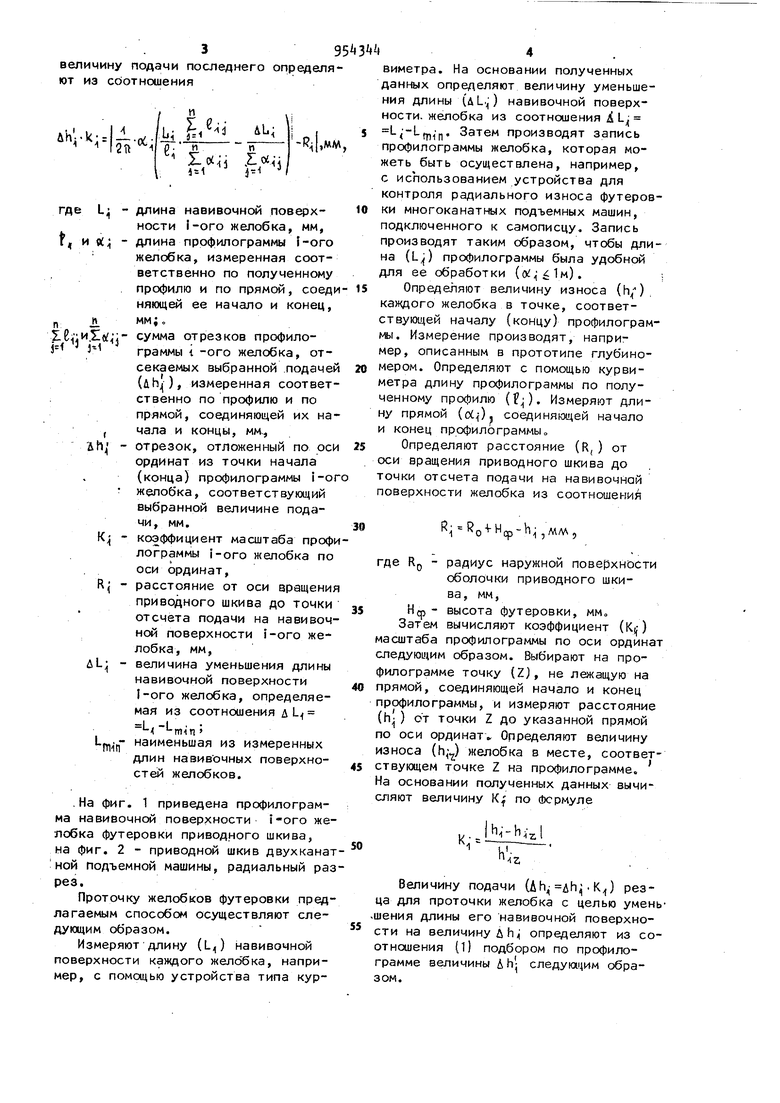
.39 величину подачи последнего определяют из соотношения ,MM где L - длина навивочной поверхности i-oro желобка, мм, t| и Л;; - длина профилограммы f-oro желобка, измеренная соответственно по полученному . профилю и по прямой, соеди няющей ее начало и конец, 1.6;1И. сумма отрезков профилоГ- 3-1 граммы i -ого желобка, отсекаемых выбранной .подачей (uhj), измеренная соответственно по профилю и по прямой, соединяющей их на , чала и концы, мм - отрезок, отложенный по оси ординат из точки начала (конца) профилограммы i-o желобка, соответствующий выбранной величине подачи, мм. К - коэффициент масштаба проф лограммы i-oro желобка по оси ординат, R - расстояние от оси вращени приводного шкива до точки отсчета подачи на навивоч ной поверхности i-oro желобка, мм, Л1- - величина уменьшения длины навивочной поверхности 1-ого желобка, определяемая из соотношения д L - -min min наименьшая из измеренных длин навивочных поверхностей желобков. .На фиг. 1 приведена профилограмма навивочной поверхности i-oro же лобка футеровки приводного шкива, на фиг. 2 - приводной шкив двухкана ной подъемной машины, радиальный ра рез. Проточку желобков футеровки пред лагаемым способом осуществляют следующим образом. Измеряют длину (L) навивочной поверхности каждого желобка, например, с помощью устройства типа курвиметра. На основании полученных данных определяют величину уменьшения длины (А L.) навивочной поверхности, желобка из соотношения i L . Затем производят запись прс1фипограммы желобка, которая можеть быть осуществлена, например, с использованием устройства для контроля радиального износа футеровки многоканатных подъемных машин, подключенного к самописцу. Запись производят таким образом, чтобы длина (Lp профилограммы была удобной для ее обработки (о,).; Определяют величину износа (), каждого желобка в точке, соответствуюи ей началу (концу) профилограм№1. Измерение производят, например, описанным в прототипе глубиномером. Определяют с помощью курвиметра длину профилограммы по полученному профилю (). Измеряют длину прямой (ot-f). соединяющей начало и конец профилограммыо Определяют расстояние (R,) от оси вращения приводного шкива до точки отсчета подачи на навивочной поверхности желобка из соотношения ,ММ, где RP - радиус наружной поверхности оболочки приводного шкива, мм, Нф - высота футеровки, мм Затем вычисляют коэффициент (Кь-) масштаба профилограммы по оси ординат следующим образом. Выбирают на профилограмме точку (Z), не лежащую на прямой, соединяющей начало и конец профилограммы, и измеряют расстояние (h) от точки Z до указанной прямой по оси ординат Определяют величину износа (h) желобка в месте, соответствующем точке Z на профилограмме. На основании полученных данных вычисляют величину К по (х:рмуле |h-,--h,Величину подачи (.K) резца для проточки желобка с целью умень-шения длины его навивочной поверхности на величину Лh определяют из соотношения (1) подбором по профилограмме величины i hj следуюсцим образом.
Из точки начала и конца профилограммы откладывают по оси ординат в ту или иную сторону (в зависимости от расположения профиля желоба по отношению к прямой, соединяющей его начало и конец) отрезок &h|, соответствующий определенной величине подачи (uh,) резца. Соединяют концы отрезков прямой. Измеряют сумдлин навивочных поверхностей желобков и их профилей, отличающийся тем, что, с целью повышения точности и снижения трудоемкости обработки, после замера длины навивочных поверхностей желобков снимают профилограммы, затем измеряют износ желобков в точке, соответствуюидей началу измерения их /nyvfo o/ncve/na
e/f,/ /roBo ft/

| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ДИАГНОСТИКИ ИЗНОСА ФУТЕРОВКИ КАНАТОВЕДУЩЕГО ШКИВА МНОГОКАНАТНОЙ ПОДЪЁМНОЙ МАШИНЫ | 2019 |
|
RU2741381C1 |
| Способ проточки футеровки шкива трения многоканатной подъемной установки | 1982 |
|
SU1066930A1 |
| Грохот | 1979 |
|
SU848080A1 |
| Способ контроля топографии поверхностей деталей | 1990 |
|
SU1768947A1 |
| СПОСОБ БЕСКОНТАКТНОГО ДИНАМИЧЕСКОГО ОПРЕДЕЛЕНИЯ ПРОФИЛЯ ТВЕРДОГО ТЕЛА | 2004 |
|
RU2320959C9 |
| Устройство измерения износа желобков футеровки шкива подъемной машины | 1987 |
|
SU1432385A1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ СТОЙКОСТИ ИЗДЕЛИЙ ИЗ ХРОМОНИКЕЛЕВЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ В ГАЛОГЕНОСОДЕРЖАЩИХ СРЕДАХ | 2008 |
|
RU2403557C2 |
| Способ оценки износостойкости керамических материалов по изменению параметра шероховатости R | 2017 |
|
RU2658129C1 |
| Способ управления процессом резки заготовки ленточной пилой | 1983 |
|
SU1115870A1 |
| Способ управления разгрузкой ковша экскаватора-драглайна | 1985 |
|
SU1263761A2 |

