Предлагаемое приспособление предназначается для очищения в нем расплавленного металла при отливке в формы, с целью получения плотной (без пор и раковин) отливки. Приспособление представляет устанавливаемую над литником воронку с одним или несколькими клапанами.
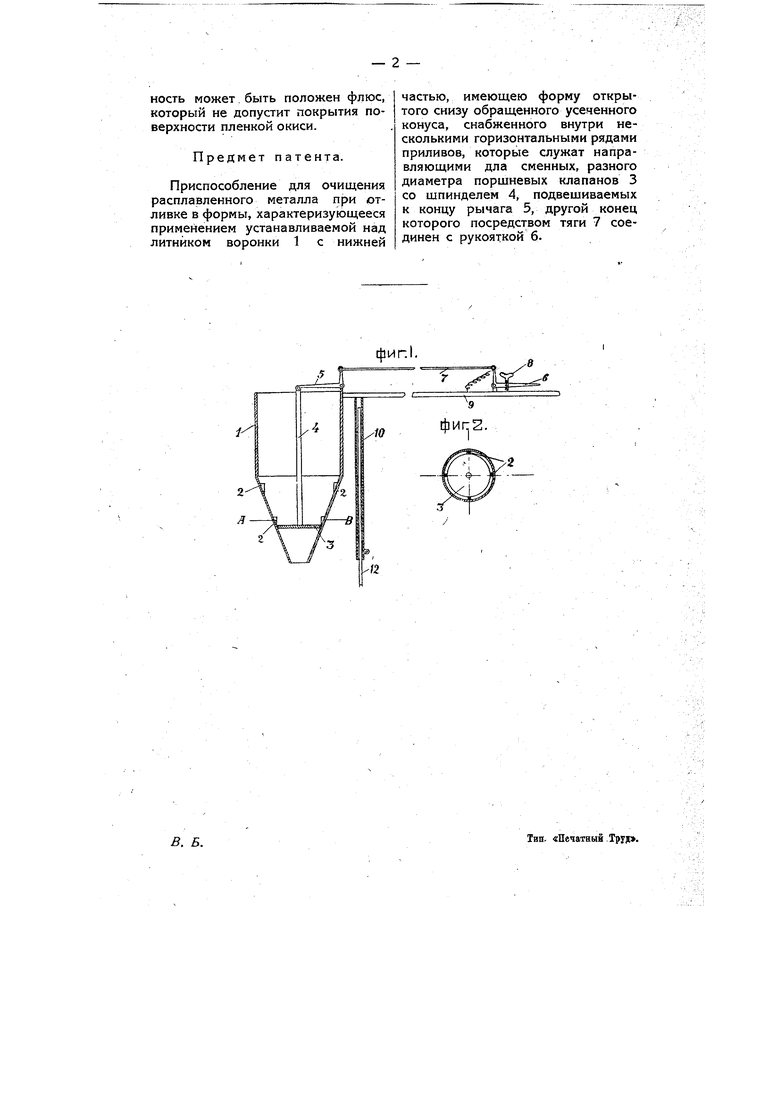
На чертеже фиг. 1 изображает продольный разрез приспособления; фиг. 2-разрез приспособления по линии АВ на фиг. 2.
Приспособление (фиг. 1 и 2) состоит из воронки 1, имеющей в нижней части форзму открытого снизу обращенного усеченного конуса, снабженного внутри несколькими горизонтальными рядами приливов 2. Последние служат направляющими для сменных-поршневых клапанов 3 (фиг. 1 и 2), которые могут быть разного диаметра. Клапаны подвешены на шпинделе 4 к концу рычага 5; другой же конец рычага 5 соединен с рукояткой б посредством тяги 7. Рукоятка б шарнирно снабжена барашком 8 и связана с выступом ручки 9, скрепленной с воронкой 1 и трубчатым стержнем 10, имеющим внутри передвижную стойку 12, при помощи которой приспособление устанавливается по высоте около опоки над литником.
Очистка расплавленного металла состоит в том, что из установленной над литником, воронки 1 выпускаются в форму нижние слои густого расплавленного металла, проходящего сквозь щель между стенками воронки 1 и ребрами, расположенными по окружности- клапана, который приподнимается нажатием на рукоятку б. Верхние же слои металла, состоящие из шлаков, окислов, газов и т. п., не проходят через образованную узкую щель, Э следовательно остаются сверху клапана 3. Величина подъема клапана регулируется посредством ввинчивания барашка 8 в рукоятке б, конец коего ограничивает приподнимание и опускание последней.
Расплавленный металл, в зависимости от его загрязнения, может пропускаться не через один клапан, как показано на фиг. 1, а через несколько рядов их разного диаметра. Для лучшего растворения окислов и выхода газов из расплавленного металла на его поверхность может быть положен флюс, который не допустит покрытия поверхности пленкой окиси.
Предмет патента.
Приспособление для очищения расплавленного металла при отливке в формы, характеризующееся применением устанавливаемой над литником воронки 1 с нижней
частью, имеющею форму открытого снизу обращенного усеченного конуса, снабженного внутри несколькими горизонтальными рядами приливов, которые служат направляющими дла сменных, разного диаметра поршневых клапанов 3 со шпинделем 4, подвешиваемых к концу рычага 5, другой конец которого посредством тяги 7 соединен с рукояткой б.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ОТЛИВКИ ПОД ДАВЛЕНИЕМ | 1930 |
|
SU45558A1 |
| Форма для отливки изложниц | 1932 |
|
SU34116A1 |
| МАШИНА ДЛЯ ДВУСТОРОННЕЙ ФОРМОВКИ РАДИАТОРОВ ДЛЯ ОТОПЛЕНИЯ И Т.П. ПРЕДМЕТОВ | 1926 |
|
SU4648A1 |
| Центробежная машина для отливки труб | 1935 |
|
SU46682A1 |
| Горизонтальная форма для литья труб из расплавленных горных пород и шлаков | 1939 |
|
SU59563A1 |
| Машина для отливки гартовых полос | 1959 |
|
SU123162A1 |
| СПОСОБ И МАШИНА ДЛЯ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1943 |
|
SU89850A1 |
| Ртутный воздушный насос | 1927 |
|
SU10522A1 |
| Способ изготовления металлических слитков | 1931 |
|
SU40845A1 |
| Аппарат для одновременной отливки нескольких изделий по центробежному способу | 1931 |
|
SU27995A1 |
фиг.1.
/

