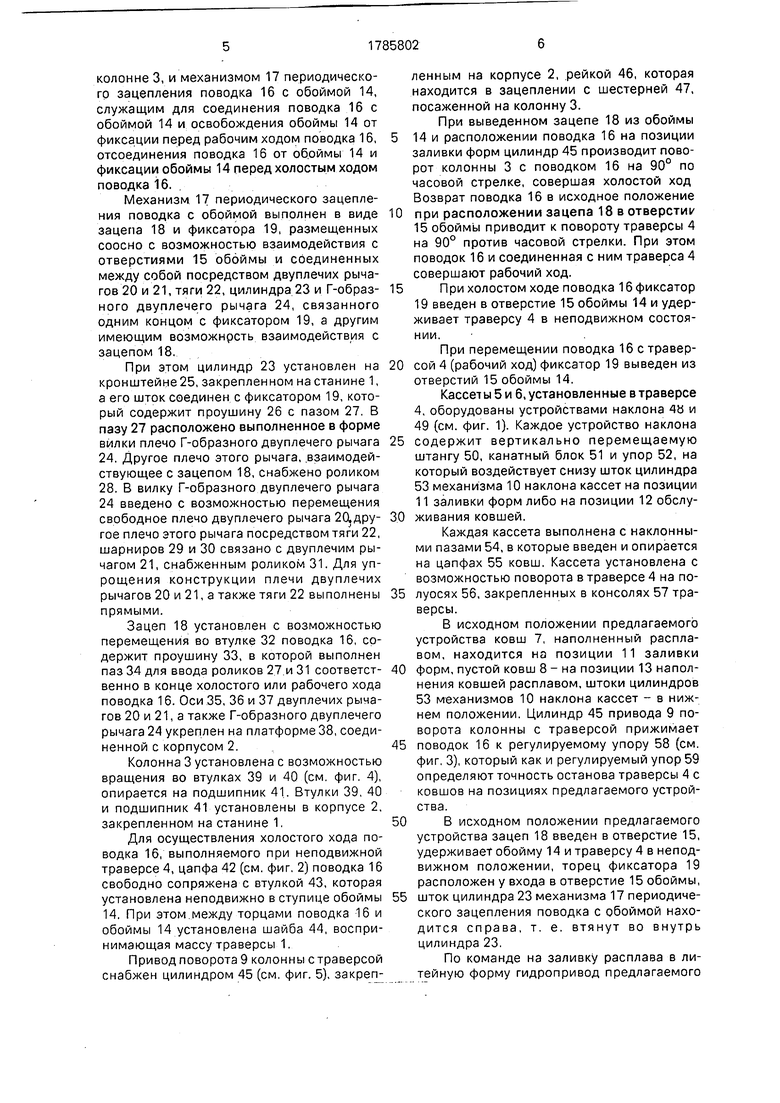
Механизм 17 периодического зацепления поводка с обоймой выполнен в виде зацепа 18 и фиксатора 19, размещенных соосно с возможностью взаимодействия с отверстиями 15 обоймы и соединенных между собой посредством двуплечих рычагов 20 и 21, тяги 22, цилиндра 23 и Г-образ- ного двуплечего рычага 24, связанного одним концом с фиксатором 19, а другим имеющим возможнрсть взаимодействия с зацепом 18.
При этом цилиндр 23 установлен на кронштейне 25, закрепленном на станине 1, а его шток соединен с фиксатором 19, который содержит проушину 26 с пазом 27. В пазу 27 расположено выполненное в форме вилки плечо Г-образного двуплечего рычага 24. Другое плечо этого рычага, .взаимодействующее с зацепом 18, снабжено роликом 28. В вилку Г-образного двуплечего рычага 24 введено с возможностью перемещения свободное плечо двуплечего рычага 20,дру- гое плечо этого рычага посредством тяги 22, шарниров 29 и 30 связано с двуплечим рычагом 21, снабженным роликом 31. Для упрощения конструкции плечи двуплечих рычагов 20 и 21, а также тяги 22 выполнены прямыми.
Зацеп 18 установлен с возможностью перемещения во втулке 32 поводка 16, содержит проушину 33, в которой выполнен паз 34 для ввода роликов 27.и 31 соответст- венно в конце холостого или рабочего хода поводка 16. Оси 35, 36 и 37 двуплечих рычагов 20 и 21, а также Г-образного двуплечего рычага 24 укреплен на платформе 38, соединенной с корпусом 2.
Колонна 3 установлена с возможностью вращения во втулках 39 и 40 (см. фиг. 4), опирается на подшипник 41. Втулки 39, 40 и подшипник 41 установлены в корпусе 2, закрепленном на станине 1.
Для осуществления холостого хода поводка Тб.выполняемого при неподвижной траверсе 4, цапфа 42 (см. фиг. 2) поводка 16 свободно сопряжена с втулкой 43, которая установлена неподвижно в ступице обоймы 14. При этом.между торцами поводка 16 и обоймы 14 установлена шайба 44, воспринимающая массу траверсы 1.
Привод поворота 9 колонны с траверсой снабжен цилиндром 45 (см. фиг. 5), закрепленным на корпусе 2, рейкой 46, которая находится в зацеплении с шестерней 47, посаженной на колонну 3.
При выведенном зацепе 18 из обоймы
14 и расположении поводка 16 на позиции заливки форм цилиндр 45 производит поворот колонны 3 с поводком 16 на 90° по часовой стрелке, совершая холостой ход Возврат поводка 16 в исходное положение при расположении зацепа 18 в отверстие
15 обоймы приводит к повороту траверсы 4 на 90° против часовой стрелки. При этом поводок 16 и соединенная с ним траверса 4 совершают рабочий ход.
При холостом ходе поводка 16 фиксатор 19 введен в отверстие 15 обоймы 14 и удерживает траверсу 4 в неподвижном состоянии.
При перемещении поводка 16 с траверсой 4 (рабочий ход) фиксатор 19 выведен из отверстий 15 обоймы 14.
Кассеты 5 и 6, установленные в траверсе 4, оборудованы устройствами наклона 4В и 49 (см. фиг. 1). Каждое устройство наклона содержит вертикально перемещаемую штангу 50, канатный блок 51 и упор 52, на который воздействует снизу шток цилиндра 53 механизма 10 наклона кассет на позиции 11 заливки форм либо на позиции 12 обслуживания ковшей.
Каждая кассета выполнена с наклонными пазами 54, в которые введен и опирается на цапфах 55 ковш. Кассета установлена с возможностью поворота в траверсе 4 на полуосях 56, закрепленных в консолях 57 траверсы.
В исходном положении предлагаемого устройства ковш 7, наполненный расплавом, находится на позиции 11 заливки форм, пустой ковш 8 - на позиции 13 наполнения ковшей расплавом, штоки цилиндров 53 механизмов 10 наклона кассет - в нижнем положении. Цилиндр 45 привода 9 поворота колонны с траверсой прижимает поводок 16 к регулируемому упору 58 (см. фиг. 3), который как и регулируемый упор 59 определяют точность останова траверсы 4 с ковшов на позициях предлагаемого устройства.
В исходном положении предлагаемого устройства зацеп 18 введен в отверстие 15, удерживает обойму 14 и траверсу 4 в неподвижном положении, торец фиксатора 19 расположен у входа в отверстие 15 обоймы, шток цилиндра 23 механизма 17 периодического зацепления поводка с обоймой находится справа, т. е. втянут во внутрь цилиндра 23.
По команде на заливку расплава в литейную форму гидропривод предлагаемого
устройства (не показан) подает рабочую жидкость в поршневую полость цилиндра 23. Фиксатор 19 вводится в обойму 14, освобождая поводок 16 для выполнения холо- стого хода. Затем рабочая жидкость подается гидроприводом в поршневую полость цилиндра 53 механизма 10 наклона кассет, установленного на позиции 11 заливки форм. Шток этого цилиндра движением вверх поднимает через упор 52 и штангу 50 канатный блок 51. В результате кассета 5 с ковшом 7 поворачивается на полуосях 56 траверсы, происходит заливка расплава в литейную форму. Одновременно выполняются следующие операции;
наполняется расплавом порожний ковш 8 из миксера, установленного возле позиции 13 наполнения ковшей расплавом;
поворачивается на 90 по часовой стрелке поводок 16 после переключения подачи рабочей жидкости в другую полость цилиндра 23 механизма 17 периодического зацепления поводка с обоймой.
В конце движения по часовой стрелке поводок 16 доходит до регулируемого упора 59. При этом зацеп 18 пазом 34 охватывает ролик 28 Г-образного двуплечего рычага 24.
По окончании процесса заливки расплава в литейную форму гидропривод подает рабочую жидкость в штоковую полость цилиндра 53 механизма 10 наклона кассет. Кассета 5 с ковшом 7 под действием собственного веса опускается и занимает нижнее положение. Затем рабочая жидкость подается в штоковую полость цилиндра 23 механизма 17 периодического зацепления поводка с обоймой, поворачивается Г-об- разный двуплечий рычаг 24. Ролик 28 этого рычага нажимает зацеп 18, вводя его в обойму 14. Одновременно фиксатор 19 выводится из обоймы 14. Механизм 17 периодического зацепления поводка с обоймой поворачивает поводок 16 и траверсу 4 с ковшами на 90° против часовой стрелки, совершая рабочий ход, Затем зацеп 18 выводится из отверстия 15 обоймы, фиксатор 19 вводится в следующее отверстие 15 обоймы. В результате ковш 7, ранее находившийся на позиции 11 заливки форм, устанавливается поворотом траверсы 4 на позицию 12 обслуживания ковшей. Подачей давления в поршневую полость цилиндра 53 механизма 10 наклона кассет, установленного на позиции 12 обслуживания ковшей, производится наклон кассет 5 с ковшом 7 и слив остатков расплава из него в специальную емкость (не показана). Рабочий осматривает и обслуживает ковш 7. После этого подачей рабочей жидкости в штоковую полость цилиндра 53 механизма 10 наклона
кассет шток опускается, одновременно ковш 7 и кассета 5 под действием собственного веса поворачиваются вокруг полуосей 56, возвращаясь в исходное положение. Затем вновь производится поворот траверсы 4 на 90°. Как следствие, пустой ковш 7 устанавливается траверсой 4 у миксера, а ковш 8, наполненный расплавом, занимает место на позиции 11 заливки формы.
Цикл работы предлагаемой заливочной машины повторяется.
В предлагаемом устройстве вращение траверсы с ковшами производится против часовой стрелки, Для осуществления вращения траверсы по часовой стрелке, необходимость в чем возникает при перенесении места обслуживания ковшей на другую сторону заливочной машины, меняются местами подвода рабочей жидкости
к полостям цилиндра привода колонны с траверсой, Одновременно переносится на другую позицию механизм наклона кассет. Преимущество предлагаемого устройства в сравнении с известным, выбранным
в качестве прототипа, состоит в том, что она улучшает условия труда при обслуживании ковшей. Это достигается благодаря перенесению места обслуживания ковшей. Это достигается благодаря перенесению места
обслуживания ковшей на специально оборудованную позицию, удаленную от миксера с расплавом.
Кроме того, применено в предлагаемом устройстве механизма периодического зацепления поводка с обоймой, снабженного фиксатором, повышает точность останова ковшей на позиции заливки форм, что создает стабильные условия заполнения литейных форм расплавом, а.также надежную
фиксацию траверсы в неподвижном положении для обслуживания ковшей рабочим.
Формула изобретения Заливочная машина, содержащая станину, колонну с траверсой и кассетами для ковшей, привод поворота колонны с траверсой с позиции наполнения ковшей расплавом на позицию заливки форм, механизм наклона кассет на позиции заливки форм,
отличающаяся тем, что, с целью улучшения условий труда и повышения надежности работы, она снабжена позицией обслуживания ковшей, размещенной между упомянутыми выше позициями, дополнительным механизмом наклона кассет, размещенным на позиции обслуживания ковшей, обоймой с четырьмя радиальными отверстиями, закрепленной на траверсе, поводком, закрепленным на колонне, и механизмом периодического зацепления поводка с обоймой, выполненным в виде заце- дра, шток которого соединен с фиксатором па и.фиксатора, размещенных соосно с воз- и Г-образного двуплечего рычага, связанноКЛГ М/ lf ПО 11||1ЬЛГ%П/ 1| л/Ч-т| л л. л.л... -.-.
можностью взаимодействия с отверстиями обоймы и соединенных между собой посредством двуплечих рычагов и тяги, цилин- 5 цепом.
го одним концом с фиксатором, а другим, имеющим возможность воздействия, - с задра, шток которого соединен с фиксатором и Г-образного двуплечего рычага, связанноцепом.
го одним концом с фиксатором, а другим, имеющим возможность воздействия, - с заРедактор
Состав.гель А.Ремнев Техред М.Моргентал
Фи г. 5Корректор В.Петраш
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухпозиционная заливочная машина | 1976 |
|
SU725808A1 |
| Машина для центробежной заливки роторов электродвигателей с вертикальной осью вращения | 1980 |
|
SU919807A1 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
| УСТАНОВКА ДЛЯ ЗАБОРА И ТРАНСПОРТИРОВАНИЯ ЖИДКОГО АЛЮМИНИЯ | 2001 |
|
RU2207406C2 |
| Машина заливочная магнитодинамическая | 1981 |
|
SU954175A1 |
| Заливочный ковш | 1986 |
|
SU1405961A1 |
| УСТАНОВКА ДЛЯ ЗАЛИВКИ МЕТАЛЛА В ЛИТЕЙНЫЕ ФОРМЫ | 1989 |
|
RU2033895C1 |
| Заливочно-дозирующее устройство | 1982 |
|
SU1074655A1 |
| ЛИНИЯ ШТАМПОВКИ ИЗДЕЛИЙ ИЗ ЦИЛИНДРИЧЕСКИХ РЕОЗАГОТОВОК | 2011 |
|
RU2481171C1 |
| Заливочно-дозирующее устройство для жидкой штамповки | 1986 |
|
SU1404173A1 |

Использование: в литейном производстве для заливки расплава в литейную форму. Сущность изобретения: заливочная машина выполнена с позицией обслуживания ковшей, оборудованной механизмом наклона кассет, а также механизмом периодического зацепления поводка с обоймой, обеспечивающим надежную фиксацию траверсы с ковшами на этой позиции и точный останов ковшей на позиции заливки форм. 5 ил.
| ЗАЛИВОЧНАЯ МАШИНА | 0 |
|
SU236725A1 |
| Двухпозиционная заливочная машина | 1976 |
|
SU725808A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
